

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and Analysis of Fixed-Segment Carrier at Carbon Thrust Bearing
Authors: P. Manikandan, P. Gokulnathan, S.Darshis Pream Kumar Simson, M. Yogesh , M. Hariprakash
DOI Link: https://doi.org/10.22214/ijraset.2023.52324
Certificate: View Certificate
Abstract
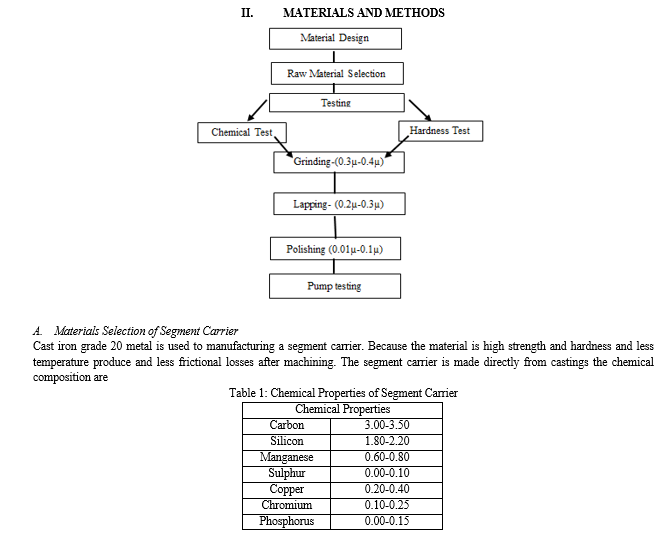
This thesis work aimed to provide a design and analysis of fixed segment carrier at carbon thrust bearing. With increased the bearing efficiency and reduced the frictional loss and wear resistance. Thrust bearings plays vital role in submersible pumps. Thrust bearings are fixed bottom of the submersible pumps so total thrust or axial load acting on the thrust collar. Thrust collar are manufacturing with resin mixed carbon and casting material and the segments are manufacturing with casting material and stainless steel material. Two types of materials combines to manufacture the segment carrier. The materials hardness and density properties are different from on materials to another material. If suddenly power cut is happen the total load acting on thrust collar. The collar under heavy load carbon surface and segment carrier surface are scratched or damaged the carbon surface. This type of damages are affecting submersible pump. Submersible pumps are fixed with maximum 900 feet under the boar well but this damages are happen we spend more money to lifting the pump from well and also time is wasted. Segment carrier segment surface and thrust pad surface in between micron level film thickness. If the loose segment carrier the loose segment will tilt under the load and vibration of pump. The thrust collar surface is scratched with thrust collar is not rotate because the thrust collar is fitted with rotating shaft with key way. In this study the segment carrier were made with same materials and the hardness of the materials is same and making process are compared to normal bearing were reduced. The segment carrier is made with stainless steel 410 material. The materials are bought a rod or using pattern with investment casting. After the materials is after completing machining process will goes to hardening and materials surface will go to grinding process. The segment surfaces are grinded and achieve the required surface finish. The surface finish techniques are available no of methods. Triondur coating system is more effective than other process. The grinded segment carrier surfaces are goes to next process of lapping. Here the surface is lapped and get required level of surface roughness. In this process the surface roughness is get required level. Because the lapping coating ratio is high the material removal and surface roughness is get more level like 0.2 micron. The diamond powder coating using 100 CRT is lapping process to achieve the required surface finish. The main purpose of the study is to reduce the bearing damages and frictional loss and wear loss and pump damages. And increase the pump life and reduce the raw materials usage.
Introduction
I. INTRODUCTION
Submergible pumps are using various fields like ground water lifting, oil lubrication fields, etc. The modern trends pumps are available in no of verity. But the concept of lifting liquid is all are same. In the agriculture fields the pumps lifts the water 900 feet or more. The major problem arise the pump coil windings is damaged but the main reason is thrust bearing is damaged. Because the thrust bearing is fitted bottom element of the pumps so maximum thrust load acting on the thrust plate. The thrust plate is fixed with rotating shaft with keyway joint at the thrust load suddenly acting the thrust plate carbon was damage. So damaged thrust plate does not working but the shaft rotate electrical power so the pump coil winding heat produced and damaged. Thrust bearings are classified majorly two types one is loose segment with segment carrier and another one is fixed segment with segment carrier. The major problems arise with loose segment with segment carrier because the loose segments are fitted with segment carrier. The loose segment have two legs and segment carrier is drilled with actual size of loose segment and as per PCD. The segment and segment carrier was fitted and fixed with bottom of pump after the thrust plate fixed with pump shaft on segment surfaces. At the time of pump running suddenly power loss happen the total thrust load is acting on the thrust plate so some vibration create the bottom of pump. That vibration create unequal position of loose segments. So the film layer thickness of the segment surfaces and thrust plate was changes so unequal flatness is created between the segments and thrust plate. So the thrust plate rotate with different layer of film thickness so the thrust plate carbon was weared with high friction. Sometimes carbon damages due to 2 thrust load.
Compared to loose segment carrier fixed segment with segment carrier was good because the segments are fixed so there is no film thickness difference between segment and segment carrier. The fixed segment carrier is made with two type of material joint segments are manufacture with SS material and segment carrier are manufacture with Grade cast iron material so two materials are completed with its operation and fixed there is lot of time was taken and cost also increased due to lack of raw materials. The machining operation complete the fixed segment carrier complete the three stages. The first stage is grinding on segment surface. The second stage is lapping on grinded surface of segments. The third stage is polish the lapped surface for good look and high surface finish. The all the three stages are specified some constrained that are surface rough ness is increases smooth. The grinding process the material remove high level of good surface finish. After the lapping process diamond powder mixed with mineral water coating is increase lapping surface. After the polishing the surface finish is highly good compared to above two stages. The common surface roughness is the grinding stages is 0.1µ to 0.4µ and the lapping stages 0.1µ to 0.2µ and the polishing stage below 0.05µ. The fixed segment carrier is different material combination so the properties of materials is changed. The SS material hardness different with GCI material and density of the materials also varied. But same material of fixed segment carrier the materials was same hardness and same density so the materials property does not changed. And the bearing life is increased and reused so easily avoid the problems of the submergible pump.
IV. SUMMARY
Fluids tend to stick to most surfaces due to viscosity, and in the case of Kingsbury type thrust bearing, we rely on the fluid sticking to the surface on the rotating thrust disc. This fluid is then dragged between the thrust bearing disc and the face of the pivot shoe by centrifugal force, and forms a wedge shaped film. This wedge shaped film is essential for the successful operation of the thrust bearing. When the bearing is operating correctly there is no contact between the disc and the face of the pivot shoe. The only time there is contact is when the motor is stopping or starting. This means there should be only negligible wear between the faces – and no wear while the motor is operating.
The carbon thrust disc and the face of the pivot shoe by a combination of rotational drag and centrifugal force. The pivot point should be spherical which allows the shoes to rotate or pivot so that the fluid can form a wedge. The shoes need to be loosely constrained while still free to pivot.
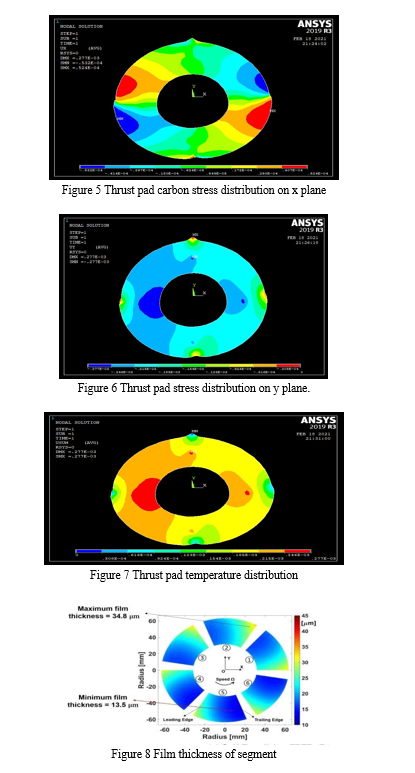
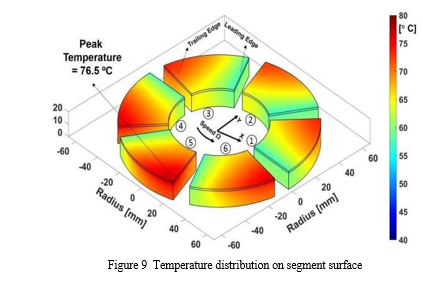
The carbon thrust bearing drags the fluid around in a circular direction, but this fluid also experiences a centrifugal force, which is pulling the fluid towards the circumference of the bearing. The combination of these 2 forces means that the fluid is circulating and going outwards at the same time and it has been found that the peak pressure point is somewhere beyond the center in the direction of rotation. Quite often this is assumed to be on the face of the pivot shoe approximately 75% across the face of the pivot shoe and 75% out towards the circumference. This is known as the 75/75 Rule in Thrust Bearing design and is where the bearing has peak loading, minimum film thickness, and high temperatures. If the thrust bearing only operates in one direction it is common to offset the pivot point so it is nearer to the 75/75 point.
Hydrodynamic thrust bearings commonly have 6 pivot shoes because of the difficulty of ensuring that all the shoes share the load evenly. More shoes increase the likelihood of uneven loading because of variations in dimensions due to mechanical tolerances. The thrust-bearing disc transmits the axial thrust load from the rotating shaft (rotor) through the fluid film to the stationary pivot shoes. A typical film thickness under rated thrust load can be 0.03 mm for a high performance thrust bearing.
Conclusion
This study succeeds to reach the minimum standard of surface finish of the segment carrier and segments. And the load carrying capacity of thrust bearing in 1000 kgf to 1500 kgf and compare to regular bearing the surface of the thrust bearing. And practically tested with test rig with different kinds of load with continually. So the breaking point of the thrust collar carbon life is increased. And thrust collar is tested with test rig with 16 hrs with 4 cycles and result obtained and the thrust bearing crashed with above 16 hrs. After the test the thrust collar is attained low level of damages. The main purposes of this study is to build the experimental prototype of an fixed segment carrier at carbon thrust bearing device that give 5 % efficiency on regular bearing.
References
[1] Atsuo Okaichi, Hiroshi Hasegawa, and Fumitoshi Nishiwaki., (2004), “A Study on Lubrication Characteristics of Journal and Thrust Bearings in Scroll Compressors”. International Compressor Engineering Conference. Paper 1686. [2] Andrea Deaconescu and Tudor Deaconescu., (2014), “Improving the Quality of Surfaces Finished by Lapping by Robust Parameter Design”. Journal of Economics, Business and Management, Vol. 2, No. 1. [3] Devanand.S.S, R.Harini, Z.Wasim Rahman. (2016), “Experimental investigation on strength of automatic and manual bonding using oven and natural curing in carbon thrust bearing”. International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 03 Issue: 07 | July-2016 www.irjet.net p-ISSN: 2395-0072. [4] Micha? Wasilczuk, Micha? Wodtke, and Wolfgang Braun. (2013), “Tilting pad thrust bearing with novel material selection – experimental comparison of low and medium speed operation”. World Tribology Congress 2013 Torino, Italy, September 8 – 13, 2013. [5] Micha? Wasilczuk. (2015), “Friction and Lubrication of Large Tilting-Pad Thrust Bearings”. Lubricants 2015, 3, 164-180; doi: 10.3390/lubricants3020164. [6] Mallik K.S.K and Ramana K.V. (2019), “Nano Coat as an Effective Replacement for Bearing Liner”. International Journal of Recent Technology and Engineering (IJRTE) ISSN: 2277-3878,Volume-8 Issue-2. [7] Pankaj Pujari, Chetan Arote, Tushar Kale and Kiran Kawale. (2019), “Design and Development of Valve Lapping Machine”. International Journal of Engineering Research & Technology (IJERT), ISSN: 22780181, Vol. 8 Issue 06. [8] Schaeffler technology private limited (2016), “Triondur Coating Systems For surfaces subjected to high tribomechanical stresses”. [9] Viorel Cohal. (2009), “Advanced Researches Concerning Lapping Process” (2009). International Journal of Modern Manufacturing Technologies ISSN 2067–3604, Vol. I, No. 1 / 2009. [10] Wang.C.Y, W.S. Luo, C.H. He, and Y.X. Song. (2011), “Study on Machining Process of Lapping for BK7 Glass”. Key Engineering Materials Vol. 487 (2011) pp 257-262. [11] Wang. P, Zhang. J, Spikes1, Reddyhoff1 and A. S. Holmes. (2016), “Development of hydrodynamic micro-bearings”. Journal of Physics: Conference Series 773 (2016) 012020. [12] Zhifeng Liu, Yumo Wang, Ligang Cai1, Yongsheng Zhao, Qiang Cheng and Xiangmin Dong. (2017), “A review of hydrostatic bearing system: Researches and applications”. Advances in Mechanical Engineering 2017, Vol. 9(10) 1–27.
Copyright
Copyright © 2023 P. Manikandan, P. Gokulnathan, S.Darshis Pream Kumar Simson, M. Yogesh , M. Hariprakash. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET52324
Publish Date : 2023-05-16
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online