

Ijraset Journal For Research in Applied Science and Engineering Technology
A Study on Compressive Behaviour of Thermal Cycled Titanium Alloy
Authors: Mathi Kannaiyan, P. Balashanmugam , V. Sangeetha
DOI Link: https://doi.org/10.22214/ijraset.2023.55079
Certificate: View Certificate
Abstract
Now a day, the titanium was recognized for its strategic importance as a unique lightweight, high strength alloyed structurally efficient metal for critical, high-performance aircraft, such as jet engine and airframe components. Titanium -6Al-4v alloy is an alpha + beta alloy, which generally contains alpha and beta stabilizers and is heat treatable to various degrees. Over 70% of all Titanium alloy grades melted on a sub grade of Ti-6A1-4v which is used in aerospace, air frame and engine components. , Titanium alloy (Ti-6Al-4v) is heat treated for two different methods in order to get optimum combination of ductility, machinability and structural stability by annealing and to increase the strength by solution treating. Compression test was carried out at room temperature using a Universal testing machine. The flow behavior of different heat treatment and thermal cycled specimens were studied. The comparative study of the flow behavior of titanium alloy was made.
Introduction
I. INTRODUCTION
Titanium has been recognized as an element (Symbol Ti; atomic number 22; and atomic weight 7.9). However, commercial production of titanium did not begin until the 1950’s. At that time, titanium was recognized for its strategic importance as a unique lightweight, high strength alloyed structurally efficient metal for critical, high-performance aircraft, such as jet engine and airframe components. In the aerospace industry, titanium alloys have been widely used because of their lower weight, higher strength (or) high temperature stability. The worldwide production of this original exotic, “Space Age” metal and its alloys have since grown to more than 50 million pounds annually. Increased metal sponge and mill product production capacity and efficiency, improved manufacturing technologies, a vastly expanded market base and demand have dramatically lowered the price of titanium products. Today, titanium and its alloys are extensively used for aerospace, industrial and consumer applications. In addition to aircraft engines and airframes, titanium is also used in the following applications: missiles; spacecraft; chemical and petrochemical production; hydrocarbon production and processing; power generation; desalination; nuclear waste storage; pollution control; ore leaching and metal recovery; offshore, marine deep-sea applications, Navy ship components; armor plate applications; anodes, automotive components, food and pharmaceutical processing; recreation and sports equipment; medical implants and surgical devices; as well as many other areas.
A. Properties of Titanium alloys
Titanium alloys are metallic materials which contain a mixture of titanium and other chemical elements. Such alloys have very high tensile strength and toughness (even at extreme temperatures), light weight, extraordinary corrosion resistance, and ability to withstand extreme temperatures. However, the high cost of both raw materials and processing limit their use to military applications, aircraft, spacecraft, medical devices, connecting rods on expensive sports cars and some premium sports equipment and consumer electronics. Auto manufacturers Porsche and Ferrari also use titanium alloys in engine components due to its durable properties in these high stress engine environments. Although "commercially pure" titanium has acceptable mechanical properties and has been used for orthopedic and dental implants, for most applications titanium is alloyed with small amounts of aluminum and vanadium, typically 6% and 4% respectively, by weight. This mixture has a solid solubility which varies dramatically with temperature, allowing it to undergo precipitation strengthening. This heat treatment process is carried out after the alloy has been worked into its final shape but before it is put to use, allowing much easier fabrication of a high-strength product. Generally, beta-phase titanium is stronger yet less ductile and alpha-phase titanium is more ductile.
Alpha-beta- phase titanium has a mechanical property which is in between both. Titanium dissolves in the metal at high temperatures and its formation is very energetic. These two factors mean that, all titanium except the most carefully purified has a significant amount of dissolved oxygen. So it may be considered as a Ti alloy.
B. Mechanical Properties of Titanium Alloys
Titanium and its alloys exhibit a unique combination of mechanical and physical properties and corrosion resistance which have made them desirable for critical, demanding aerospace, industrial, chemical and energy industry service. Its exceptional corrosion/erosion resistance provides the prime motivation for chemical process, marine and industrial use. High strength titanium alloys have a superior structural efficiency compared to structural steels and aluminium alloys, especially as service temperatures increase. Titanium alloys also offer attractive in elevated temperature properties for application in hot gas turbine and auto engine components, where more creep resistant alloys can be selected for temperatures as high as 600°C (1100°F). The family of titanium alloys offers a wide spectrum of strength and combinations of strength and fracture toughness. This permits optimized alloy selection which can be tailored for a critical component based on whether it is controlled by strength and S-N fatigue, or toughness and crack growth (i.e., critical flaw size) in service. Titanium alloys also exhibit excellent S-N fatigue strength and life in air, which remains relatively unaffected by sea water and other environments. Most titanium alloys can be processed to provide high fracture toughness with minimal environmental degradation (i.e., good SCC resistance) if required. In fact, the lower strength titanium alloys are generally resistant to stress corrosion cracking and corrosion-fatigue in aqueous chloride media.
C. Attractive Properties of Titanium Alloys
- High fatigue strength in air and chloride environments.
- High fracture toughness in air and chloride environments
- Low modulus of elasticity
- Low thermal expansion coefficient
- High melting point
- Essentially nonmagnetic
- High intrinsic shock resistance
- High ballistic resistance-to-density ratio
- Non-toxic, no allergenic and fully biocompatible
- Very short radioactive half-life
- Excellent cryogenic properties.
D. Effects of Alloying Elements
The selective addition of alloying elements to titanium enables a wide range of physical and mechanical properties to be obtained. Basic effects of a number of alloying elements are as follows:
- Certain alloying additions, notably aluminium and interstitials (O, N, C), tend to stabilize the alpha phase, i.e. raise the temperature at which the alloy will be transformed completely to the beta phase. This temperature is known as the beta transus temperature.
- Most alloying additions such as chromium, niobium, copper, iron, manganese, molybdenum, tantalum, and vanadium stabilize the beta phase by lowering the temperature of transformation (from alpha to beta).
- Some elements notably tin and zirconium have as neutral solutes in titanium and have little effect on the transformation temperature, acting as straighteners of the alpha phase. A description of the various types of alloys and typical photomicrographs of various mills products manufactured are illustrated.
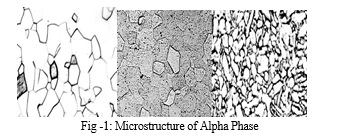
E. Alpha Alloys
The single-phase and near single-phase alpha alloys of titanium exhibit good weld ability. The generally high aluminium content of this group of alloys assures excellent strength characteristics and oxidation resistance at elevated temperatures (in the range of 316-593°C (600 - 1100°F)). Alpha alloys cannot be heat-treated to develop higher strength since they are single phase alloys. Fig 1 shows the Microstructure of Alpha Phase.
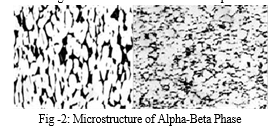
F. Alpha-Beta Alloys
The addition of controlled amounts of beta-stabilizing alloying elements causes some beta phase to persist below the beta transus temperature, down to room temperature resulting in a two-phase system. Even small amounts of beta stabilizers will stabilize the beta phase at room temperature. A group of alloys designed with high amounts of alpha stabilizers and with a small amount of beta stabilizers are alpha beta alloys, usually called high alpha or near alpha alloys. As larger amounts of beta stabilizers are added, a higher percentage of the beta phase is retained at room temperature. Such two-phase titanium alloys can be significantly strengthened by heat treatment quenching from a temperature high in the alpha-beta range, followed by an aging cycle at a somewhat lower temperature. The transformation of the beta phase which would normally occur on slow cooling is suppressed by the quenching. The aging cycle causes the precipitation of fine alpha particles from the metastable beta, imparting a structure that is stronger than the annealed alpha-beta structure. Fig 2 shows the Microstructure of Alpha-Beta Phase.
II. LITERAURE SURVEY
K. Srinivasan, P. Venugopal (2008), Ti-6Al-4V alloy can be mechanically processed economically and with ease in the range 773-873K. It can be done with a glass coating on the alloy to act as an effective lubricant and at the same time act a barrier preventing oxygen, hydrogen and nitrogen penetration from atmosphere, thereby eliminating embrittlement.
Duan Yuan-pei,Li Ping,XUE Ke-min(2007), The flow stress behaviour of TB8 alloy is temperature and strain rate sensitive. An increase of stain rate intensifies the flow stress and an increase in decrease of stress differs with the increasing temperature in different temperature regions.
LIU Hui – qun,YI Dan-qing,WANG Wei-qi(2007), The peak stress decreases with the increase of deformation temperature and strain rate. The addition of Sc strengthens the alloy only under the deformation conditions of low temperature and high strain rates.
DU Yu,QI Yun-lian,ZHAO Yong-qiang(2007), The true stress stain curves are very alike. The flow stress of Ti26 alloy decreases with the increase of temperature and the decrease of strain rate. In the phase region, the flow stress is not sensitive to temperature, and true stress strain curves remain steady state type at both high and low strain rate.
QI Yun lian ,XI Zheng-ping,ZHAO Yong-qing(2008), The alloy is sensitive to the temperature and strain rate, and the flow softening behaviour is more obvious with the decrease of deformation temperature. At higher strain rate typically 10s-1 discontinuous yielding followed by flow oscillations was observed in phase region. The phenomenon can be explained by dynamic theory.
C. Poletti, F.Warchomicka,S. Kremmen(2007), The instabilities of flow and the deformation mechanisms in general are dependent on the flow parameters, which are different in each zone of the sample, due to the non-uniform deformation. Pores and cracks in this case release instabilities produced by local flow the instabilities do not disappear by increasing the strain at low temperatures where brittle fracture of the reinforcement occurs.
III. OBJECTIVES
The present work encompassing the study of Flow behavior of Heat treated and Thermal cycled Titanium alloy by conducting compression test. The present investigation is based on the following objectives
- Evaluation of flow behavior of Titanium alloy before and after Annealed and Solution treatment.
- Evaluation of flow behavior of annealed specimen after Thermal cycling.
- Evaluation of the flow behavior of solution treated specimen after Thermal cycling.
- Comparative study of flow behavior of titanium alloy. Fig 3 shows the proposed methodology of titanium alloy.
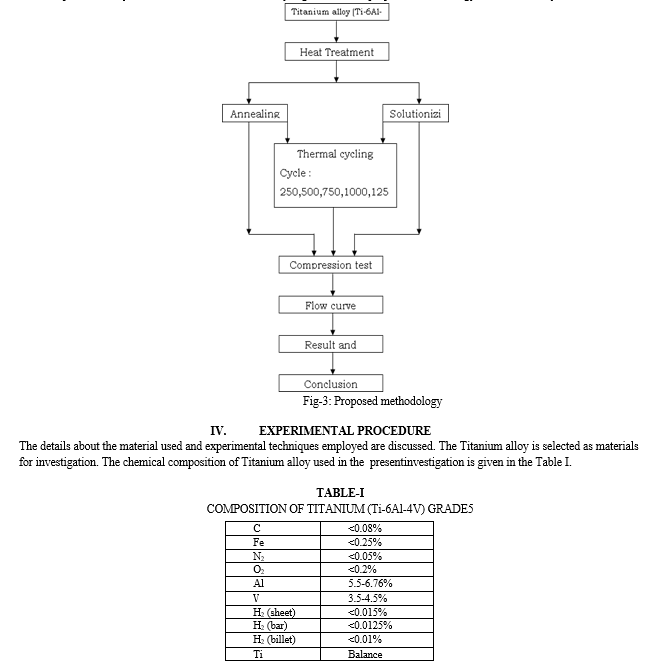
A. Heat Treatment
Ti-6Al-4v alloys are heat treated for two different methods in order to get optimum combination of ductility; machinability and structural stability by annealing and to increase the strength by solution treating. They are subjected to post heat treatments such as annealing, Solution zing and aging in a muffle furnace. Annealing is the method of heat treatment which used for the compression specimens, the test specimens were heat treated to 750ºC and quenched in atmospheric air (Air quenched). Annealing increases strength and ductility. In solution heat treatment, the test specimens were heat treated to 950ºC and quenched in caustic soda for 10 minutes. After completing the Solution zing, the same specimens were treated to aging. Aging the specimens at 450 º C temperatures for a period of time 4 hours .After the heat treatment is over the specimens were quenched in the atmospheric air (Air quenched). Aging increases the strength and hardness.
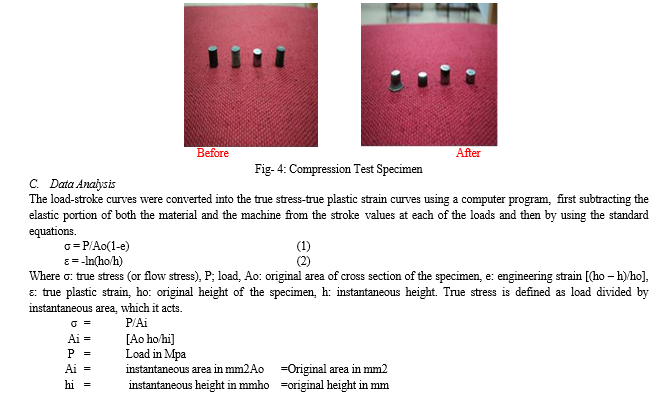
B. Compression Test
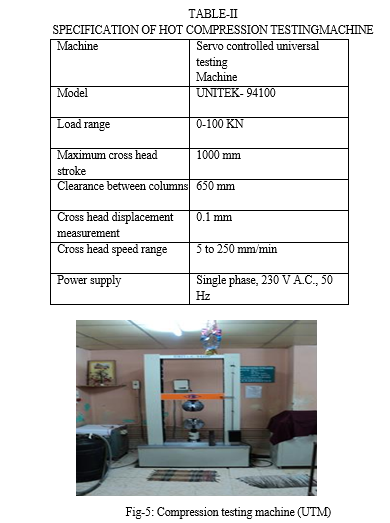
Compression test was carried out at room temperature using a Universal testing machine. Compression test on a cylindrical specimen is easy to obtain a constant true strain rate using an experimental decay of the actuator speed. It is convenient to measure the adiabatic temperature rise directly on the specimen. Hot compression testing has become increasingly popular for several reasons, in particular (a) uniform deformation can be maintained for large strains with proper lubrication (b) the compressive state closely represents the conditions present in forging, extrusion and rolling process. Cylindrical specimen is used for compression testing. The cylindrical specimens of dimensions 6 mm in diameter and 10 mm in Height were machined. The compression tests were performed on a 10T FIE servo controlled universal testing machine for different strains (0.1 – 0.5), at constant strain rate of 1.0 s-1. Specification of hot compression testing machine is given in the Table II. Temperature of the specimen was monitored with the aid of a chromel/alumel thermocouple embedded in a 0.5mm hole drilled at half the height of the specimen. The thermocouple was also used for measuring the adiabatic temperature rise in the specimen during deformation. The specimens were effectively lubricated with graphite and deformed to a true strain of 0.5. Specimens were deformed to half of the original height.
The specimens before and after the compression tests are shown in Fig 4.
D. Microstructural Examination
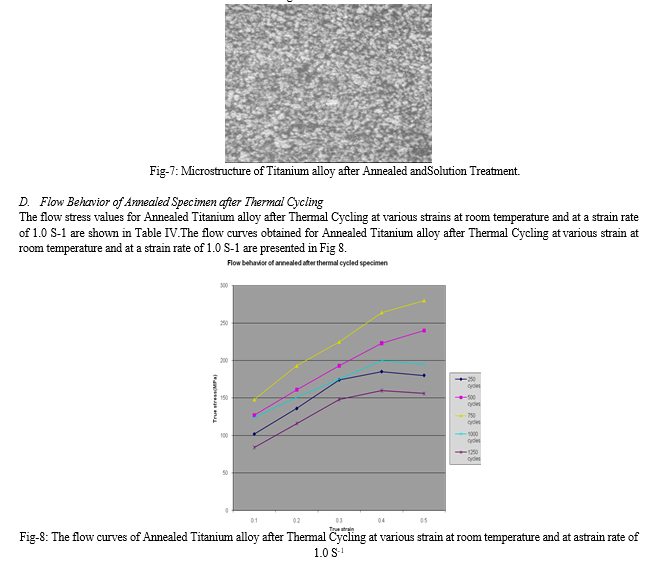
After compression testing, the specimens were immediately quenched in water and the cross section was examined for microstructure. Deformed specimens were sectioned parallel to the compression axis and the cut surface was prepared for metallographic examination. Specimens were etched with Hydrofluoric acid solution. The microstructure of the specimens was obtained through Versa met 2.0 optical microscope with Clemex vision Image Analyser and mechanism of deformation was studied.
V. RESULT & DISCUSSION
Heat treated (annealed and solution treated) and thermal cycled titanium alloy specimens were subjected to compression tests. Compression test was carried out at room temperature using a Universal testing machine. The flow behaviour of different heat treated and thermal cycled specimens were studied.
A. Flow Curves
It is wonderful, worthy and meaningful in noting the flow characteristics and micro structural evolution of the materials during deformation. Flow stress functions in which the work- hardening and softening for dynamic recovery and recrystallization are expressible including the characteristics of metal flow is proposed so comparatively simple as to grasp the metal flow and be applied to the practices through several compression tests
B. Interpretation from flow Curves
The flow curves are used to interpret the type of mechanism involved in deformation under particular condition.
Interpretation from flow curves of different heat treated and thermal cycled titanium alloy specimens are discussed below.
C. Flow behavior of Titanium alloy before and after Annealed and Solution Treatment
The flow stress values for Titanium alloy before and after Annealed and Solution treatment with various strain at room temperature and at strain rate of 1.0 S-1 are shown in Table III.The flow curves obtained for Titanium alloy before and after Annealed and Solution treatment with various strain at room temperature and at strain rate of 1.0 S-1 are presented in Fig 6.
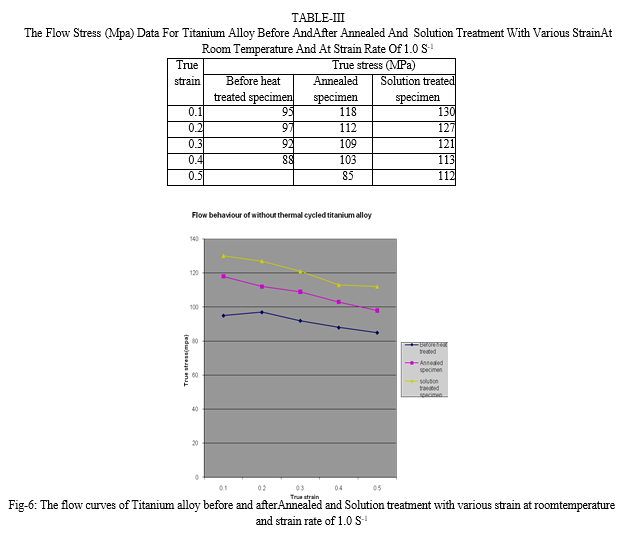
The flow stress is significantly low for without heat treated specimens. The flow stress is found to increase with Annealed and Solution treated specimen with increase in strain due to the work hardening rate is relatively high.It can be been seen that, the true stress–true strain curves exhibit a peak stress at certain strain followed by dynamic flow softening till the end of compression. The strain corresponding to the stress increases with increase in strain rate due to the high hardening rate at initial deformation stages. The flow softening is probably subjected to the dynamic recovery and recrystallization.
Annealing is the method of heat treatment which used for the compression specimens, the test specimens were heat treated to 750ºC and quenched in atmospheric air (Air quenched). This mixture has a solid solubility which varies dramatically with temperature, allowing it to undergo precipitation strengthening. This can be solution treated and aged to achieve significant increase in strength. In solution heat treatment, the test specimens were heat treated to 950ºC and quenched in caustic soda for 10 minutes. After completing the Solution zing, the same specimens were treated to aging. Aging the specimens at 450 º C temperatures for a period of time 4 hours.
After the heat treatment is over the specimens were quenched in the atmospheric air (Air quenched). Aging increases the strength and hardness. Rapid quenching following solution treatment (water quench) is important in order to maximize the formation of alpha' martensite phase, which in turn maximizes the aging response. Such two-phase titanium alloys can be significantly strengthened by heat treatment quenching from a temperature high in the alpha-beta range, followed by an aging cycle at a somewhat lower temperature. The transformation of the beta phase which would normally occur on slow cooling is suppressed by the quenching. Alpha-beta-phase titanium has a mechanical property which is in between both. Microstructure of Titanium alloy after Annealed and Solution Treatment is shown in the Fig 7.
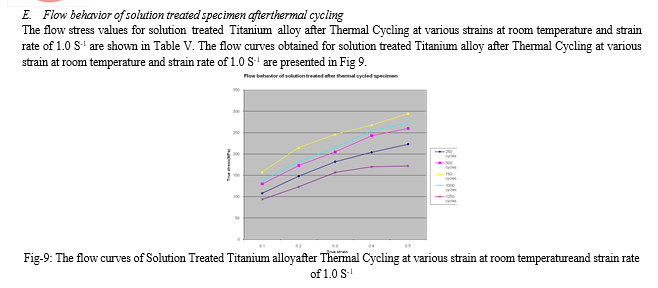
Thermal cycling is a temperature modulation process developed to improve the performance, strength and longevity of a variety of materials. During the thermal cycling process, materials are alternately cooled and (sometimes) heated until they experience molecular reorganization. This reorganization "tightens" or optimizes the particulate structure of the material throughout, relieving stresses, and making the metal denser and more uniform (thereby minimizing flaws or imperfections). The tighter structure also enhances the energy conductivity and heat distribution characteristics of the material. Thermal Cycling minimizes "hotspots", enhances cooling and impedes the ability and tendency of metals to vibrate. Significantly reducing vibration as a factor in metal fatigue slows down the metal's eventual failure or breakage. All metal parts are built with a specific design in mind, to be able to deal with a given load or "Stress". Unfortunately, continuous use of a part, even as designed, eventually results in the metal wearing away or corroding. This is especially true when the part is exposed to adverse environmental conditions (such as wind, rain, snow, sleet). At the point that the metal begins to corrode, it is no longer able to do the job for which it was originally intended. That is "metal fatigue". Metal parts considered critical to the operation of infrastructure components that are now fatigued put the components at risk. Brand new metal parts straight out of the box from the manufacturer have imperfections and flaws at the molecular level—even expensive crafted parts. Flaws and imperfections (such as tiny gaps between molecules) reduce the strength of the part because gaps allow corrosion to set in. Realign the metal part's molecules using thermal cycling. The tiny gaps between molecules are reduced. The part becomes denser and tighter, less prone to corrosion.
F. Comparative Study of flow Behaviour of Titanium alloy
The flow curves obtained for before and after Annealed, solution treated and Thermal Cycled Titanium alloy at various strains at room temperature and strain rate of 1.0 S-1 are presented in Fig 10.
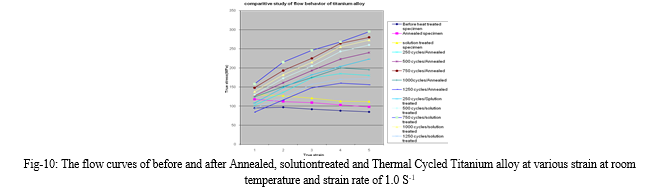
The flow stress of the Thermal Cycled specimen showed higher than that of Annealed and Solution treated specimen due to work hardening. Microstructure of Thermal Cycled Titanium alloy after Annealed and Solution Treatment is shown in the Fig 11.During the thermal cycling process, materials are alternately cooled and (sometimes) heated until they experience molecular reorganization. This reorganization "tightens" or optimizes the particulate structure of the material throughout, relieving stresses, and making the metal denser and more uniform (thereby minimizing flaws or imperfections). The tighter structure also enhances the energy conductivity and heat distribution characteristics of the material. Thermal Cycling increases the strength of the heat treated specimens to a considerable level. 750 thermal cycled Titanium (Ti-6Al-4V) alloy was found to have more strength.
Conclusion
In the Present study, Titanium alloy (Ti-6Al-4v) is heat treated for two different methods in order to get the optimum combination of ductility, machinability and structural stability by annealing and to increase the strength by solution treating. Titanium (Ti-6Al-4V) alloy is an alpha, beta alloy which is solution treated at a temperature of 950ºC to attain beta phase. This beta phase is maintained by quenching and subsequent aging to increase strength. Thermal cycling process was carried out for Ti-6Al-4V specimens for 250-1250 cycle at 450 0C and 2 minutes dwell time. Heat treated (annealed and solution treated) and thermal cycled titanium alloy specimens were subjected to compression tests for different strains (0.1 – 0.5), at constant strain rate of 1.0 s-1. Compression test was carried out at room temperature using a Universal testing machine. The flow behavior of different heat treatment and thermal cycled specimens were studied. The comparative study of the flow behavior of titanium alloy was made. The optimum Thermal Cycling was identified in the material. The following conclusions related to Flow behavior of Titanium alloy (Ti-6Al-4v) are drawn from the present study. 1) The flow stress is significantly lower at lower strain rates, whereas the work hardening rate is relatively high. Hence the flow stress is found to increase with increase in strain. 2) The flow stress of the titanium alloy increases when it is Heat treated. 3) The flow stress of the Solution treated specimen showed higher than that of Annealed specimens because Aging increases the strength and hardness. 4) The flow stress of the Thermal Cycled specimen 5) Showed higher than that of Annealed and Solution treated specimen due to work hardening 6) Thermal Cycling increases the strength of the heat treated specimens to a considerable level. 7) 750 thermal cycled Titanium (Ti-6Al-4V) alloy was found to have more strength.
References
[1] Ismail Ozdemir and Kazim Onel (2004),“Thermal Cycling Behaviour of an Extruded Aluminium Alloy/SiCpComposite”, Composites: Part B, Vol. 35,pp. 379-384. [2] Lin Y C, Ming-Song Chen and Jue Zhong(2008), “Prediction of 42CrMo SteelFlowstress at High Temperature and Strain Rate”, Mechanics ResearchCommunications, Vol. 35, No. 3,pp. 142-150. [3] Manish Dighe D, Arun Gokhale M, and Mark Horstemeyer Fandmosher D A(2000), “Effect of Strain Rate on Damage Evolution in a Cast Al-Si-Mg Base Alloy”,Metallurgical and MaterialsTransactions A, Vol. 31, pp. 1725-1731. [4] Material Properties Handbook (1994), Titanium Alloys, ASM International. [5] Nikhilesh Chawla and Krishan K Chawla (2006), “Metal Matrix Composites”,Springer Science and Business MediaInc., New York, USA. [6] Prasad Y V R K and Rao K P (2005),“Processing Maps and Rate Controlling Mechanisms of Hot Deformation of Electrolytic Tough Pitch Copper in theTemperature Range 300-950 °C”,Materials Science and Engineering A,Vol. 391, pp. 141-150. [7] Srinivasan K K and Venugopal P (2008),“Compression Testing of Ti-6A1-4V in theTemperature Range of 303- 873K”,Materials and Manufacturing Process, Vol. 23A, pp. 342-346. [8] DUAN Yuan-pei, LI Ping, XUE Ke-min, ZHANG Qing, WANG Xiao-xi. Flow behavior and microstructure evolution of TB8 alloy during hot deformation process [J]. Transactions of Nonferrous Metals Society of China, 2007, 17: 1199?1204. [9] LI Ping, DUAN Yuan-pei, XUE Ke-min, WANG Xiao- xi, GAN Guo-qiang. Microstructures and textures of TB8 titanium alloy after hot deformation [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 872?877. (in Chinese) [10] Nelson, C. E., \"System Level Reliability Thermal Cycling,\" Proceeding of the Institute of Environment Sciences, 1983. [11] U. Ramamurthy, “Assessment of load transfer characteristics of a fiber-reinforced titanium-matrix composite “. Department of Metallurgy, Indian Institute of Science, C.V. Raman Avenue, Bangalore 560 012,India [12] Materials Properties Handbook Titanium Alloys, ASM International Materials Park,OH, 1994 [13] Gerd Lutjering james C.Williams.”Engineering materials and process Titaium”, spring publications. [14] C.Leyens and M.peters “Titanium and Titanium alloys”,. [15] A.K.SINHA, power metallurgy, Dhanpat rai publications, 1998. [16] George dieter E. “mechanical metallurgy” S.I metric Fdition. Mc Graw Hill Book Company, 2001 [17] Titanium – A Technical Guide, Edited by M.J. Donachie, [18] Jr. ASM International Materials Park, OH, 1988 [19] Titanium and Titanium Alloys –Source Book ASM International Materials Park.
Copyright
Copyright © 2023 Mathi Kannaiyan, P. Balashanmugam , V. Sangeetha. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET55079
Publish Date : 2023-07-28
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online