

Ijraset Journal For Research in Applied Science and Engineering Technology
Assembly Gap Tolerance Calculation Using ANFIS and Cost Function Optimization
Authors: Madhavi Reddy G V, Sreenivasulu Reddy A
DOI Link: https://doi.org/10.22214/ijraset.2022.40460
Certificate: View Certificate
Abstract
Tolerance plays a crucial role in the quality of a product. When different parts of an assembly are assembled, gap arises due to variation in dimensions. The tolerance for the gap is calculated using two methodologies: ANFIS and cost function optimization. In ANFIS the network is trained using mean dimensions, standard deviations as inputs and tolerances as output. The tolerances are predicted from the trained network. In cost function optimization, a cost function is formulated. The machinability of a part is calculated using Fuzzy Comprehensive Evaluation method. The tolerances are calculated by optimizing the cost function. The tolerances calculated using the two methods are compared and optimal tolerance is considered for manufacturing.
Introduction
I. INTRODUCTION
The dimension of a part consists of two parts: basic dimension and the allowable variation in the dimension. For example, a part has a basic dimension of 10 mm and has allowable variation in the dimension of 0.02 mm. The allowable variation in the dimension of a part is called as tolerance. A part with perfect basic dimension cannot be manufactured. So, a variation in the basic dimension is allowed i.e., tolerance. In assembly, when parts are assembled, gap arises due to variation in dimensions. The calculation of tolerances for the assembly gap is discussed in this paper. The parts in an assembly are divided into two types: fixed and variable. The tolerances for the fixed parts cannot be changed and the tolerances of the variable parts are calculated using ANFIS and cost function optimization methods presented in this paper. Then the tolerance for the assembly gap is calculated. The dimensions of the individual parts of the assembly are represented with the help of a loop diagram. In the loop diagram, the dimensions from left to right are taken as positive and the dimensions from right to left are taken as negative.
The main purpose of this paper is to
- Calculate the tolerances of variable parts using two different methodologies
- Calculate the tolerances for the assembly gap
II. RELATED WORK
Early literature published on tolerance design can be found in Marks (1953) Pike & Silverberg, (1953). During the last two decades many researchers paid more attention to this topic and most of the results have been addressed by Wu et al. (1998). Few authors such as Feng and Kusaik (2000), Singh et al. (2003), Etienne et al. (2008), Kumar et al. (2009), Sivakumar et al. (2009) used alternative process selection for tolerance allocation of assembles. A new approach for tolerance allocation based on fuzzy comprehensive evaluation and Genetic Algorithm is proposed by Ji et al. (2000) [8]. A hybrid optimum tolerance allocation model for a complex assembly based on Tabu search, heuristic algorithm was proposed by Siva Kumar et al. (2011) [15]. A methodology based on Genetic Algorithm for a gearbox assembly for optimal tolerance allocation using least-cost model was proposed by Prabhaharan et al. (2004) [11]. Later, A methodology with continuous ant colony algorithm was proposed by Prabhaharan et al. (2005) [12]. A methodology based on GA for mechanical assemblies was developed by Vignesh Kumar et al. (2016) [16].
III. METHODOLOGY
A. ANFIS
ANFIS is the acronym for Adaptive Neuro Fuzzy Interface System. It was developed by Jang in 1995 in the form of artificial neural network based on Takagi-Sugeno fuzzy interference system. It has the benefits of both neural networks and fuzzy logic principles because the interface of ANFIS integrates neural networks and fuzzy logic principles. Since, its interference system consists of a set of fuzzy IF-THEN rules it has the learning capability to approximate nonlinear functions. It has both numerical and linguistic knowledge. It is more transparent to the user and has less memorization errors. It is used in forecasting, modelling and predicting complex systems, and by researchers to predict performance of machining and other applications in various fields. In Matlab, the network is trained by using mean dimensions and standard deviations as inputs and tolerances as output. After training the network, the tolerances for the variable parts are predicted using the mean dimension and the standard deviation of the parts.
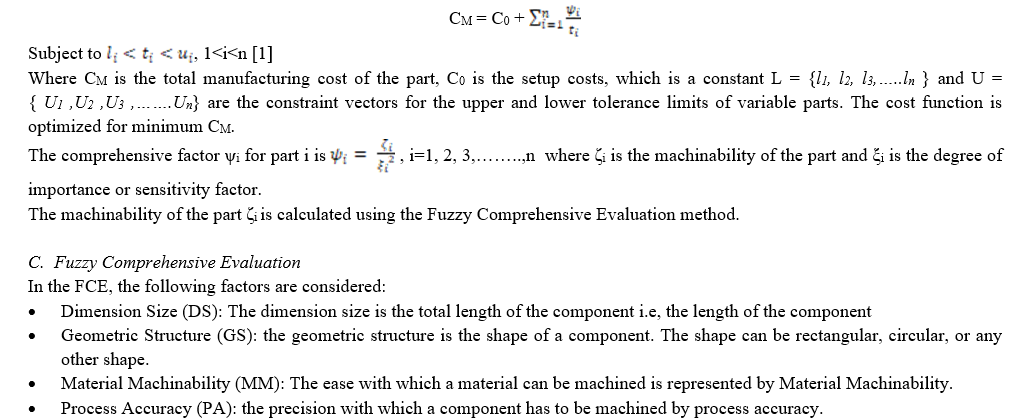
B. Cost function
The cost function is
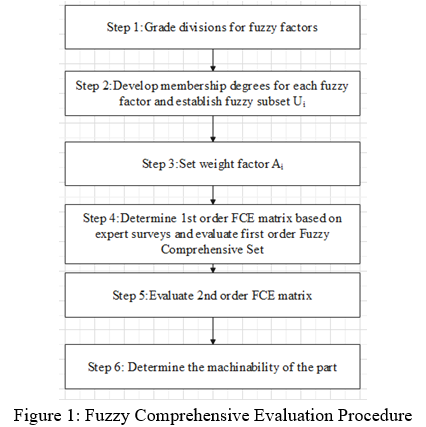
- Step 1: Grade divisions for fuzzy factors
The four factors DS, GS, MM, and PA are divided into different grades. The grade division of the fuzzy factors is shown in the table given below.
Table 1: Grade divisions for fuzzy factors
|
|
Grade 1 |
Grade 2 |
Grade 3 |
Grade 4 |
|
U1(DS) |
? 9 mm |
? 10 mm |
? 50 mm |
? 110 mm |
|
U2(GS) |
Easy to manufacture |
Hard to manufacture |
- |
- |
|
U3(MM) |
Poor |
Medium |
Good |
- |
|
U4(PA) |
Poor |
Medium |
Good |
- |
2. Step 2: Develop membership degrees for each fuzzy factor and establish fuzzy subset Ui
The membership values of the factors DS, GS, MM, and PA in each grade is the fuzzy subset Ui are defined as,

where uij denotes the membership value of jth grade for the ith factor n is the number of grades.
3. Step 3: Set weight factor Ai
The weight factor for the factors DS, GS, MM, and PA Ai, can be defined as

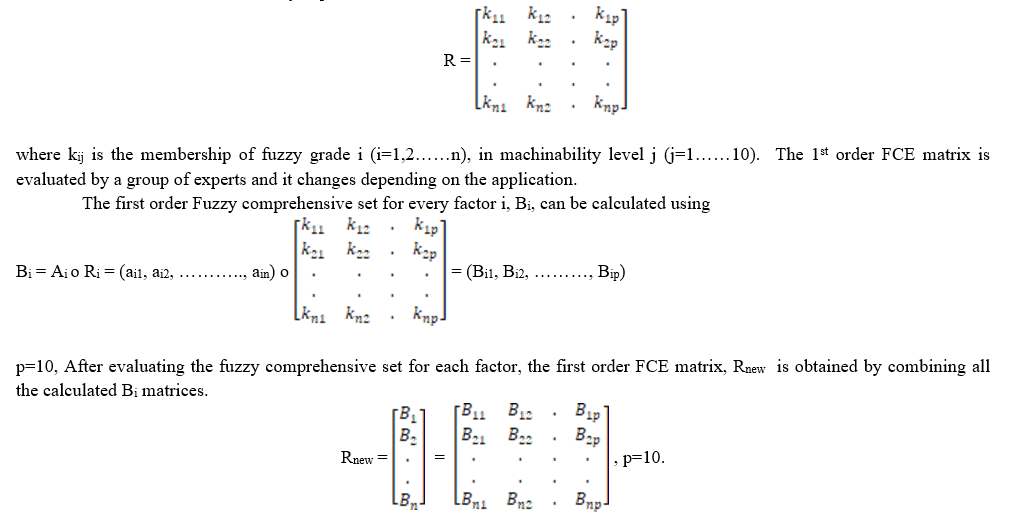
4. Step 4: Evaluate 1st order FCE matrix based on expert surveys and evaluate first order fuzzy comprehensive subset
The 1st order FCE matrix evaluated by experts is
5. Step 5: Evaluate 2nd order FCE matrix

6. Step 6: Determine the machinability of the part
The machinability can be evaluated by

IV. CASE STUDY
The example in the figure 2 is considered and the methodologies described in this paper are used to calculate the tolerance for the assembly gap.
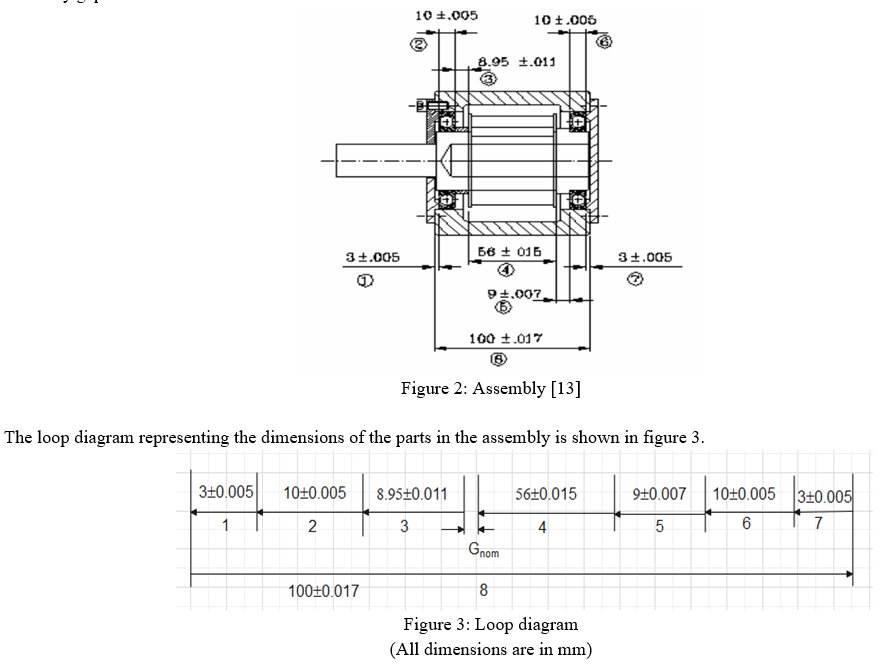
The dimensions 1, 2, 4, 5, 6, 7 are fixed dimensions and the dimensions 3 and 8 are variable dimensions. The tolerances for the dimensions 3 and 8 are calculated using the methodologies in this paper and the tolerance for the gap Gnom is calculated.
The nominal gap is
Gnom = 100-3-10-8.95-56-9-10-3 = 0.05 mm
A. ANFIS
To train the ANFIS network, the inputs are the mean dimensions and the standard deviations and the output is tolerances. The inputs and output which are used to train the network are shown in table 2.
Table 2: Inputs and output to train the ANFIS network
|
Part |
Mean Dimension (Input 1) |
Standard deviation (Input 2) |
Tolerance (Output) |
|
1 |
3 |
0.00083 |
0.005 |
|
2 |
10 |
0.00083 |
0.005 |
|
4 |
56 |
0.0025 |
0.015 |
|
5 |
9 |
0.00167 |
0.007 |
|
6 |
10 |
0.00083 |
0.005 |
|
7 |
3 |
0.00083 |
0.005 |
In Matlab, train the network using the data in table 2. The trained network is shown in figure 4.
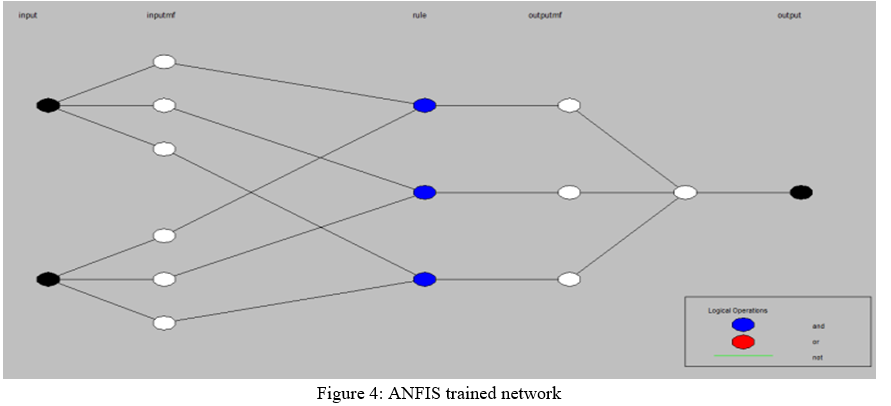
The tolerances for the parts 3 and 8 are predicted from the trained network by providing mean dimension and standard deviation as inputs.
Table 3: Inputs for parts 3 and 8
|
Part |
Mean dimension |
Standard deviation |
|
3 |
8.95 |
0.00282 |
|
8 |
100 |
0.09959 |
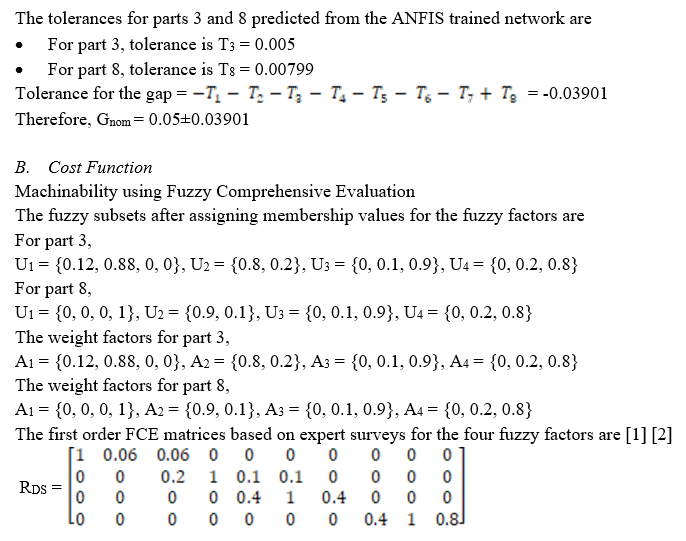
V. RESULTS AND DISCUSSION
Using ANFIS, Gnom = 0.05±0.03901
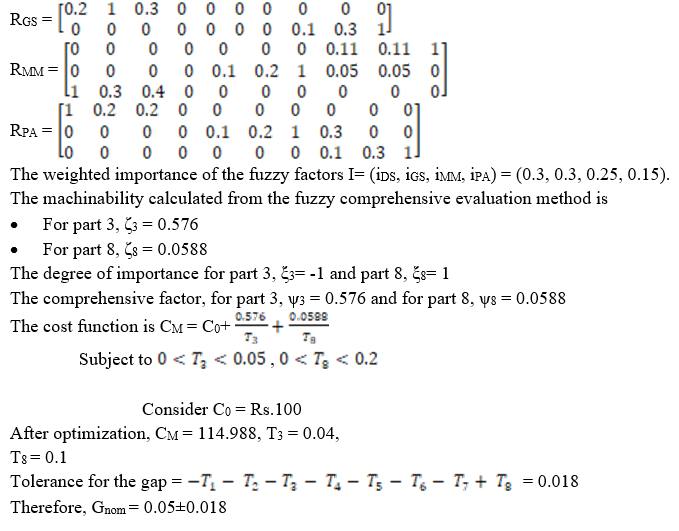
Using cost function optimization, Gnom = 0.05±0.018
The tolerance calculated using cost are tighter compared to the tolerance calculated using ANFIS. The tolerances calculated using cost function are considered for manufacturing because the tolerance is calculated by considering the different factors such as Dimension Size, Geometric structure, Material machinability, process Accuracy which influence the quality of the product and the manufacturing costs and setup costs.
Conclusion
This work shows the calculation of assembly gap tolerances using ANFIS and cost function optimization. In ANFIS, the tolerances are calculated using the mean dimension and standard deviation. The machinability of the parts is calculated by considering the fuzzy factors. In cost function optimization, the tolerances are obtained by optimizing the cost function. The tolerances calculated using cost function and the manufacturing cost of the tolerances calculated using the cost function is optimum. Therefore, the tolerance calculated using cost function optimization is considered for manufacturing.
References
[1] Abhishek Kumar, Lorens Goksel, Seung-Kyum Choi. \"Tolerance Allocation of Assemblies Using Fuzzy Comprehensive Evaluation and Decision Support Processes\", Volume 1: 36th Design Automation Conference, Parts A and B, 2010. [2] Abhishek Kumar, Seung-Kyum Choi, Lorens Goksel. \"Tolerance allocation of assemblies using fuzzy comprehensive evaluation and decision support process\", The International Journal of Advanced Manufacturing Technology, 2010. [3] C. Qinghong, “Fuzzy comprehensive evaluation of design variables in mechanical reliability”, Fuzzy Techniques and Application (I), pp. 492–497, Beijing Aerospace University, 1994. [4] E. Dupinet, M. Balazinski and E. Caogala, “Tolerance allocation based on fuzzy logic and simulated annealing”, Journal of Intelligent Manufacturing, 7, pp. 487–497, 1996. [5] Edel, D.H. and Auer, T.B., 1965. Determine the Least Cost Combination for Tolerance Accumulations in a Drive Shaft Seal Assembly. General Motors Engineering Journal: pp. 36-38. [6] F. H. Speckhart, “Calculation of tolerance based on a minimum costs approach”, Journal of Engineering for Industry, 5, pp. 447– 453, 1972. [7] Ji, S., Li, X. and Cai, H., 2000. Optimal Tolerance Allocation Based on Fuzzy Comprehensive Evaluation and Genetic Algorithm. Manufacturing Review, 1 (1): pp. 50-59. [8] Ji, S. and Li, X., Tolerance synthesis using second-order fuzzy comprehensive evaluation and genetic algorithm. International Journal of Production Research, 2000. 38(15): pp. 3471-3483. [9] Harry, M.J. & Stewart, R. 1988. Six Sigma Mechanical Design Tolerancing. Motorola Inc. [10] M. F. Spotts, “Allocation of tolerance to minimize costs of assembly”, Journal of Engineering for Industry, pp. 762–764, August 1973. [11] Prabhaharan G, Asokan P, Ramesh P, et al. Genetic algorithm-based optimal tolerance allocation using a least-cost model. Int J Adv Manuf Technol 2004; 24: 647–660. [12] Prabhaharan G, Asokan P and Rajendran S. Sensitivity-based conceptual design and tolerance allocation using the continuous ant’s colony algorithm (CACO). Int J Adv Manuf Technol 2005; 25: 516–526. [13] Tolerance stack analysis methods, Research and technology, Boeing information and support services. [14] Singh P K, Jain S C, and Jain P K. A GA-based solution to optimum tolerance synthesis of mechanical assemblies with alternative manufacturing processes bench marking with the exhaustive search method using Lagrange multiplier, Proc. IMechE, Part B: J Engineering Manufacture 2004; 218: 765–778. [15] Sivakumar K., Balamurugan C., and Ramabalan S., Simultaneous optimal selection of design and manufacturing tolerances with alternative manufacturing process selection, Computer-Aided Design, 2011. 43(2): pp. 207-218. [16] Vignesh Kumar D, Ravindran D, Siva Kumar M, et al. Optimum tolerance synthesis of simple assemblies with nominal dimension selection using genetic algorithm. Proc IMech E, Part C: J Mechanical Engineering Science 2016; 230: 3488–3508.
Copyright
Copyright © 2022 Madhavi Reddy G V, Sreenivasulu Reddy A. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET40460
Publish Date : 2022-02-22
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online