

Ijraset Journal For Research in Applied Science and Engineering Technology
Automatic Work Piece Inspection cum Counter Conveyor
Authors: Kalaiselvi. P, Padmanadan. S, Bhagavan. J. S, Harishkumar. V, Kalichandru. G
DOI Link: https://doi.org/10.22214/ijraset.2022.42840
Certificate: View Certificate
Abstract
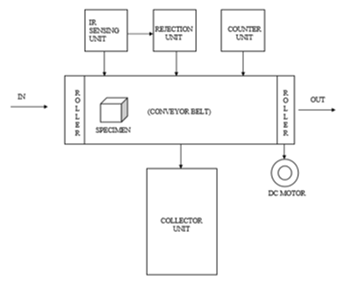
The first part of our project, \"AUTOMATIC WORKPIECE INSPECTION CUM CONVEYOR,\" introduces material inspection and its diverse uses. The sensors are utilised to take measurements of the material dimensions, which are then sent to the control unit. The pneumatic cylinder receives the necessary signal from the control unit. The pneumatic cylinder is used to collect items of incorrect dimensions. In current engineering companies, automatic product control employing sensors is extremely useful for material handling. The conveyor is driven by the motor. Conveyors are used to transport items from one location to another. Infrared (IR) sensors are used to measure the dimensions at the top of the conveyor. This mechanism ensures that the belts are moved to the jobs in a seamless and timely manner. This is a very useful device for verifying dimensions such as length, width, and height in modern engineering businesses. After the work piece was evaluated by the IR sensor unit, the Counter unit was utilised to count the quantity of work pieces. A Microcontroller and an infrared sensor are used to detect the work piece in this counter unit. If the work piece is defective, the pneumatic cylinder next to the sensor will be triggered and the defective work piece will be removed and collected in the collecting tray. Using this advanced equipment eliminates the need for manual labour entirely.
Introduction
I. INTRODUCTION
A. Automation
This is an era of automation, which is defined as the replacement of manual labour with mechanical power at various levels of automation. The operation is still an important aspect of the system, however the needs on manual input are altering as the level of mechanisation rises. There are two types of degrees of automation: full automation and semi automation. Semi-automation necessitates a combination of manual and mechanical labour, whereas full automation requires very little human involvement.
B. Need For Automation
Computers, hydraulics, pneumatics, robotics, and other forms of automation can all be used, but pneumatics is a particularly appealing medium for low-cost automation.
The fundamental advantages of all pneumatic systems are their cost-effectiveness and ease of use. In mass production, automation plays a crucial role.
The machining operations determine the sequence of machining for mass manufacturing of the product. Transfer machines are devices that are designed to produce a certain product. The components must be moved automatically from bins to various machines in order to be packaged, and the final component can be placed independently. Materials can also be moved back and forth from the moving conveyors to the work area.
The most critical aspects of plant design are quality control and inspection. The machining operations determine the sequence of machining, and automation plays a critical part in mass manufacturing of a product. Transfer machines are devices that are designed to produce a certain product. For a modern manufacturing company, conveyor automation is a specialist activity. Material transporting activities are estimated to account for 60-70 percent of total production costs.
II. LITERATURE REVIEW
Tsalidis et al. [1] describes in this paper that conveyor belt design is examined as an application of a proposed Design Parameters Space Search technique. First, the main characteristics of the belt conveyor design process are presented as they appear in the current literature. Furthermore, a proposed general knowledge-representation platform is described, and its ability to house the relevant conveyor design knowledge is also shown. The extended search technique of the design space is discussed, and an integrated example of a belt-conveyor design is presented, based on the proposed representation platform and the extended search technique.
Huang et al. [2] describes in this paper deals with the time-minimum trajectory planning of a 2-DOF translational parallel robot named the Diamond for rapid pick-and-place operations. Kinematics and dynamics of the robot are formulated using a parametric function, allowing the representation of the input torque and velocity constraints to be converted to those in terms of the path length. A modified algorithm for achieving the minimized traversal time is proposed by taking into account the path jerk limit. Lithium-ion battery sorting using the Diamond robot is taken as an example to demonstrate the applicability of this approach.
Dogan Ibrahim et al [3] aim to show the special features of the C language when programming microcontrollers. He says that the industry standard C51 optimizing C compiler is used throughout. This compiler has been developed by Keil Elektronik GmbH. C51 is available on both MSDOS and Windows- based operating systems and the compiler implements the American National Standards Institute (ANSI) standard for the C language. There are many other highlevel language compilers available for microcontrollers, including PASCAL, BASIC, and other C compilers. Some of these compilers are freely available as shareware products and some can be obtained from the Internet with little cost. These compilers can be used for learning the features of a specific product and in some cases small projects can be developed with such compilers. The C51 compiler has been developed for the 8051 family of microcontrollers
Richardson Nascimento et al. 2010 [4], introduced An Integrated Inspection System for Belt Conveyor. One of the most critical equipment used by mining companies is the belt conveyor. Thousands of kilometers of these elements are used for bulk material transportation. A belt conveyor system is composed of several components, and the maintenance process is not trivial and usually reactive. Thousands of dollars are lost per hour with the failure of a conveyor belt system. This occurs due to the lack of appropriate mechanisms for efficient monitoring and integration of this process to the enterprise systems. This paper presents a novel monitoring and integration architecture for a Brazilian mining company. The challenge is to provide a mobile control system and its integration with the current enterprise solutions. We also describe a set of restrictions for the particular component (rollers) in order to identify methods for the integration. Preliminary results demonstrate our solution is a feasible alternative for the case study.
Ming-qing Pan, Xiao-jun Zhou, Liang-yu Lei [5] and team introduced Automated Vision Inspection System for the size measurement of Workpieces. This paper describes an automated visual inspection system for the size measurement of workpieces, widely applicable to industrial on-line and realtime products inspection such as bearing, gear and so on. The systematic makeup, basis demands and CCDbased size measurement principle is introduced. To increase the efficiency and effect of pre-processing image, take a bearing as an example, fast algorithm for 2-D median filter is advanced and investigated. Also, based on the fundamental theory of the wavelet transform, an edge detection method is successfully used in the feature extraction of a bearing image. Finally, with the studied automated visual inspection system, the out-diameter of a bearing is inspected and analyzed.
The result meets demands and shows the system has a broad applied foreground .
Chen, Austin Hua-Ren [6] and team introduced Integrated Inspection for Precision Part Production. This research develops a methodology for enhancing the performance of a precision computer numerically controlled (CNC) machine tool. The ability to precisely maintain the desired relative position between the cutting tool and the workpiece along the cutting trajectory has a major impact on the dimensional accuracy of the finished part. It is important to ensure that the workpiece geometry satisfies tolerances before removing it from the machine tool. Traditional manufacturing procedures do not catch bad parts until the post-process inspection stage, when the part has already been removed from the setup. Subsequent attempts at re-machining require that the workpiece be re-fixtured back on the machine which often introduces more error into the process. The objective of this research is to develop a methodology that integrates pre-process calibration and process intermittent gaging to enhance the ability of a two-axis vertical turning center to cut a circular arc. The developed methodology is straightforward and integrates the usage of commercially available instrumentation such as the ball bar and on-machine probe for error identification, prediction, and compensation.
Fedorko, Gabriel; Molnár, Vieroslav; Dovica, Miroslav; Tóth, Teodor [7] They discuss about Conveyor Belt Quality Assessment for In-House Logistics.An important component of in-house logistics are various transport systems. Their task is to ensure the reliable operation of individual production and service processes. From a wide range of available in-house logistics transport systems, belt conveyors play an important role. For their trouble-free operation, it is necessary, in addition to a number of factors, to place great emphasis on the conveyor belts quality. The quality of conveyor belts is a decisive factor for their reliable and uninterrupted operation. Over the years, an approach to assess their quality has developed, that can be labeled as a standard approach. However, this standard approach is in many ways inadequate and has been overcome nowadays. Therefore, a new, progressive approach based on the latest knowledge and technologies need to be sought. This paper will describe a progressive method of industrial metrology in more detail, applied to assessing the conveyor belts quality.
Yanli Yang, Changyun Miao, Xianguo Li, Xiuzhuang Mei [8] introduced the Online Belt Conveyor Inspection Based On Machine Vision. Under the background that mining conveyor belts are prone to failure in operation, the on-line fault detection technique based on machine vision for conveyor belts is investigated. High-brightness linear light sources arranged to a vaulted shape provide light for a line-array CCD camera to capture high-quality belt images. A fast image segmentation algorithm is proposed to deal belt images online. The algorithm for detecting longitudinal rip and belt deviation which are serious threat to the mine safety production from binary belt images is presented. Then, an on-line visual belt inspection system is developed. The laboratory testing results testify the validity of the visual inspection system.
Slim Abdelhedi, Khaled Taouil, Bassem Hadjkacem [9] And Team Introduced Design Of Automatic Vision-Based Inspection System For Monitoring. Automated vision inspection has become a vital part of the quality monitoring process. This paper compares the development and performance of two methodologies for a machine vision inspection system online for high speed conveyor. The first method developed is the Thresholding technique image processing algorithms and the second method is based on the edge detection.
A case study was conducted to benchmark these two methods. Special effort has been put in the design of the defect detection algorithms to reach two main objectives: accurate feature extraction and on-line capabilities, both considering robustness and low processing time. An on-line implementation to inspect bottles is reported using new communication technique with GigE Vision camera and industrial Gigabit Ethernet network.
Yao-Nan Wang and Xiang-Na Tang [10] introduced the Visual Inspection of Workpiece Quality. A machine-vision-based intelligent automatic inspector for workpiece quality is presented. The mechanical structure and electric control system are illustrated in detail. An algorithm based on geometrical dimension measurement is proposed and an algorithm using the center of gravity of the workpiece is applied to locate the inspection area. According to the characteristics of workpiece, a reasonable and effective light and illumination system is designed and inspection software was developed on the platform of VC++ EDI. Experiments of the inspection performed on-line have proven the value of the proposed algorithms in automatic real-time inspection.
Bandar Alghamdi, Dongbin Lee, Patrick Schaeffer and Joe Stuart [11] introduced the 2D-Vision based Inspection Robot with Automated PLC Conveyor System. Automated quality control inspection is essential in manufacturing industries in these days. As most of integrated systems have a tricky setup process to connect them to work as a single fully automated system, the process is a challenging, important step; for example, to connect a robot arm with 2D-vision based robotic inspection, and conveyor system controlled by a PLC, communicating with each other via communication network (Ethernet, Modbus). The vision inspection rate is over 95% successful among the identified defects.
Therefore, the research demonstrates that an integrated three-subsystem could have huge potential and promising in the future if we are able keep improving each subsystem while testing with a variety of different letters or shapes, to enhance manufacturing production line to increase quality control and quality assurance.
Muhammad Rusydi Muhammad Razif, S. A. H. J. Norazuan, Ili Najaa Aimi Mohd Nordin, Hairulazwan Hashim [12] has introduced the Automated conveyor system for football quality checking Many incidents happen in football matches such as injury, fight between team and ball out of game as whistle is blow. The worst case is where the ball exploded as the ball kick simultaneously from two opposite directions.
To reduce problem in football matches and ensure the quality of the football match specification, this project is proposed a conveyor system for football quality checking, focusing on the ball size and weight measurement. In the conveyor system, a conveyor belt is introduced as a medium for conveying the ball, sensors to check the football specification and microcontroller to read the sensor input and produce output in term of motor control and measurement display. The conveyor system is made for checking the FIFA standard ball specification and it was built portably for easily carry and used in sport shop. The system could operate automatically, thus reducing to the need for worker. This project is expected to reduce injury in football match and also ensure the quality of the ball is guaranteed. For a standard football size measurement, the ball weight shows almost similar to the standard specification with 20g differences.
A. J. Surtees [13] has introduced the Conveyor System Commissioning, Maintenance And Failure Analysis Using Black Box Techniques This paper discusses the history and developments of sophisticated monitoring equipment used to measure the operating parameters of conveyor systems. With the radical reduction in price of computer hardware and software during the last decade and an associated increase in memory capacity, the concept of continuous conveyor monitor is now a reality. With this tool, the various problems normally encountered in large conveyor installations can now be avoided at an early stage.
III. PROPOSED METHODOLOGY
A. Conveyor System
A conveyor system is a type of mechanical handling equipment that transports things from one place to another. Conveying systems come in a variety of shapes and sizes, and they're employed to meet the needs of numerous sectors.
The goal of this project is to upgrade the conveyor equipment that is currently in use. The present design of the conveyer machine in our "Inspection Conveyor" project begins with an overview of material inspection and its different uses. The sensors are utilised to take measurements of the material dimensions, which are then sent to the control unit.
B. Control Unit
The control unit sends the pneumatic cylinder the required signal. The pneumatic cylinder is used to collect items of incorrect dimensions. In current engineering companies, automatic product control employing sensors is extremely useful for material handling. The conveyor is driven by the motor. Conveyors are used to transport items from one location to another. Sensors are utilised to measure the dimensions at the top of the conveyor. This mechanism ensures that the belts are moved to the jobs in a seamless and timely manner.
C. Pneumatic System
The technology of pneumatics has gained tremendous importance in the field of work place rationalization and automation. From old fashioned timer works and coal mines to modern machine shops and space robots.
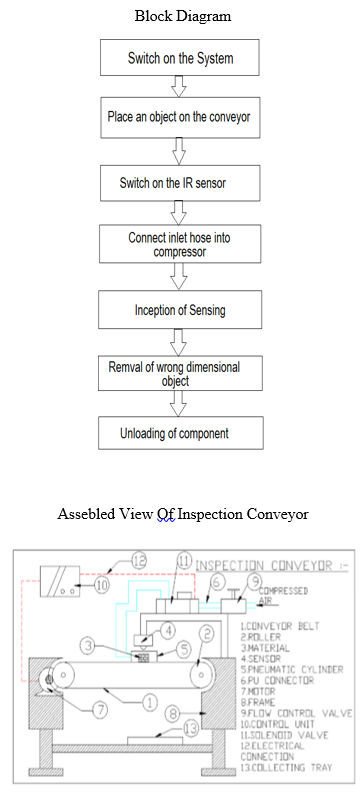
D. Working
In current engineering businesses, this is a very efficient device for verifying dimensions such as length, breadth, and height. Using this advanced equipment eliminates the need for manual labour entirely. It also cuts down on inspection time and inaccuracies caused by manual inspection. The pneumatic cylinder next to the sensor will be triggered if the work piece is defective, removing the defective work piece. Sensor-based automatic product control has a wide range of applications in low-cost automation. The amount of people required is minimal, which cuts down on material inspection time.
IV. APPLICATION OF PNEUMATICS
The technology of pneumatics deals with study of behavior and application of compressed air. Today air operated tools and accessories are a common sight in each every industry, not only in the technologically advanced countries but even in countries where industrial activities are still at the stage of sheer infancy. With introduction of pneumatics in the manufacturing process, the industry is benefited automation which if judiciously used; many bring down the cost of production to a much lower level. Nowadays compressed air is used in every walk of industrial life, starting with pneumatic cranes to the use of air in the brake system of automobiles, railways coaches, wagons, printing presses, and what not.
The following features are notable for the reason
- Wide availability of air
- Compressibility of air
- Easy transportability of compressed air in pressure vessels.
- Fire proof characteristics of the medium
- Simple construction of pneumatics elements and easy handling
- High degree of controllability of pressure, speed and force.
- Possibility of easy but reasonably reliable remote controlling
- Easier maintenance
- Explosion proof characteristics of the medium
- Comparatively cheaper in cost than other system.
V. COMPONENTS OF PNEUMATIC SYSTEM
A. Air Compressor
Though not directly connected to the pneumatic system, the air compressor plays a vital role in the overall system performance. Various types of air compressors are used in the industry. But positive displacement compressors are more popular. The air receiver is important equipment in the compressor family. For uninterrupted supply of compressed air, receiver with to optimum size is to be selected.
B. Types Of Air Compressors
There are two basic types of compressor 1.Positive displacement compressor, turbo compressor. Their main distinction lies in their method of energy pressure generation.
- Positive displacement compressor works on the principle of increase the pressure of definite volume of air by reducing that volume in an enclosed chamber.
- Dynamic compressor employs rotating vanes or impellers to import velocity and pressure to the flow of the air being handled. The pressure comes from the dynamic effect such as centrifugal force. Positive displacement compressors are sub divided into two groups:
a. Reciprocating compressor,
b. Rotary type compressor the family tree of the compressor.
C. FRL Unit
The FRL unit consists of the following separate components, filter, regulator and lubricator. They are packaged to supply the cleaned lubricated and regulated air to the actuator.
D. Filter
Even very small particle containing in air may be produce wear by lapping action in the parts. Therefore the air is filtered to remove dirt, rest particles and other air borne matter in line. The air is filtered before entering the compressor. However, the passage of the air stream through the distributor system often contaminates it with oxidation deposits on the sides of the steel piping. Also the condensation on the inside of steel piping may result in water vapour.
E. Regulator
Independent pressure control is necessary for air distribution in pneumatic circuitry. Pneumatic circuitry uses an outlet side piloted pressure reducing valve to limit pressure only to desired circuit these specialized pneumatic pressure reducing valves are known as regulators.
F. Lubricator
Pneumatic systems are not self lubricating. Pneumatic components need lubrication for its smooth functioning. Therefore a lubricator is used in the FRL unit to add a small amount of oil to the dry air.
G. Pneumatic Actuators
Pneumatic cylinders offer a straight rectilinear motion to mechanical elements. Selection of materials for cylinder depends greatly on this factor. Functionally cylinders may be single or double acting. They may be further classified as diaphragm cylinder, duplex cylinder, through rod cylinder etc. end position cushioning of cylinder as certain times may be of almost important.
H. Types Of Actuators
The pneumatic power is converted to straight line reciprocating motions by pneumatic cylinders. The various industrial applications for which air cylinders are used can be duty wise into three groups-Light duty, medium duty and heavy duty. But according to the operating principle, the air cylinders are sub divided as
- Single acting and
- Double acting cylinders.
I. Pneumatic Valves
The pneumatic energy is regulated and controlled by pneumatic valves. Functionally the valves are divided into four major groups, viz. directional control, floe control, pressure control, non return and special type valves. As pre construction the valves are sub grouped as seat valves sliding or spool valves. Both these of constructions are frequently used in pneumatic valves. However the spool valves are easier to manufacture. Directional control valves are classified functionally as 2/2, 3/2, 4/2, 5/2, 4/3, 5/3, etc. depending upon the number of port openings and valve positions. Valves are actuated in various methods, viz. manually, mechanically, electrically, pneumatically and by various combined mode of actuation. Specially designed valves like quick exhaust time delay shuttle and twin pressure valves are used to impart various special functions to pneumatic circuits.
VI. COMPONENTS
- Direction Control Valves
- Basic Pneumatic Circuits
- Hoses
- Connectors
- Electrical And Electronic Controls
- Object Sensing Circuit
- Pmdc Motor
- Battery
- Lcd Display
- Pic Microcontroller Pic Microcontroller (16f877a)
- I/O Ports
- Relay
BLOCK DIAGRAM
VII. PRINCIPLE OF OPERATION
The 12 volt power supply is used to drive the permanent magnet D.C motor. The two conveyor roller is fixed to the two ends of the frame stand with the help of end bearing (6202) with bearing cap. The conveyor roller shaft is coupled to the D.C. permanent magnet motor with the help of spur gear mechanism. This total arrangement is used to transfer the material from one place to another place with the help of conveyor. The limit sensor switch is vertically fixed on the limit sensor frame stand by means of rack and pinion arrangement. This sensor is used to measuring the abnormal height variation of the material. The rack and pinion is used to adjust the limit switch up and down motion. This arrangement is used to set the height of the material. The IR transmitter and IR receiver circuit is used to sense the minute height variation of the material. It is fixed to the frame stand with a suitable arrangement. This mechanism is also adjustable with the help of bolt and nut. The pneumatic cylinder is fixed to the frame stand by right angles to the limit sensor frame stand. This cylinder arrangement is used to remove the dimensionless material from the conveyor. The pneumatic cylinder is controlled by the flow control valve, single acting solenoid valve and control unit. Pneumatic systems are not self lubricating. Pneumatic components need lubrication for its smooth functioning. Therefore a lubricator is used in the FRL unit to add a small amount of oil to the dry air.
VIII. APPLICATIONS
A. Discharge Of Workpiece
The Conveyor Feed has a wide application in low cost automation industries. It can be used in automated assembly lines to carry up the finished product from workstation and place them in bins. It can also be used to pick raw material and place them on the conveyor belts.
B. Improper Material Removing Operation
This unit can also be used in improper material collected in a collecting box. The solenoid operated pneumatic cylinder is used for this mechanism.
IX. FUTURE SCOPE OF THE PROJECT
By producing such system, the scope is in the field of
- Manufacturing
- Identification of suitable solution
- Evaluation
- Design the proposal
- Build the prototype.
Also we can use such system with some modification for various types of inspection such as
a. Inspection Parameter
b. Diameter, hole diameter
c. Height
d. Thickness
e. Surface defect
f. Crack, burr
g. Roundness
h. Minor and major diameter
i. Chamfer angle etc.
X. RESULT
This project work has given us a fantastic opportunity to put our limited knowledge to good use. While working on this project, we received a lot of practical experience with planning, purchasing, assembling, and machining. We believe that project work is an effective means of bridging the gap between institutions and industries. We are pleased that we were able to complete the work in the allotted period.
The "Inspection Conveyor" is operating in good condition. We are aware of the difficulty in maintaining tolerances and, more importantly, quality. We have performed to the best of our ability and skill, making the most of the available resources. Let us add a few more paragraphs on our impression project work to our last thoughts on our project work. As a result, we created an inspection conveyor that demonstrates how to achieve low-cost automation through sensor placement. This system's operation is quite straightforward, and anyone may use it. They can be customised and developed according to the applications by employing more techniques.
References
[1] Budi Sulistijoa, Khairul Anwar A.S. (2013), ‘Integrated Site Investigation Method to analyze subsurface Condition for the Belt Conveyor’, Procedia Earth and Planetary Science, Vol. 6, pp. 369 – 376. [2] Chen Silina, Yang Xudonga, Qiu Shib , Yang Huanb, Yang Danb (2012), ‘Study on Speed Characteristic of Material in Pipe Pneumatic Conveyor’, Procedia Engineering, Vol. 29, pp. 3276 – 3280. [3] Gabriel Fedorkoa, Vladimir Ivancob (2012), ‘Analysis of Force Ratios in Conveyor Belt of Classic Belt Conveyor’, Procedia Engineering, Vol. 48, pp. 123 – 128. [4] Gabriel Fedorkoa, Vladimir Ivanob, Vieroslav Molnara, Nikoleta Husakovaa (2012), ‘Simulation of Interaction of a Pipe Conveyor Belt with Moulding Rolls’, Procedia Engineering, Vol. 48, pp. 129 – 134. [5] Gys van Zyl, Abdulmohsin Al-Sahli (2013), ‘Failure analysis of conveyor pulley shaft’, Case Studies in Engineering Failure Analysis, Vol. 1, pp. 144–155
Copyright
Copyright © 2022 Kalaiselvi. P, Padmanadan. S, Bhagavan. J. S, Harishkumar. V, Kalichandru. G . This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET42840
Publish Date : 2022-05-17
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online