

Ijraset Journal For Research in Applied Science and Engineering Technology
A Review Article on Abrasive Jet Machining
Authors: Ritesh Gour, Nadan Singh, Sandeep Jhamb
DOI Link: https://doi.org/10.22214/ijraset.2022.44159
Certificate: View Certificate
Abstract
Abrasive jet machining (AJM) is that the methodology of removing material from a piece piece by the applying of high speed stream of abrasive particles suspended in Associate in Nursing passing gas medium from a nozzle. the material removal methodology is very caused by brittle fracture by impingement and by erosion. AJM has varied distinct edges over the non-ancient cutting technologies like high machining state, no thermal distortion, minimum stresses on the work piece and by very little cutting forces. This paper presents Associate in Nursing precise summary of this state of analysis and development within the abrasive jet machining method any challenges and scope of future development in AJM are projected.
Introduction
I. INTRODUCTION
The AJM technique is also a non-ancient methodology that operates whereas not loads of shock & heat. AJM is used for operations like cutting, improvement and etching operation. In AJM, abrasive particles area unit created to run into the work material at high rate. Abrasive particles are carried by gas or air. Nozzles directs abrasive jets throughout a controlled manner onto work material. The high rate abrasive particles remove the material by micro-cutting action conjointly as a result of the brittle fracture of labor material. AJM is basically free from chatter and vibration problems because of absence of physical tool. The cutting action is cool as a results of the carrier gas itself is agent and takes away the heat. certain methodology parameter affects the performance of the AJM like particle size, shape, pressure of air, stand – off distance, jet rate jet diameter, nozzle type etc.
II. BACKGROUND
This technology was initial unreal by France to cut laminated paper tubes in 1968 and was initial introduced as a commercial system in 1983. among the 19 Eighties mineral abrasive was additional to the water stream and so the abrasive jet was born. among the first Nineties, water jet pioneer Dr John Olsen began to explore the construct of abrasive jet cutting as a wise completely different for ancient machine retailers. His end goal was to develop a system which may eliminate the noise, drift and skill demanded by abrasive jet at that time. Smaller grit provides sleek surface finish but low MRR
III. WORKING PRINCIPLE OF AJM
The in operation principal of ajm involves the use of a high-speed stream of compressed abrasive particles carried by a high gas through a nozzle on the work.
Metal will remove because of erosion by the abrasive particles that hit at really high speed on the work. The pressure energy of the stream is regenerate into energy and so the high-speed jet-is created.
It consists of a combination chamber, gas filter, gauge, and regulator and conjointly the nozzle. The filtered gas at a pressure of 2-8 kg-f/cm2 is supplied to the mixing chamber containing the abrasive powder and moving at fifty cycle where it mixes with abrasive particles therefore enters into the connecting hose.
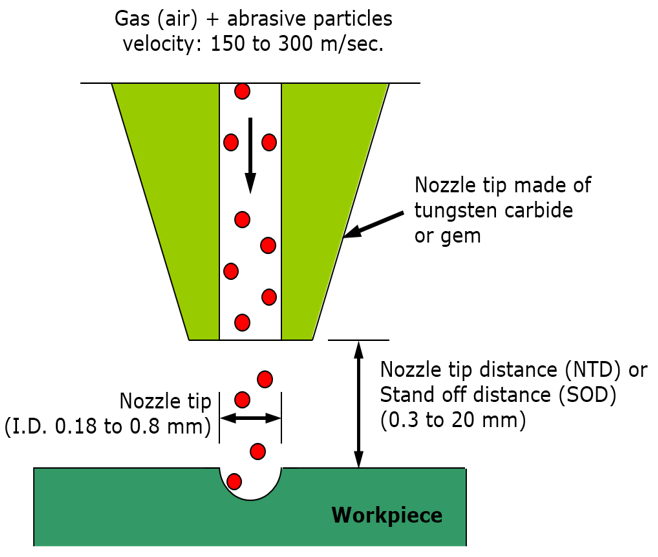
The abrasive and gas mixture comes out ranging from the nozzle at a high speed ranging from 150-300 metres/minute and impinges over the surface inflicting abrasion action by repeated impacts and conjointly the fabric is removed by the erosion
IV. FACTORS AFFECTING PERFORMANCE
List of factors that influence the abrasive jet machining performance are:-(Ref-6)
|
S.No. |
Abrasive |
Carrier Gas |
Abrasive Jet |
|
1. |
Material |
Nature |
Velocity |
|
2. |
Shape |
Composition |
Mixing Ratio |
|
3. |
Size |
Pressure |
Impingement Angle |
|
4. |
Strength |
Flow rate |
SOD |
|
5. |
Flow rate |
Temperature |
|
V. INFLUENCING FACTORS RELATED TO ABRASIVE
- Type Of Abrasive: Various abrasive particles have numerous hardness. More durable abrasives will fetch higher MRR; whereas, softer abrasives tend to crumble once hanging labor surface.
- Shape Of Abrasive: Irregular form grits having sharp edges improve MRR as compared to spherical grits.
- Abrasive Grain Size: Size of indentation is proportional to grit diameter. Therefore, larger grits produce larger indentation (thus high MRR); whereas, smaller grits give swish surface end however low.
VI. INFLUENCING FACTORS ASSOCIATED WITH CARRIER GAS
- Gas Pressure: Pressure of carrier gas once mixture with abrasives is regenerate into mechanical energy. Therefore, higher force per unit area indicates high jet speed and therefore higher MRR. Gas rate of flow Gas rate of flow essentially influences mixture magnitude relation associated MRR becomes most at an optimum price of blending magnitude relation. Influencing factors associated with method parameters
- Abrasive Rate Of Flow: It is additionally another necessary issue as MRR is proportional to the mass flow rate of abrasive.
- Stand-Off Distance (Sod): With increase in SOD, jet diameter conjointly will increase thanks to spreading. therefore higher SOD leads to low speed however wider jet. Whereas, little SOD provides scarce passage for used grits to go away machining zone.
- Impingement Angle: It is that the operational angle between surface and jet diameter. sometimes it's unbroken between 60º – 90º; higher price produces deeper cut. varied researches indicate that MRR becomes most at associate impingement angle of 70º–90º supported work material and plenty of alternative parameters.
VII. LITERATURE REVIEW
The literature study of Abrasive Jet Machine reveals that the machining method was started many decades agone. Until date there has been a whole and elaborated experiment and Theoretical study on this method. Most of the studies argue over the hydraulics characteristics of abrasive jets, thence determinative the influence of all operational variables on the method quality as well as abrasive size, sorts and concentration, impact speed and angle of strike.
Alternative papers found new issues regarding carrier gas typologies, nozzle form, size and wear rate, jet rate and pressure, standoff distance (SOD).
These papers state the general method performance in terms of fabric removal Rate (MRR), geometrical tolerances and surface end of labor items, still as in terms of nozzle wear rate or nozzle life.
Finally, there area unit many important and necessary papers that specialize in either leading method mechanisms in machining of each ductile and brittle materials, or on the event of systematic experimental applied mathematics approaches and artificial neural networks to predict the link between the settings of operational variables and also the machining rate and accuracy in surface finishing.
Some researchers have conjointly done the CFD simulation of the machining method. (Ref?4) In integration producing technology abrasive jet finishing combined with grinding provides rise to a exactness finishing method, within which suspension of abrasive and liquid solvent is introduced to grinding space between wheel and surface underneath no radial feed.
The particles area unit driven and energized by the rotating emery wheel and liquid pressure and inflated suspension speed between emery wheel and surface accomplishes small removal finishing.
(Ref 5) Studies show that AJM may be a sensible small machining technique for ceramics. The machinability throughout the AJM method will be associated to it given by the established models of solid particle erosion, within which the fabric removal is assumed to initiate within the ideal crack formation system. However, it had been explained that the erosion models don't seem to be applicable to the AJM check results, as a result of the relative hardness of the abrasive particles against the target material, that isn't taken into consideration within the models, is vital within the small machining method. No degradation in strength came about for the AJM ceramic surfaces. This can be attributed to the very fact that radial cracks failed to propagate downwardly by impacts throughout the machining method.
D V Srikanth, Dr. M. Sreenevasa Rao [1] reviewed that Iagulli C. N. (1967) [2] was the primary to clarify the result of abrasive rate on material removal rate in AJM. in conjunction with Sarkar associated Pandey (1976) all over that the standoff distance will increase the MRR and penetration rate increase and on reaching an optimum worth it starts decreasing. J. Wolak (1977) and K. N. Murthy (1987) investigated that when a threshold pressure, the MRR and penetration rate increase with nozzle pressure. Neema & Pandey (1977) [4] planned associate equation for material removal rate by equalization the mechanical energy of the particles natural event on to the work of deformation throughout indentation.
Q=kNd3v
3/2(Þa/12σy)
Where k may be a constant; N is that the range of abrasive particles taking {quite a|quite|quite associate} time; d= the dimensions or diameter of an
The changes were discovered on the entry size and also the method parameters were varied. The MRR will increase at the center line of the jet and is negligible at the boundary. Increase in standoff distance will increase the MRR. MRR will increase as increase within the jet line rate however solely at the middle.
VII. COMPONENTS OF ABRASIVE JET MACHINING
- Gas Supply
- Filter
- Pressure Gauge
- Mixing Chamber
- Nozzle and
- Abrasive
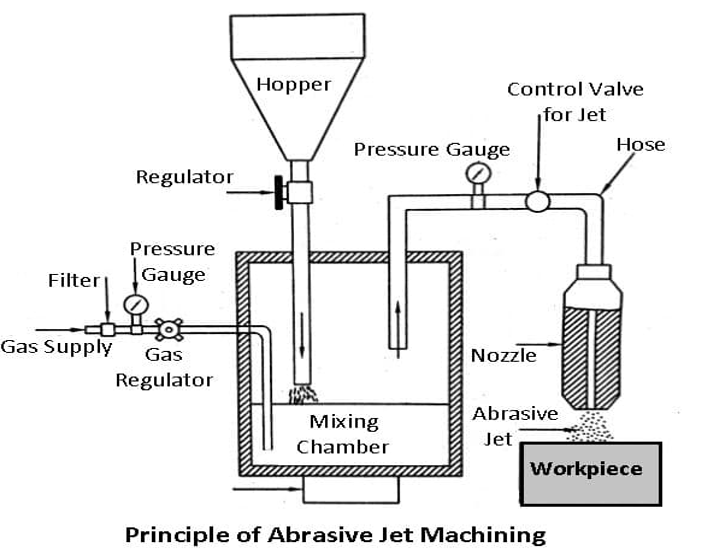
A. GAS Supply
A fast jet of gaseous chemical element dioxide etc and surrounded abrasive particles is geared toward the work beneath controlled conditions. The gas, equipped beneath a pressure of two to eight kilopascal.
B. Filter
The filter is employed to improvement the fuel provide so dirt or different impurities don't hamper the progress of the method.
Pressure Gauge. The gage is employed to manage the pressure of the compressed utilized in the abrasive jet machining.as the pressure decides the depth of cutting and quantity of force needed for cutting.
C. Combination chamber
In the combination chamber abrasive powder is being fed and with the assistance of a vibrator quantity of abrasives may be controlled. so the abrasives and therefore the gases are going to be mixed totally within the combination chamber.
D. Nozzle
The nozzle is employed to extend the speed of the fine abrasive jet suspension at the expense of the pressure as we all know if we have a tendency to decrease the pressure the speed can increase. the speed of the jet are going to be around 100-300m/s. The nozzle may be adjusted consequently so the required angular cutting may be achieved and therefore the material are going to be removed by impact erosion. The nozzle is typically created from wolfram inorganic compound as a result of it's subjected to a high degree of wear and tear. The diameter of the nozzle is around zero.2-0.8mm. the fabric of the nozzle ought to be ready to stand up to corrosion. The nozzle is created of either circular or rectangular cross-sectional and therefore the head may be straight or at a right angle.
E. ABRASIVES
Silicon inorganic compound, corundum glass beads square measure used as abrasives in abrasive jet machining. the form of the abrasives may be regular or irregular. the dimensions of the abrasives is around ten to fifty microns. The mass rate of flow of the abrasives is around 2-20grams/min, the choice of abrasives depends upon MRR, form of work material, and sort of machining accuracy needed. Corundum (Al2O3) size of twelve, 20, fifty microns and it's smart for improvement, cutting, and deburring, Dolomite size of two hundred mesh and it's used for Etching and sharpening. Hydrogen carbonate size of twenty seven microns and used for improvement, deburring, and cutting of sentimental material.
Conclusion
A considerable review of the analysis and development in AJM is bestowed during this paper. There\'s nice scope on material behavior to see optimum values of crucial governing parameters like stand-off distance, pressure and feed rate for a spread of materials. AJM may be a progressive producing technique with a growing role within the satisfaction of recent and oncoming industrial demands. With that, future investigations on technology enhancements square measure needed. The trend of AJM developments may be a shift from the macro to small scale. Additional reduction of machining spot, precise erosion certainty and method dominant square measure current challenges in AJM. a spread of AJM strategies and developments are analyzed. Submerged, intermittent and multi-jet conditions were found to be helpful for environmental functions, deep patterning and enormous space machining, correspondingly. AAJM is extremely competitive in fabrication of surface micro-texture for tribological functions. The minimum breadth of channel achieved by covert micro-blasting is ten millimeter. Nonetheless, a feature size but five millimeter was urged for additional enhancements in surface resistance behavior.
References
[1] Verma, A.P and Lal, (G.k)..1983 “ An experimental study of Abrasive jet Machining” , International Journal of Machine tool and manufacturing . [2] Manufacturing Engineering and technology by Kalpak Jian [3] International Journal of emerging Research in management and technology [4] F.C.Tsai, B.H. Yan, Kuan,Huang“A Taguchi and experimental investigation into the optimal processing conditions for the abrasive jet [5] Nonconventional Machining by P. K. Mishra [6] http://www.minaprem.com/micro-machining/ajm/list-of-factors-that-affect-abrasive-jet-machining-performance/ [7] https://www.technicaljournalsonline.com/ijeat/VOL%20V/IJAET%20VOL%20V%20ISSUE%20II%20APRIL%20JUNE%202014/Article%2006%20V%20II%202014.pdf
Copyright
Copyright © 2022 Ritesh Gour, Nadan Singh, Sandeep Jhamb. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET44159
Publish Date : 2022-06-12
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online