

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and CFD Application Value Series from Raw Natural Gas Processing to Automated Utilization Need
Authors: Engr. Nnadikwe Johnson, Ikputu Woyengikuro Hilary, Okiki Esther E, Ibe Raymond Obinna
DOI Link: https://doi.org/10.22214/ijraset.2022.41029
Certificate: View Certificate
Abstract
Fluid flow systems are common in the energy value chain and are typically complex. To assure the system\'s performance, understanding and control are essential. Computational fluid dynamics (CFD) is a one-of-a-kind tool that predicts fluid flow events using numerical methods. It allows you to study fluid flow patterns and access non-measurable variables. Because of the rapid advancement of computer science, CFD can currently be used to handle the bulk of industrial operations that require fluid flows. The application\'s scope is extensive, and the problems it can solve are diverse, spanning from process design validation and optimization to operating condition management and troubleshooting. A few experiments done by Imo State University Petroleum and Gas Lab on upstream natural gas treatment systems to downstream industrial end-use for combined heat and power plants and petrochemical furnaces will demonstrate the application of CFD in troubleshooting.
Introduction
I. INTRODUCTION
The study of flow dynamics is possible with computational fluid dynamics (CFD). When you create a CFD model for a device, system, or fluid process, you gain access to a wealth of data that would otherwise be unavailable in the real world. Changes in operating circumstances or design can be investigated without endangering the machine. If the modeling is correct, the software will generate a prediction of fluid dynamics and related physical phenomena. Granular flow, extremely turbulent flow, complicated chemistry, moving bodies, fluid structure interaction, and other complex physical phenomena can be addressed with comprehensive understanding.
The fundamental 'risk' of CFD is that it can produce a result under any circumstances. The basic objective of the engineer is to perceive the flow dynamics in order to choose the optimum approach and sub models. Every step of the way, the engineer must question his own simulation results.
It is now possible to handle very large simulations with complex physics, such as a gas platform, an industrial furnace, and plant ventilation, thanks to advances in modeling, software, and computational infrastructure.
There are three basic reasons why CFD is used:
- Insight: It is tremendously useful to use CFD to design a fluid flow system prior to producing a prototype. Many occurrences that would not be apparent using any other way can be noticed with CFD. CFD allows for a more in-depth analysis of the design.
- Foresight: CFD is a tool that may be used to swiftly answer a variety of "what if?" questions concerning what will happen to fluids under various conditions. It allows for the rapid prediction of design performance and the testing of multiple adjustments until an optimal outcome is achieved. Before physical prototyping and testing, all of this can be achieved.
- Troubleshooting: It is, in our opinion, a very effective and little-known use of CFD. CFD enables rapid access to the invisibles in real-time operation when a fluid-based system fails to work properly. Root causes of dysfunction can be uncovered and restorative procedures can be validated with minimal operational risk.
II. CFD APPLICATIONS ALONG THE ENERGY VALUE CHAIN
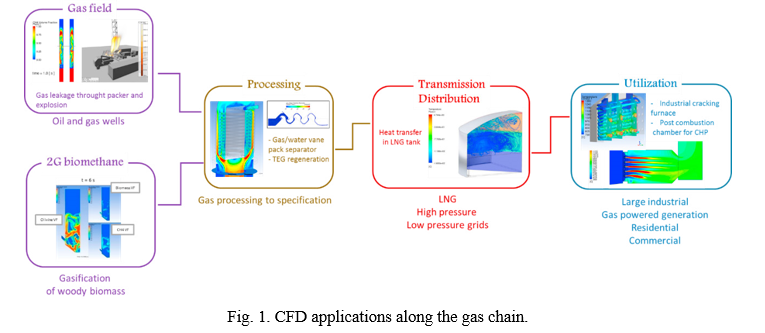
This advanced prediction tool may be applied across the oil and gas industry's full energy value chain (Fig. 1), from drilling to production and processing. A few examples include pressure contours on the stator and rotor in a downhole turbine, the design and performance of a downhole steam generator, mud flow behavior for optimum cuttings removal in a drill, and contour gas volume fraction in a gas liquid separator.
In the second generation of bio-methane synthesis, fluidized bed reactors are used. Granular multiphase flows are complicated, pyrolysis chemistry is critical, and char content for a wide variety of incoming biomass must be studied (size and humidity). IMO STATE UNIVERSITY PETROLEUM AND GAS Lab used CFD to optimize the placement and angle of steam injection at the bottom of a gasification reactor.
Finally, combustion heating is a significant energy use. CFD can currently handle every combustion regime and heat transfer type because to advances in turbulent combustion modeling (radiative and convective). This is exhibited in the petrochemical furnace and duct burner of a combined heat and power plant. The operation of these two industrial thermoprocessing devices is problematic. CFD was used to solve these problems in a matter of weeks.
III. CFD APPLICATION IN NATURAL GAS PROCESSING
A. Vertical Gas/Liquid Separator
Physical separation is used in gas processing equipment for separation, scrubbing, and cleaning to meet local gas specifications. It has an influence on downstream equipment when that equipment is not properly constructed or used outside of its operating range.
A vertical natural gas/water separator, also known as a vane pack demister, is used to remove liquid particles from gas streams. Because the separation effectiveness of this separator in one of Imo State University Petroleum and Gas's gas storage plants was poor, the Imo State University Petroleum and Gas Lab CFD team was called in to investigate.
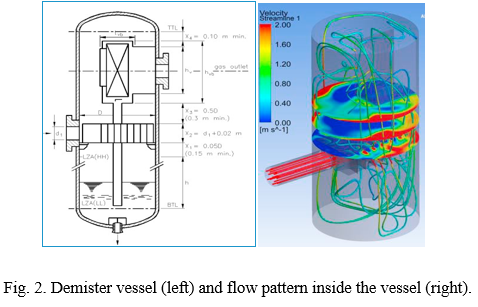
The experiment concentrated on two separator components: gravity separation in the vessel and inertial separation by the vane pack. For water droplet diameters ranging from 10 m to 500 m, the results show that the vane pack is the principal source of poor separation performance.
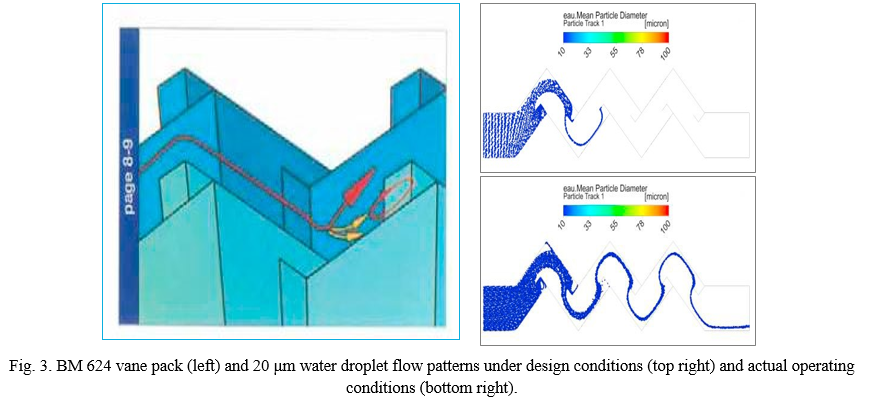
Under design conditions, the system was found to be functional (Fig. 3 top right). The separation efficiency of water droplets larger than 10 m is greater than 99.9%. With each direction shift in the vane pack, water droplets hit the walls, split from the gas stream, and flowed to the bottom of the tank.
The separation efficiency was estimated under real-world working conditions with lower gas flow rates and found to be around 60%. Water droplets have no kinetic energy because the gas flow is so slow (Fig. 3 bottom right). They follow the flow of the gas and avoid colliding with the vane pack surfaces. As a result, the device produces little droplets of natural gas. Damage to compressors and other downstream equipment was extremely bad.
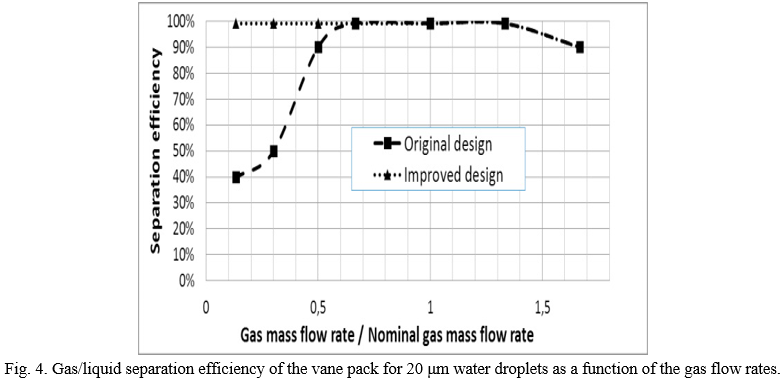
Based on these findings, patentable design changes to increase the system's flexibility were proposed. New simulations were run to predict the increase in separation efficiency across the entire range of gas flow rates. As shown in Fig. 4, the new design retains high separation efficiency even at very low gas flow rates.
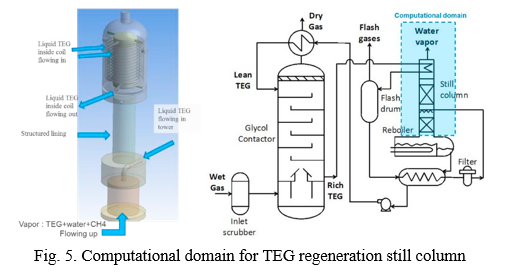
B. Triethylene Glycol Regenerator in Natural Gas Dehydration Unit
A second example in the field of gas processing is the triethylene glycol (TEG) regenerator in a natural gas dehydration plant. TEG is a dry natural gas extraction method. TEG must be regenerated (dried) in a regeneration tower after natural gas dehydration, as shown in Fig. 5. TEG regeneration efficiency is a significant global process performance metric since it impacts not only natural gas humidity but also the reboiler burners' operation. The IMO STATE UNIVERSITY PETROLEUM AND GAS CFD team investigated the flow fields inside the TEG regeneration tower. The goal was to figure out what was causing TEG to leak, resulting in TEG losses, burner failures, and inefficient natural gas dehydration.
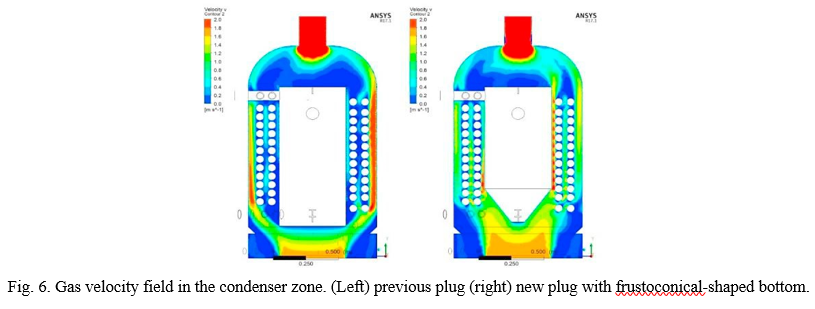
It was determined that high velocity was encountered near the central plug after simulating the existing circumstance. Limited heat transmission between the gas mixture moving up and the liquid TEG inside the coils, entrainment of TEG liquid droplets, and a high temperature at the top of the tower were the three main results.
After discovering that the problem was caused by a non-homogeneous velocity field, a new central plug design was created, evaluated using CFD, and put into place. The highest velocity is reduced by a factor of two, while heat transfer is increased by 50%, thanks to this novel plug with a frustoconical-shaped bottom. The dehydration unit is now up and running.
IV. CFD APPLICATION IN INDUSTRIAL PLANTS
A. Combined Heat and Power plant
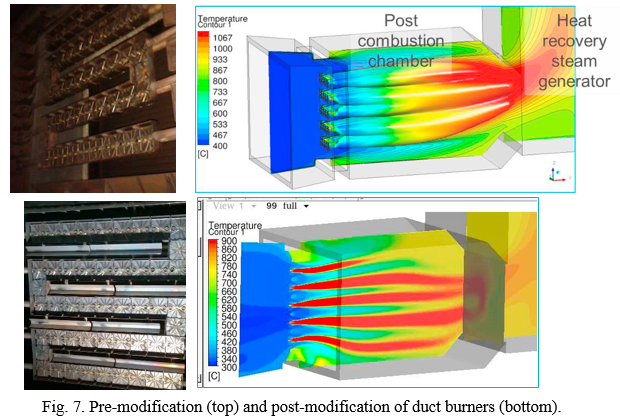
The heat recovery steam generator (HRSG) of an IMO STATE UNIVERSITY PETROLEUM AND GAS-supplied 5 MW combined heat and power plant was not working properly due to an overheating problem. The burners were regularly switched off, and there were numerous warnings. The IMO STATE UNIVERSITY PETROLEUM AND GAS Lab CFD team was invited in to help the operations team figure out what was causing the breakdown. During the simulation of the afterburner system, several issues were detected, including poor combustion performance, a long flame length, and a high temperature at the HRSG inlet. Insufficient mixing of fuel and turbine exhaust gas causes these problems.
As shown in Fig. 7, deflectors placed between the burner's rods were proposed and implemented as a solution to increase reactant mixing. As a result of the lack of CO in the flue gas, combustion efficiency improved significantly, flame length was reduced, and the temperature at the HRSG's entrance was reduced from 1200°C to 920°C.
B. Petrochemical Cracking Furnace
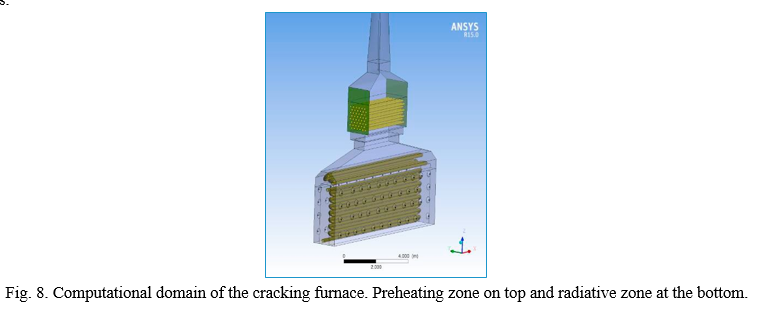
In the petrochemical industry, cracking furnaces are commonly used to create ethylene, hydrogen, vinyl chloride, and other compounds. These are crucial processes that consume a lot of energy, have an impact on the entire downstream production chain, and cost a lot of money to run. The preheating zone, where the fluid flow is pre-heated by convective heat transfer, and the radiative zone, where the chemical reaction takes place, are the two sections of a cracking furnace (see Fig. 8). In a cracking furnace, a mixture of gas and liquid pours through tubes. Natural gas combustion heats the coils, allowing chemical reactions to occur. The important performance parameters are maximum production rate, thermal efficiency, and availability between two maintenance shutdowns.
In this scenario, the fluid is a mixture of natural gas and sulfur that flows from top to bottom (liquid at the entrance, then vaporized alongside the preheating coil) (countercurrent situation). Natural gas is used as a heating source as well as a fuel supply for the 84 burners (9 MW thermal input). Every three months, the furnace must be turned off to clean the tubes and replace those that have become severely corroded owing to blockage inside the coil.
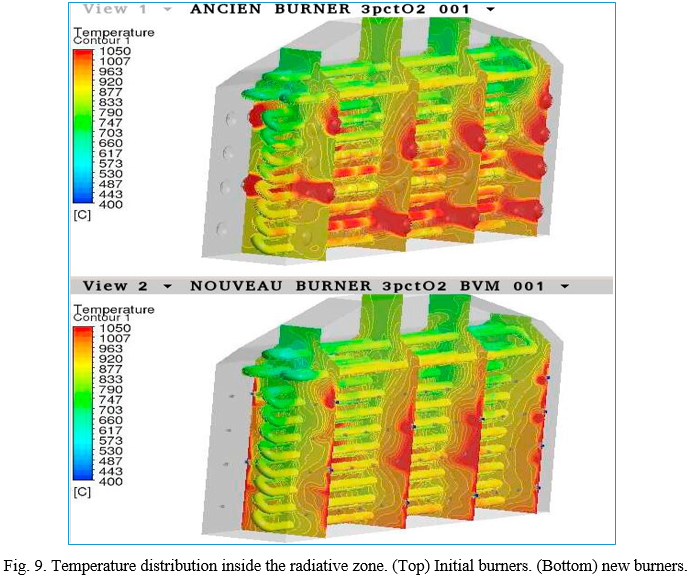
An initial simulation of the current situation reveals inefficient burner functioning. Hot flue gases are produced when the burner side walls blaze at a quick rate, impacting the tubes (red zones in Fig.9 top). The principal cause of corrosion and the creation of solid particles within the coil is hot spots.
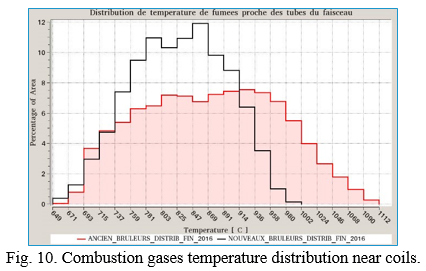
A new burner design was proposed, as well as a new thermal input distribution (gas pressure and injector diameter for each of the 84 burners). Flat flames are produced by the new burners, which heat the brick walls and radiate heat to the tubes. The temperature of the tubes has reduced substantially, from 1 110 °C to 980 °C, due to the lack of direct heating by flames (Fig. 9 bottom and Fig. 10).
Additionally, radiant heat transfer improves thermal efficiency, and some adjustments inside the preheating part resulted in significant energy savings. The production rate rose by 10% with all of the proposed changes while utilizing the same amount of gas.
V. ACKNOWLEDGEMENT
The authors would like to acknowledge the centre for energy resources and refining technology at Imo State University, Owerri, Nigeria for their technical support, especially providing access to their own software application.
Conclusion
The CFD methodology is a tried-and-true approach to building fluid processing systems. This tool has shown to be quite valuable for debugging from an operational aspect. Even well-designed equipment may face major operational issues such as poor efficiency and availability, material failure, and so on when fluid flows (heat transfer, particle transport and dispersion, chemistry) are not managed effectively. The massive amount of data collected by CFD will aid operators in determining the core causes of problems and validating improvements to correct them. Here are a few instances, however the scope of application is much broader: Oil and gas production, gasification, gas turbine power generation, HVAC, wind turbines, industrial furnaces and boilers are all areas where the CFD team at Imo State University Petroleum and Gas Lab has experience.
Copyright
Copyright © 2022 Engr. Nnadikwe Johnson, Ikputu Woyengikuro Hilary, Okiki Esther E, Ibe Raymond Obinna. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Download Paper
Paper Id : IJRASET41029
Publish Date : 2022-03-27
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online