

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and Development of IIoT Dashboard for Overall Equipment Effectiveness Monitoring of CNC Machine Tools
Authors: Shreyas S, Dr. B M Rajaprakash
DOI Link: https://doi.org/10.22214/ijraset.2021.39578
Certificate: View Certificate
Abstract
Smart Manufacturing systems are regarded as the fourth revolution in the manufacturing industry, which is shaped by widespread deployment of sensors and Internet of Things. The present work constitutes of ‘Development of Industrial Internet of Things (IIoT) Dashboard for ‘Overall Equipment Effectiveness’ (OEE) Monitoring of CNC Machine Tools’ for a legacy CNC machine which is converted to smart machine. Data fetched from the CNC controllers through OPCUA is sent to the connected cloud database which will be imported into PowerBI desktop and the data has been classified and processed according to the requirement to develop a data modelling architecture of OEE, the Working status of the machine is visualized by Creating Monitoring and Performance charts and graphs of different design in Microsoft PowerBI Desktop. The Advanced visualizations constitutes od various features along with different analysing capabilities that results is creating reports which enumerates the state of OEE as a Key Performance Indicator (KPI). As Microsoft Power BI pertains a set of pre-established steps for data processing, the situation designated may constitute a limitation to automatic data refresh, leading to a do-over to verify, the specific interval of time, the conformity of data so they can be imported into the system.
Introduction
I. INTRODUCTION
Digital technologies are the most powerful allies in implementation of IIoT, as they can help them increase automation, reduce errors, enhance their proactivity, streamline their business operations, improve their processes knowledge intensive, reduce costs, increase their smartness and overall do more with less. Moreover, the technology acceleration trends offer them with a host of opportunities for innovating in their processes and changing their operations in a way that results not only in marginal productivity improvements, but also in a disruptive paradigm shift in their operations. The term “industry 4.0” refers to the Fourth Industrial Revolution. The application of information technology to all supply chain activities is breaking the existing traditional path and proclaiming the start of new industrial age and many calls it the Fourth Industrial Revolution. In 2011, the expression “Industry 4.0” was coined in Germany with regard to the digital transformation in the manufacturing industry. This new industrial hypothesis is based on individualized production, horizontal integration in collaborative networks, and integration of the supply chain [1].
The “official” beginning of what is called ‘Fourth industrial revolution’, which is built on the deployment and use of ‘Cyber-Physical Systems’ (CPS) in industrial plants as means of boosting the digitization, automation, and intelligence of industrial processes. CPS systems enable the connection between the physical world of machines, industrial automation devices and ‘Operational Technology’ (OT), with the world of computers, cloud data technologies and ‘Information Technology’ (IT). Industry 4.0 advocates the seamless connection of machines and physical devices with the IT infrastructure, as means of completely digitizing industrial processes.
Industrial organizations nowadays are employing preventive maintenance to avoid the consequences of unplanned downtime and unscheduled maintenance. That’s the reason to replace tools and parts, at regular intervals before their estimated End of Life (EoL). Even though preventive maintenance techniques are effective than reactive maintenance, they are still far from delivering best possible Overall Equipment Efficiency (OEE), as they tend to perform maintenance earlier than required. as a means of optimizing OEE, minimizing unscheduled downtimes and scheduling maintenance and repairs at the best point in time [2].
A. Business Intelligence in Industry 4.0
Business intelligence (BI) is a broad concept including the collection, integration, analysis, and visualization of organizational data to support and improve the decision-making process. The phases of a BI initiative constitute of several phases. First, data is collected. Then, it is ‘Extracted, Processed, and Loaded’ (ETL) into the multidimensional database, usually a Data Warehouse, where it can be analysed and presented. Data presentation includes reports and interactive data discovery, alerts and operational graphical user interface or dashboards.
These phases rely on a technical architecture, often including a data warehouse. On the other end, the technological improvements and new Cyber-Physical Systems offer new BI capabilities, such as forecasting and adaptive indicators which were not previously measurable. They can also facilitate and reduce the cost of real-time operational dashboards, a technology previously available but complex and cost prohibitive [3].
B. Microsoft PowerBI
One of the most widely used BI tools on the market is Microsoft Power BI. This tool allows data unification from many sources and the creation of interactive and immersive dashboards and reports that provide actionable insights on business results. It is expected that the information available in these reports can assist decision-making processes, as well as improving the processes of sharing and communicating it among all authorized members of an organization. It is expected that users will not only be able to consult the information provided by the Power BI reports, but also to be able to create additional reports (from the data sets that have already been processed and published in the Power BI Service) that better respond to the specific and individual needs of their role in the company. This way, it is possible to keep information standardization, as all employees are using the same data sources that are available in the Power BI Service [4].
C. Data Analytics using PowerBI
Power BI brings the advanced data analytics to allow users to create Analytical models from their data, enabling organizations to make data-based decisions across all aspects of their business. Using Azure Machine Learning Studio, users can quickly create data models by dragging, dropping, and connecting data modules. Power BI then allows users to visualize the results of their machine learning algorithm [5]. ‘Forecasting’ in Power View utilizes built-in ‘Linear regression’ models using exponential smoothing to automatically detect seasonality in the data to provide forecast results from a series of data thus giving the forecasted result of future developments by analysing the historical data of the Machine. User can select the range of forecasted results by selecting the ‘forecasting length’ and ‘seasonality’ [6].
D. Overall Equipment Effectiveness (OEE)
The overall equipment effectiveness indicates how good the equipment is being used. OEE has emerged as the target KPI for most manufacturing industries because it considers three key indicators:
- Availability: Percentage of time that an equipment can operate.
- Quality: Percentage of good, produced parts.
- Performance: Percentage of maximum operation speed used [7].
Overall Equipment Effectiveness can be calculated as follows:
OEE = Availability * Quality*Performance
E. Process Monitoring
Process monitoring is not intended to be automatic feed control. It is useful for quantifying the unusual operation in live condition. The intention of process monitoring is to find any unusual or infrequent error in the process and to make adjustment for the above problem manually or create an automatic response to above problem. Automatic feed control is applied continuously by computer system to make a short-term temporary change to system and make it the desired output. The process monitoring is often called ‘Statistical Process Control’ (SPC) [8]. Monitoring charts also known as control chart are used to detect and show the unusual or infrequent error in the process. It will display one property which will measure the machining process and show in against time chart or in sequence order. From live data, any changes or abnormality can be detected by the graph obtained through monitoring charts [9]. In research paper based on work done by Wang. L. Giao, R., & Ragai, I. (2014, June), proposed a Cyber-Physical System where the machine can be controlled and accessed through remotely including the CNC machine and robots. This is achieved using concept of data flow in CPS through sensor data, 3D models and camera in real time. It includes process monitoring, machining, and assembly in decentralized environment. For its implementation, process have been divided into factory network, internet, and web service (client). Most of work is done in Internet section, where all data have been collected and analysed and made a logic for different operation output from sensors [10].
In the research paper titled ‘Decision Support System for the Industry 4.0 Environment: Design and Development of a Business Intelligence Tool’ published by Rodrigo Marques, Ana Moura, Leonor Teixeira, there emerged a case study with the objective of consolidating a set of supply chain indicators into a system that allows improving the management and transmission of information and, consequently, improving the decision-making process. For this purpose, they created a Business Intelligence platform using Microsoft Power BI, whose development process and achieved results are described in the paper. By implementing the developed system based on Power BI, it was possible to integrate an extended set of indicators from Super Bock Group's supply chain into a single central repository or database. Based on the Super Bock group’s supply chain database the authors developed a multi-page layout of dashboard using PowerBI tool and can develop a report from the developed BI tool that indicated the variation in the Key Performance indicators (KPI). This multi-page layout is intended to provide a tree of indicators that contains only the most relevant and necessary metrics from the group management point of view. This allows users to have an immediate perception of what points require special attention The research paper concludes that, by considering that Power BI enabled the creation of reports that contain the main KPIs of the entire group, the supply chain system has improved the quality and speed of decision-making. This is because the knowledge of the organization's historical and status contributes strongly to projecting its future [4].
Fisnik Doko, Igor Miskovski the authors of the conference paper titled ‘Advanced analytics of Big Data using Power BI: Credit Registry Use Case’ utilized Microsoft PowerBI and its Predictive analytics for Analysing and visualizing large volumes of data in financial services their work aims to provide use case of effective implementation of Power BI tools in banking, more specifically in Credit Registry database, using the methodology of Big Data analytics and the features of Power BI tool. The prediction is integrated in Power BI and uses linear regression, which can be additionally configured [11].
There is scarcely few information regarding usage of Microsoft PowerBI in advanced analytics in the fields of Manufacturing Industrial sectors. As the PowerBI can collect and organize the data without the hinderance of the source producing it and size of the data produced the BI tool can accept the data in any format and from most of the cloud sources maintained by all the global Industrial sectors, such a possibility encompasses the efficiency of implementation of PowerBI into Manufacturing industries.
II. METHODOLOGY AND EXPERIMENTAL WORK
A. Implementation of data into PowerBI for design and development of IIoT dashboard for Overall Equipment Effectiveness monitoring of CNC machine tools
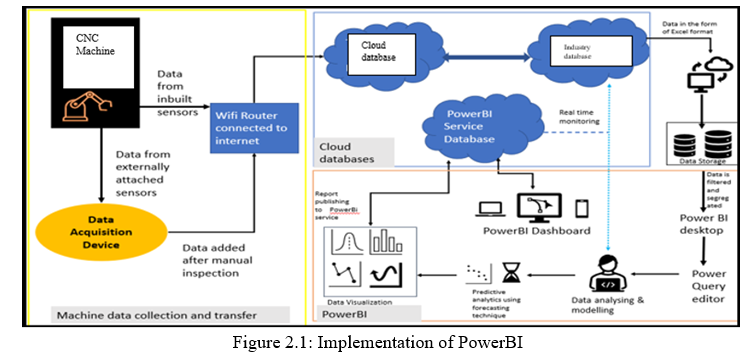
Microsoft Power BI tool comprises of two main elements - the Power BI Desktop, the Power BI Service(website), which collaborate to allow the creation, visualization, interaction and sharing of data across various types of devices. The Power BI Desktop imports and processes various data sources to create reports that are later published on the Power BI Service. This is a cloud service that permits the storage, visualization, sharing and creation of new data visualizations from the reports already published. Finally, Power BI Mobile allows users to gain access to and interact with the reports on their mobile devices. The overall process is illustrated in Fig 2.1 («Microsoft Power BI Guided Learning», 2020).
Considering that the objective of this work is the creation of a BI system that allows the uniformization of different data files to enable their treatment and subsequent information production (KPIs) to support the decision-making process, the focus of this section is:
- Data preparation: Data files import and data classification.
- Data modelling: Establishing connections between data tables and creating calculated measure.
- Data visualization creation (i.e., data reports)
- Data reports validation
B. OEE Monitoring Module
- Data Acquisition: Data acquisition for OEE Module can be accessed by data fetched from the CNC controller through OPCUA which gives the required information about machine Power ON time, Working time, Part program, and monitoring ‘Effective work time’ (availability). Typically, to measure machine’s operating time, compared to its planned production time (planned production time is equal to scheduled work shifts minus planned stops) this approach offers a good insight into the utilization rate of the equipment and stop reasons, e.g., losses during loading, unloading, transporting material, cleaning, technical stops, breaks, organizational issues.the user can also track when the machine’s working status by connecting the system to any electrical circuit that can give the time in which the machine is drawing more power and that leads to working time and low current flow indicates idle time of machine (break time and losses) that has current going through during the processing cycle.
- Data Classification and data Processing for OEE Monitoring Module: The numerous data obtained from data acquisition system the data is classified based on the results obtained from the following Experimental calculations of different components of OEE
The overall equipment effectiveness can be calculated as follows:
OEE = AVAILABILITY * PERFORMANCE * QUALITY RATE
a. Availability: Availability is the ratio of Operating Time to Planned Production time. It denotes the percentage of schedule time that the machine is available to operate. It considers Down Time Losses.
Availability = (available time – unplanned downtime) / (available time)
Availability time = Total Available time – Planned downtime
Planned downtime: excess capacity, planned breaks, planned maintenance, communication break, and team meetings.
Unplanned downtime: breakdowns, setup and adjustment, late material delivery, operator availability.
b. Performance: Performance is calculated using the following equation
Performance = (Total Production parts / Operating time) / Idle run rate
Operating time = Available time – Unplanned downtime
Idle run rate = number of parts per minute
c. Quality Rate: Quality rate is calculated using the following equation:
Quality rate = (Total Produced parts – Defective parts) / (Total Produced parts)
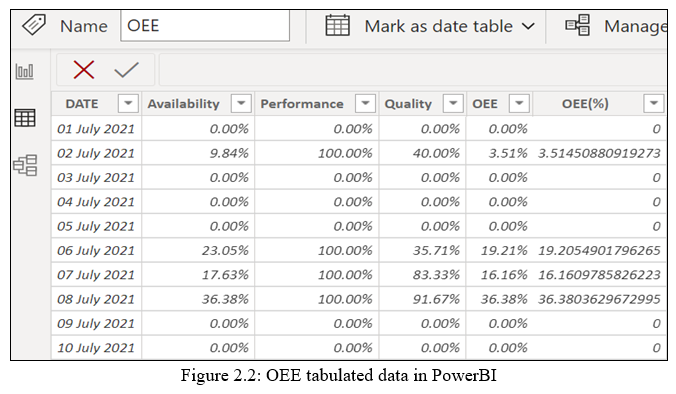
The data table view in PowerBI of processed data of OEE and its components can be seen in Fig 2.2
3. Implementation of Data Analytics using PowerBI: After classification and processing data in PowerBI data analytics is applied and using ‘Forecasting’ feature of PowerBI and the resulting values forecasted and the path that OEE is going to trace can be visualized in a line graph as seen in Fig 2.3.
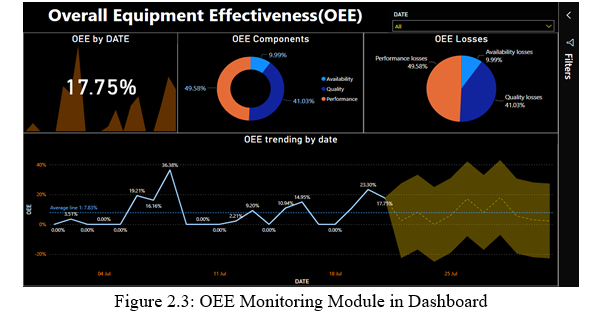
4. Development of OEE Monitoring Module in Dashboard Showing Results from Analysis: OEE Module is developed in dashboard using PowerBI based on data Acquired and data processed. The Module consists of OEE components that are discussed in previous section and OEE losses along with a line graph displaying the data analytical results. This can be seen in Fig 2.3.
III. RESULTS AND DISCUSSION
A. Development of IIoT Dashboard for Monitoring OEE Monitoring of CNC Machine Tools
Dashboard has been developed using PowerBI and historical data of ‘Typical CNC machining centre’ and the Fig 3.1 illustrates the process.
1. Data Acquisition: The data is collected CNC controllers through OPCUA. Data collected from the Cloud database constitutes of 21 days of working and production data of ‘Typical Machining center’ and data collected is in Excel (.csv or .xlsx) format. The dumped data from cloud platforms is often called ‘raw data’ which is imported into PowerBI desktop.
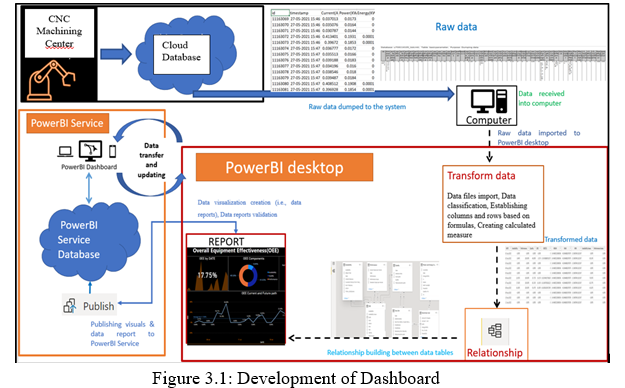
2. Data Processing and Modelling: The data has been classified and processed using ‘Query Editor’ as per the requirement to develop a data modelling architecture, all this process until data classification and processing is done in ‘Transform Data’ section in ‘Query Editor’ of PowerBI desktop. After Processing the data Relationship has been developed in a manner such that all the data are linked with a certain chain of relations that helps to analyze the effect of one on another.
3. Implementation of Data Analytics: After the relationship has been built the next step taken is implementation of ‘Advanced analytics’ to the processed data. One such improvement is based on ‘Linear Regression’ model that’s inbuilt into a special feature in PowerBI called ‘Forecasting’ in advanced analytics section of the visualization part of Power BI, Forecasting analyzes the data and relationships between the different data imported into PowerBI and forecasts the results of future developments that may help the user understand the path within which machine is proceeding, the forecasted results increases the capability of implementing maintenance that can improve current state of Machine. The Working status of the machine is visualized by Creating Monitoring and Performance charts and graphs of different design in Microsoft PowerBI Desktop. The Advanced visualizations constitutes of various features along with different analyzing capabilities that results is creating reports which enumerates the state of OEE as a Key Performance Indicator (KPI) in the Dashboard that is being developed.
4. Development of Dashboard with visual Analytics: After creating the visualizations in PowerBI desktop it is then ‘Published’ into PowerBI service to create a dashboard with the modelized data and reformed Visual analytics. After publishing the user who created the workspace can give permissions to the persons who can alter the data in the dashboard and this is limited to confidential users whereas in general the dashboard can be shared with anyone by the organization members that are part of the workspace also but, they cannot mess with the data as there will be no option provided to them and a person who is restricted to only use dashboard can see the visualizations and create a reports out of available information on the screen.
B. The Components of Dashboard
Machine Monitoring modules are created in PowerBI Desktop application and hosted on the PowerBI Service webserver where reports can be generated and shared. According to the specification, Dashboard have been built to categorize and analyse the whole data and highlight the KPI of each module. Mainly, there are ‘three web pages/tabs’ developed in the dashboard with areas called ‘Tiles’ that consists of the graphs and analytics visualizations. The three web pages/tabs(components) of dashboard are named as follows:
- Availability and Performance Module.
- Quality Monitoring Module.
- Overall Equipment Effectiveness (OEE) Module.
Each Tab/Pages in dashboard contains sections called ’tiles’ that contains visual information’s and analysers inbuilt into those tiles which shows the Equipment’s status in different views.
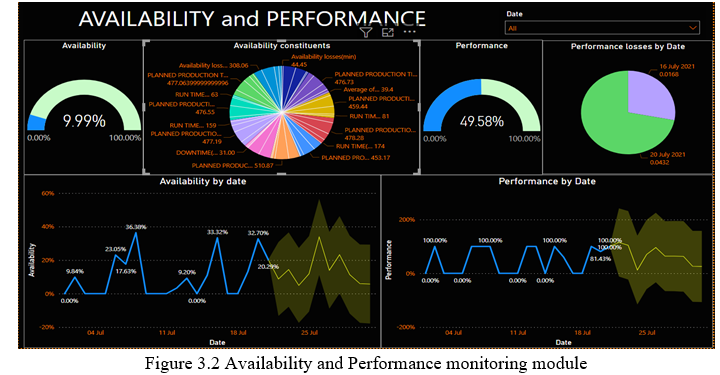
- Availability and Performance Monitoring Module: This tab page contains multiple tab content (Tiles) that signifies the Availability and Performance data collected along with Filters section and a slicer with select date option, the overview of the page is as shown in Fig 3.2 and it is composed of the following:
a. Performance and Availability by date (Meter gauge reading).
b. Performance losses and Availability constituents by date (Pie charts).
c. The path travelled by Availability and Performance by date (Line Graph).
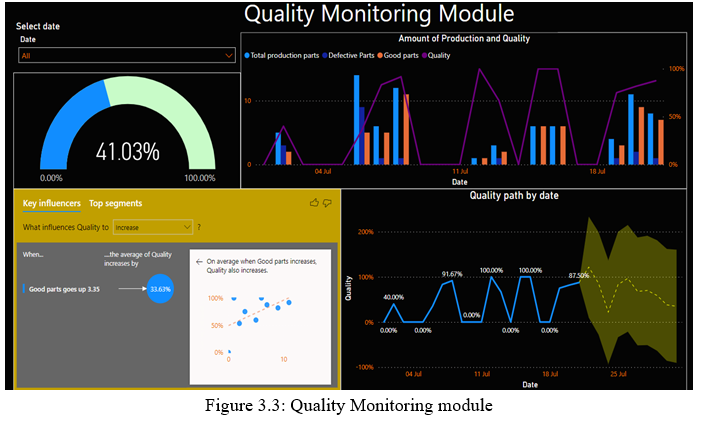
2. Quality Monitoring Module: This tab page contains multiple tab content (Tiles) that showcases the Quality rate of the production (the Quality is tested manually in the present work) along with Filters section and a slicer with select date option, the overview of the page is as shown in Fig 3.3 and it is composed of the following:
a. Quality by date (Meter gauge reading)
b. Production data by date (chart)
c. Key influencers and Top segments of the Quality rate
d. The path travelled by Quality by date (Line Graph)
3. Overall Equipment Effectiveness (OEE): This OEE module tab in the dashboard as in Fig 3.4 contains multiple tab content (Tiles) it utilizes the data from Availability, Performance and Quality Monitoring to Showcase the OEE as the KPI and in the dashboard along with Filters section and a slicer with select date option, Tiles are:
a. OEE as a KPI indicator by Date: This tile displays Overall Equipment Effectiveness (OEE) as a Key Performance Indicator (KPI) and date as the Trending axis in the background.
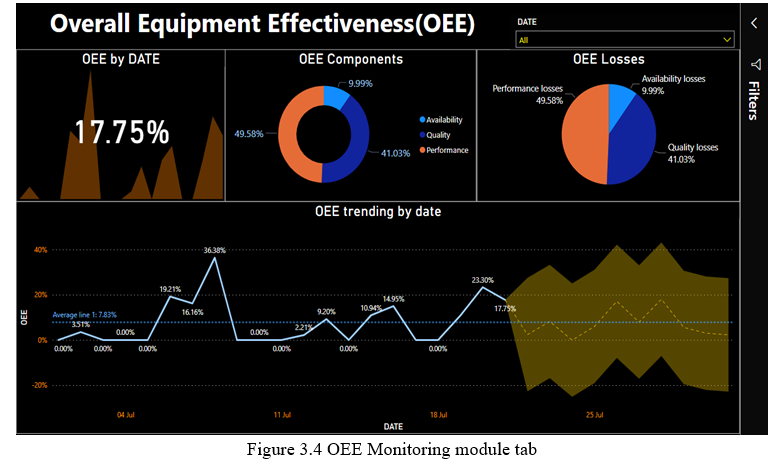
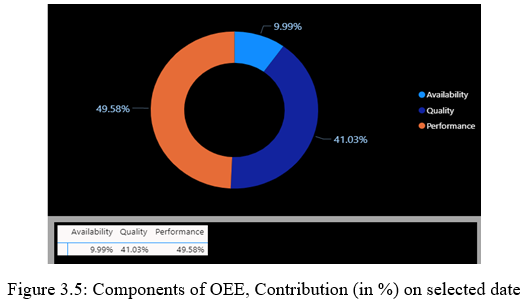
b. OEE Components (contribution of Availability, Performance, Quality): This tile displays a ‘donut chart’ and signifies the contribution of components that constitutes OEE i.e., percentage of Availability, Performance and Quality with respect to date. The user can select date from dropdown tab and get the data in a table that shows the values of components on selected day as shown in Fig 3.5.
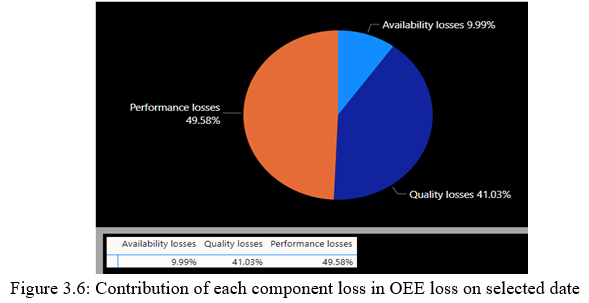
c. OEE Losses (contribution of Availability losses, Performance losses, Quality losses): This tile displays the contribution of components losses that constitutes OEE loss of the day i.e., percentage losses of Availability, Performance and Quality with respect to date. The user can select date from dropdown tab and get the data in a table that shows the values of components on that particular day as shown in Fig 3.6.
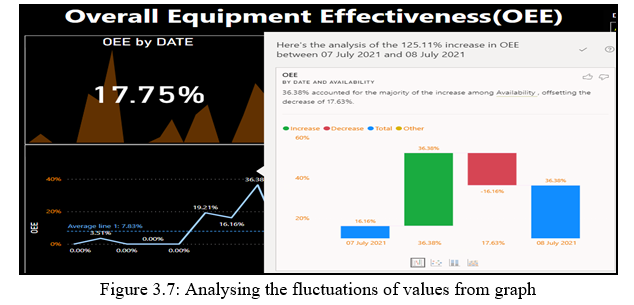
d. OEE Trending by date (current and Future path): This tile displays the path traced by OEE throughout the days the machine is working and based on applied data analytics ‘forecasting’ is applied that shows the path that can be traced in future. The user can ‘Analyse’ sudden increase(peak) or decrease(crust) in the values of OEE by date Fig 3.7.
The user can select date up to the values that has been imported (values up to 21 July 2021) from dropdown tab and get the data in a table that shows the values of OEE on that particular day, and the user can see the forecasted results, (all the values after 21 July 2021) the table will show the upper bound and lower bound limits of the values within which the OEE can trace its path. The data table in Figure 3.8 shows the following values:
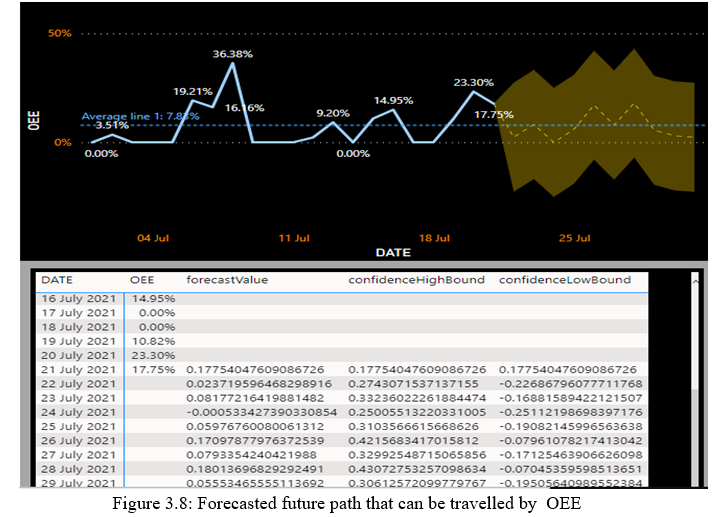
To avoid losses, complete monitoring of OEE and the analysis of historic data of Production of the component in the Manufacturing machine is required. The accuracy of the forecasting depends upon the ‘number of training data available’ that is the historic data which will be analysed and considered for the forecasting as it can analyse the pattern of the data within the acquired boundary to forecast a result, thus will be scope of this topic of analysing OEE to drastically diminish the losses of productivity of a Manufacturing plant.
Conclusion
In the present research presented the process of developing a BI solution to a single Typical CNC Machining centre. It aimed to consolidate the data from CNC controllers through OPCUA of manufacturing machine in a single central repository, in order to be able to process all data and generate information on the machine’s activity status. The implementation of a system of this nature can allow different collaborators access to relevant information and can be supported their decision-making, regardless of their location and time of access to the information. In addition, with the centralization of the different sources of information and their different formats (Excel files, relational databases, etc.), it can allow to improve not only data processing, and data modelling but also information quality and quantity and the speed of its communication to decision-makers. This possibility is explained by the datum that data and information started to flow automatically and as needed through an automated process. Thus, the necessary and requested information is permanently available to be consulted by all authorized users of the organization. For the present work, the data files that were imported into Power BI as a source for calculating certain indicators are working files from the operational areas, so they are open to variations in their structure that outcomes from the individual needs of these areas. As Microsoft Power BI pertains a set of pre-established steps for data processing, the situation designated above may constitute a limitation to automatic data refresh, leading to a do-over to verify, every month, the conformity of these files so they can be imported into the system. Bearing in mind this limitation and aiming to automate the process of refreshing data files, it is proposed, as future work, to migrate these work files to an information system that will assurance the data integrity and structure of the files. It is intended that Power BI is connected directly to this information system, so that data refreshes can be carried out automatically and on a scheduled basis. This will improve the required time to update the system.
References
[1] John Soldatos, Introduction to Industry 4.0 and the Digital Shopfloor Vision, book. [2] Clint Johson , A Guide to Industry 4.0 Predictive Maintenance, May 8, 2020, Website. https://www.iotforall.com/a-guide-to-industry-4-0-predictive-maintenance. [3] Fanny-Eve Bordeleau, Elaine Mosconi, Luis Antonio De Santa-Eulalia. Business Intelligence in Industry 4.0: State of the art and research opportunities. Proceedings of the 51st Hawaii International Conference on System Sciences, 2018. URI: http://hdl.handle.net/10125/50383 ISBN: 978-0-9981331-1-9. [4] Rodrigo Marques, Ana Moura, Leonor Teixeira. Decision Support System for the Industry 4.0 Environment: Design and Development of a Business Intelligence Tool. Proceedings of the 5th NA International Conference on Industrial Engineering and Operations Management Detroit, Michigan, USA, August 10 - 14, 2020. [5] Microsoft Power BI Guided Learning. Website. 2020. Microsoft corporation. https://powerbi.microsoft.com/en-us/learning. [6] Advanced Analytics with Power BI. Available: http://www.Microsoft.com. [7] Francesc Bonada, Lluís Echeverria, Xavier Domingo, and Gabriel Anzaldi, New Trends in the Use of Artificial Intelligence for the Industry 4.0. book, Intech open. [8] Li. X. & Yao, X. (2005). Multi-scale statistical process monitoring in machining. IEFE Transactions on Industrial Electronics, 52(3) 924-927. [9] Kevin Dunn, Process Improvement Using Data Release, 6ec14c, book, 19 September 2021. [10] Wang, L., Gao, R., & Ragai, I. (2014, June). An integrated cyber-physical system for cloud manufacturing. JSME 2014 International Conference on Materials and Processing and the 42nd North American Manufacturing Research Conference. American Society of Mechanical Engineers Digital Collection. DOI:10.1115/MSEC2014-4171 [11] Fisnik Doko, Igor Miskovski, Advanced analytics of Big Data using Power BI: Credit Registry Use Case. ResearchGate, Conference Paper, May 2020.
Copyright
Copyright © 2022 Shreyas S, Dr. B M Rajaprakash. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET39578
Publish Date : 2021-12-22
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online