

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and Development of Radius Measurement Gauge for Inner and Outer Crescent Radius of Low-Pressure Pump
Authors: A. S. Bhagat, A. A. Patil, A. M. Lonare, V. D. Ranaware, N. M. Sarafdar
DOI Link: https://doi.org/10.22214/ijraset.2022.45882
Certificate: View Certificate
Abstract
A coordinate measuring machine, also known as CMM, in CMM machine uses a control panel, software various probes that will measure the geometries of physical objects & give results. But it is also a time-consuming and costlier process of measurement. The primary objective of our project is to reduce inspection time and cost of radius measurement of crescent radius of low-pressure pump housing by using the radius measurement gauge that we designed and developed. In this gauge we kept the workpiece on the gauge Then Steel probe will be in contact directly to the crescent radius which is Linked with linkage and guideways will carry that deflection to the dial gauge, therefore inspection time is reduced by 70%.
Introduction
I. INTRODUCTION
The coordinate measuring machine (CMM) is a mechanical system that moves a measuring probe to determine the coordinates of points on the surface of a workpiece. The CMM comprises: the machine itself; the measuring probe; the control system, and the measuring software. CMM is a precious excellence control to manufacturing, its precision along with repeatability must be better than the tolerance condition of the part being inspected. The primary objective of our project is to reduce inspection time of–CMM using Measurement Gauge for Inner and Outer Crescent Radius of Low-pressure Pump gauge. A Measurement Gauge for Inner and Outer Crescent Radius refers to an examination tool used to make sure a work piece alongside its authorized tolerances.
In a modern competitive environment cost reduction across various Functions of production is imperative, in that scenario on the assembly line Where assembly is very critical with components which have close tolerances. we have to make sure our RFT-Right at First Time will not go down - which tends to a major loss in time and cost. So, at the Pump line, In Gear type Low-pressure Pump crescent radius has a major role in the performance of the pump- If the crescent radius is not maintained in the specification Limit that will directly impact on Pump’s performance. Currently, we are using a Co-ordinate measuring machine for that measurement, but we have to find an easy and affordable solution for the measurement of both inner and outer crescent radius because Co-ordinate measuring machine is a very costly and time-consuming method for that measurement and it is also required high skilled manpower to Operate so we are developing and design the gauge, which is cost-efficient, require less time for measurement and also portable.
This leads to the development of a measurement equipment possessing following attributes-
- It Should give Accurate and Precise Results.
- It Should have Low running cost.
- It Should have Low maintenance cost.
- It should be Portable.
- Minimum Energy consumption.
- Low manpower Requirement
II. LITERATURE REVIEW
From the journals from Edward Morsea and Elsevier B.V. studied that the design specification of a discrete mechanical component contains requirements both for the suitable material properties and the geometry of component.
And J. Broseda, R. Aceroa, S. Aguadob, M. Herrera, J. J. Aguilara, J. Santolariaa This presented the design, manufacturing and experimental validation of a reference artefact to calibrate extensible guidance systems used in machine tools verification. Hoffman, Edward G. (1985), Fundamentals of Tool Design. Dearborn: Society of Manufacturing Engineers (SME) Journal of fundamentals of tool and gauge design, we found the basic things of Gauge and tool design technique.
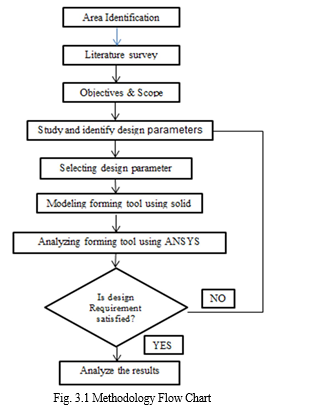
III. METHODOLOGY
As a measuring gauge for better durability and strength, we used stainless steel material for all components, also we coated all components with a blackodising process for corrosion resistance and rust proofing; other than that, used standard components like Dial Gauge, Springs, Screws and ball bearing. The remaining components are Main Fixture, Dowel pins, Guideway, Linkage block, Spherical Probe, Main Bed, Sleeve, Table, Table Sleeves etc.
IV. MATERAIL AND METOD
The This Gauge is working as a comparator, as we kept the workpiece on the gauge, we proposed to take care of a alignment of inner and outer crescent radius Which is maintained under alignment of AEB and ADB respectively we are design the gauge as datum E and Datum D will make orientation. Then we kept Master on gauge and set as zero (Setting master zero is one time activity which will follow as per required frequency) then after that remove master and kept sample piece on gauge for measurement. Then Steel probe will be in contact with directly to crescent radius which is Linked with linkage and guideways will carry that deflection to the dial gauge hence we will Get radius measurement accurate and precise. With easy handling and easy engaging and disengaging of work piece.
Development and Design
In our attempt to design special purpose machine we have adapted a very careful approach a The total design work has been divided into two parts mainly-
- System Design
- Mechanical Design
A system Design mainly concerns with the varies physical constraints and ergonomics space requirement, arrangement of various components on the main frame of gauge no of controls Position of these controls ease of maintenance scope of further improvement and in the same way mechanical design is consist varies parts like dial indicator , master Ring , guiding mechanism .connecting shaft, spring and all other components works as mechanical comparator
V. RESULTS AND DISCUSSIONS
We are validate our gauge by doing capability study of gauge such as MSA – measurement System analysis.by doing R&R (Repeatability and Reproducibility) Studies with the help of Minitab Software, In R&R study we get R&R below 10% which is requirement.
Also, we done Co-relation studies of gauge with CMM (Co-ordinate measuring machine) which have acceptance criteria of below 20% is acceptable and we are meeting that. Also, we follow 1/10th Rule of gauge selection that suggests gauge should have least count of at least 1/10th of total tolerance -which has 3 microns in our case. And in correlation study also we are qualifying our gauge as all results found below 20 % as per requirement for more details find below attached graph.
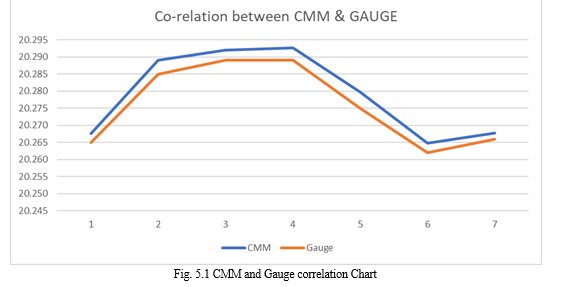
In Figure 5.1 Vertical axis shows radius values and horizontal axis shows sample number.
Table 5.2 Measurement values for correlation of gauge with CMM machine
|
Sr No |
Master Reading |
Gauge |
CMM |
Gauge |
Difference |
Corelation |
|
LK20-1454 |
20.272 |
-0.007 |
20.268 |
20.265 |
0.003 |
9% |
|
H01H19003 |
20.272 |
0.013 |
20.289 |
20.285 |
0.004 |
13% |
|
LF19-3525 |
20.272 |
0.017 |
20.292 |
20.289 |
0.003 |
10% |
|
LG19-0645 |
20.272 |
0.017 |
20.293 |
20.289 |
0.004 |
12% |
|
LF19-1885 |
20.272 |
0.003 |
20.280 |
20.275 |
0.005 |
16% |
|
LL19-1544 |
20.272 |
-0.010 |
20.265 |
20.262 |
0.003 |
9% |
|
LL18-1448 |
20.272 |
-0.006 |
20.268 |
20.266 |
0.002 |
6% |
VI. ACKNOWLEDGMENT
The authors gratefully acknowledge the contribution of Phaltan Education Society's College of Engineering, Phaltan. We also, Sincere thanks to CUMMINS TECHNOLOGIES INDIA PVT LTD, the largest auto components manufacturing, Phaltan, Maharashtra - 415528 for supporting experimental work.
Conclusion
Thus the R&R(Repeatability and Reproducibility) study found below 10% and In the Co-relation study all results found below 20% of gauge with CMM(Co-ordinate measuring machine) which lies in acceptance criteria also inspection time is reduced by 80% and measurement cost is also reduced without compromising with accuracy and precision. Hence now gauge is used for measurement instead of CMM.
References
[1] Design for Metrology – a new idea? 2212-8271 © 2019 The Authors. Published by Elsevier B.V. Peer-review under responsibility of the scientific committee of the CIRP Design Conference 2019. [2] F. J. Broseda, * R. Aceroa, S. Aguadob, M. Herrera, J. J. Aguilara, J. Santolariaa (2007, November).Design and development of a calibration artefact for length measurement system. In Proc.Procedia Manufacturing 41 (2019) 58–65 [3] Hoffman, Edward G. (1985), Fundamentals of Tool Design. Dearborn: Society of Manufacturing Engineers (SME) Publications/Marketing Division. [4] http://books.google.com/books?id=iD5IAAAAIAAJ&pg=PA78 [5] “Coordinate Measuring Machine History–Fifty Years of CMM History leading up to a Measuring Revolution” [6] Weckenmann A., Peggs G., Hoffmann J., (2006), Probing systems for dimensional micro- and nano-metrology [7] Hansen H.N., Carneiro K., Haitjema H., De Chiffre L., (2006), Dimensional Micro and Nano Metrology [8] M.B. Bauza, R.J Hocken, S.T Smith, S.C Woody, (2005), The development of a virtual probe tip with application to high aspect ratio microscale features. Rev. Sci Instrum. [9] M.C.J.M. van Riel, E.J.C. Bos, 3D vibrating probe for measuring micro features with nanometre uncertainty, URN (Paper): urn: nbn:de: gbv: ilm1-2011iwk-139:2 [10] Marcelo Del Guerra, Reginaldo Teixeira Coelho, “Development of a low-cost Touch Trigger Probe for CNC Lathes” Journal of Materials Processing Technology 179 (2006) 117–123..
Copyright
Copyright © 2022 A. S. Bhagat, A. A. Patil, A. M. Lonare, V. D. Ranaware, N. M. Sarafdar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET45882
Publish Date : 2022-07-21
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online