

Ijraset Journal For Research in Applied Science and Engineering Technology
Design of Heat Exchanger for Solar Energy Application in Biogas Plant
Authors: Aniket Singla, Mihir Singh, Prof. Amit Pal, Dr. Anil Kumar
DOI Link: https://doi.org/10.22214/ijraset.2022.41552
Certificate: View Certificate
Abstract
The main aim of this report is to reduce the retention period by adding microbes, pretreatment processes that is by Physical, Chemical and Biological like using the solar air heater with heat exchanger and this process ruptures the cell wall of sludge flow structure and facilitates release of intracellular matter into aqueous phase, improving biodegradability with lower retention time and higher biogas yield. Further, the residue of the Biogas plant can be treated as a manure to fertilise the Soil. After heating water up to 100oC in the solar water heater, maintaining the temperature of slurry taking heat capacity of both the fluids same. Gas yield of around 0.2-0.33 m3/m3 will be obtained compared to conventional biogas plant i.e., 0.05m3/m3.
Introduction
I. INTRODUCTION
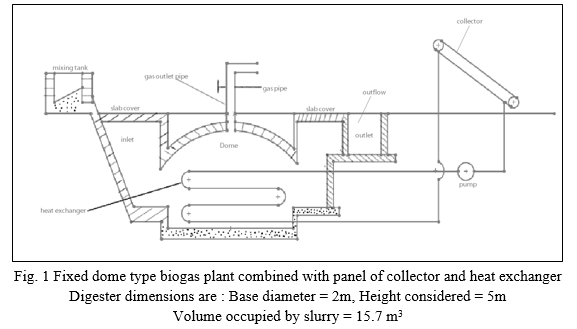
Biogas plant is the space where biogas production takes place in anaerobic conditions i.e., oxygen free environment so that microbe formation can take place effectively and produce methane and traces of H2, CO2, etc.. Biogas plant can be of different shapes and size depending upon the requirement of self. Different types of digesters are available like floating drum type, fixed dome type, polyethylene tube digester, balloon plant, horizontal plant and earth pit plant[13]. In the present study, fixed dome type digester is used because of its design simplicity. Dry matter i.e., biomass slurry to be maintained inside the digester should be less than 12% otherwise microbes will die due to acidic environment. pH should be between 6.5 to 7.5. Raw material in the digester should be feed according to respective dry matter like for cow dung, it should be around 50 days otherwise it leads to wastage of organic matter. Continuous stirring should be done in order to maintain uniformity, minimize scum formation and prevent deposition of solid content at a single place.
Temperature plays a very important role in order to produce methane gas as microbe nucleation starts in warmer conditions and in absence of oxygen. Temperature of 40oC should be maintained in order to produce gas without any stoppage. In winters or in colder region, due to very low temperatures it becomes necessary to use some mechanism for gas production.
For the same, a heat exchanger design is proposed in order to maintain the warm temperature using water which would be pumped continuously.
As pointed out by Chisom Emmanuel Aralu (1) that the production of biogas from a conventional plant is about 2.37 m3/day for a standard size of digester, to increase the production rate from the digester a heat exchanger is used to maintain the constant temperature inside the digester. In summers, the temperature itself inside the digester is high but the problem occurs during winter. The temperature drops very low which is not even sufficient to start the production of biogas as bacteria nucleation will not take place. Heat exchanger will help in effective transfer of heat form hot fluid to cold fluid.
To heat slurry inside the digester, a solar flat plate collector can be employed which heat water inside the tubes and that water will pass through the heat exchanger coil present inside the digester to maintain the temperature. After trapping the solar energy with the help of a collector made of nickel chrome or fiber, heat will be transferred to the water flowing in the tubes joined with the collector through conduction, biomass slurry can be heated with that water. A motor of high power will also be required for pumping of water inside the digester and the flat plate collector. In order to maximize the production, it is mandatory to determine the area which will be required for optimum heat transfer. Determining the amount of monthly global average solar radiation at a specific place, size of flat plate collector can be determined and then temperature of water after heating will be known and will be used to heat the slurry inside the heat exchanger.
Objective of our study is to determine the minimum area of heat exchanger that will be required to heat the biomass slurry inside the digester so that temperature will remain constant and gas yielding will not get affected. Different types of heat exchanger are also available, hence, try selecting the perfect type that will give maximum heat transfer and is also cost efficient.
II. METHODOLOGY
For maximum yielding of gas from the digester, a temperature of around 39o C to 40o C is to be maintained. Temperature below and above this range will lead to death of microorganism responsible for biogas generation. So we need to design a heat exchanger which will maintain the temperature inside the digester as constant.
Here, we used solar water flat plate collector with heat exchanger for increasing the temperature of slurry to get the optimize output during winter days. Glazing: For the purpose of heating air we used flat plate collectors because it absorbs radiation in the form of thermal energy which is transferred to the air. Transparent structure known as glazing and the material used for glazing (or cover) is Tempered glass. The emissivity of this glass is (2). By using the anti-reflective coating on the outer surface which helps to reduce the reflection of incoming solar radiation.
Absorber plate: The main objective of this component is to absorb solar radiation hence it should possess high absorptivity for incoming solar radiation and secondly it must not emit long wavelength radiation. These surfaces must emits less radiation of its own and having the highest value of shorter wavelength. The thickness of this layer is less than 1 micrometer. Material used for this purpose was Black chrome which is less expensive and the remaining thickness of absorber plate must possess high thermal conductivity so that it can conduct heat to water at faster rate. Therefore, material chosen for this is copper with the thermal conductivity of 398W/mK.
Tubes: Tube material must have high thermal conductivity therefore, mostly copper tubes are used of size 1.5 to 2.5 cm in diameter. The fluid used in the tubes is water which is used for heat transfer purposes.
Insulation: It must provide for reducing the heat losses from bottom and side. For this they have low thermal conductivity and stability must be high at high temperature. The material used for this purpose is Glass wool having the thermal conductivity of 0.0343W/mK. Outer casing is made up of wood which is weather tight to prevent the flat plate collector from dust, moisture etc.
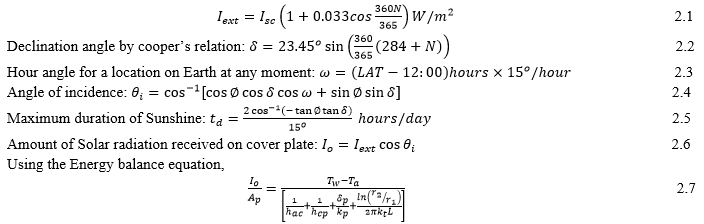
For calculating extra-terrestrial solar radiation with the help of Duffie and Beckman equation:
III. RESULTS AND DISCUSSION
Required temperature inside the digester is about 39oC to 40oC for maximum biogas productivity which is maintained with the help of heat exchanger. The inlet temperature during winter condition drops down to about 70C in New Delhi. According to the latitude and longitude of New Delhi angle of declination came out to be -23.05o using the cooper’s relation, hour angle was 63.71o (eq. 2.3) and the extra-terrestrial intensity was 1409.19 W/m2 by using the solar constant value 1367W/m2. The angle of incidence is 80.2 degree by using the geometry. At sunrise and at sunset, rays of the sun are parallel to the horizontal surface of any location on the earth therefore, the angle is of 90 degree. The maximum duration of sunshine during the day is 10.21 hours/ days during the winter season. Amount of solar radiation falls on the glazing during the winter season was approximately 240 W/m2 (eq. 2.6).
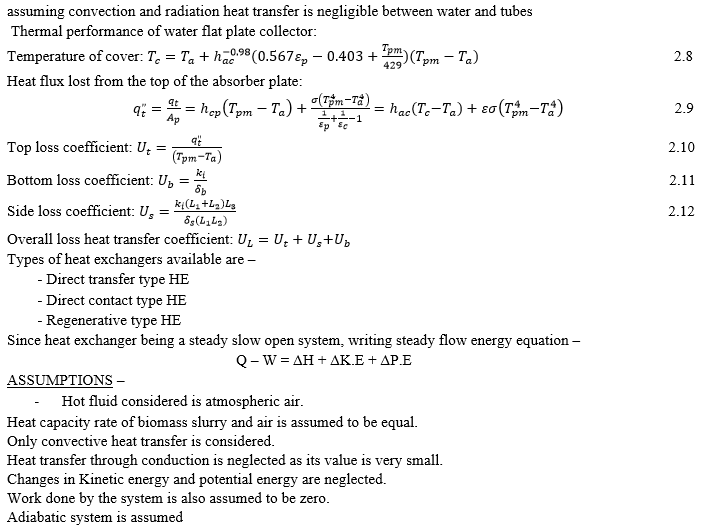
Using the energy balance equation, the temperature of water comes out to be 100oC and the overall loss in heat transfer coefficient is 1.5309 W/m2K in which the top loss coefficient, side loss coefficient and bottom loss coefficient is 1.312 W/m2K (eq. 2.10), 0.0686 W/m2K (eq. 2.12) and 0.15 W/m2K (eq. 2.11) respectively. Temperature of cover is 21.9oC (eq. 2.8).
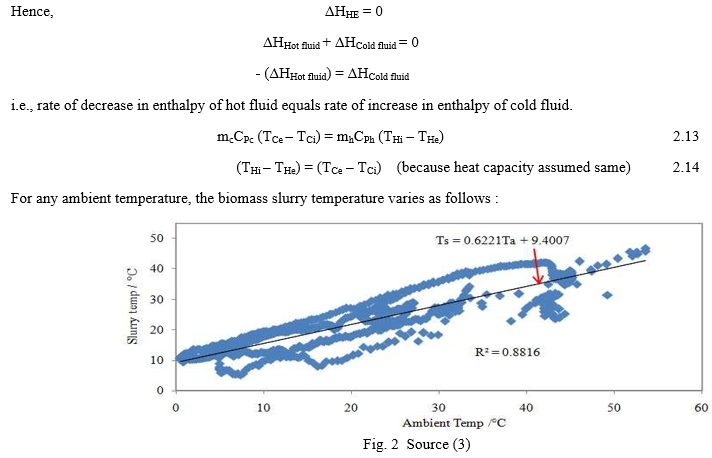
Hence, the temperature achieved from the solar water heater is 100o C which used to heat the biomass slurry. The exit temperature of hot water after heat transfer comes out to be 67oC (eq. 2.14) when heat capacity of both the fluids was equal.
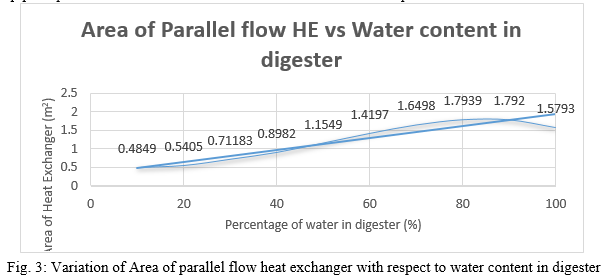
The value of overall heat transfer coefficient for biomass slurry and hot air atmospheric pressure varies from 400 to 550 W/m2k . This variation is due to variation in amount of water present in the digester. If the amount of water per kg of biomass is increased, then overall heat transfer coefficient will increase which tends to a value of 475 W/m2k. If water content is still increased further, then biogas formation will reduce because growth of bacteria responsible for biogas formation will reduce and our purpose will be dissolved. Also, if water content is also too less, the slurry will become acidic due to accumulation of biomass and hence, bacteria will die. For a Parallel flow HE, Logarithmic mean temperature difference comes out to be 53.365oC (eq. 2.16) using LMTD method in heat transfer. Using this value, area for heat exchanger was calculated as 1.7943 m2 (eq. 2.17). Mass of water required for the period of bright sunshine hours will be 4170.238 Kg (eq. 2.19). Hence, for standard diameter pipe for heat exchanger of 50.8 mm, the length of pipe required comes out to be 11.248 m and number of turns required will be 183.
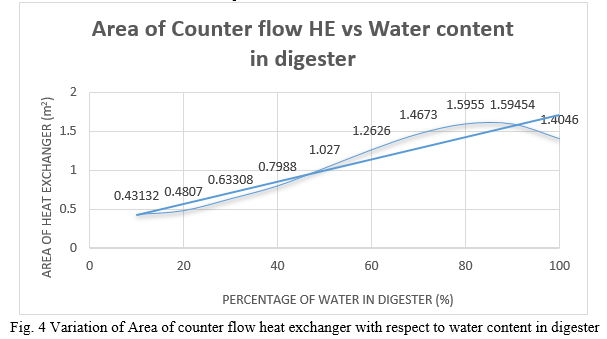
For a Counter flow HE, Logarithmic mean temperature difference comes out to be 60oC (eq. 2.16) using LMTD method in heat transfer. Using this value, area for heat exchanger was calculated as 1.5959 m2. Mass of water required for the period of bright sunshine hours will be 4170.238 Kg (eq. 2.19). Hence, for standard diameter pipe for heat exchanger of 50.8 mm, the length of pipe required comes out to be 10 m and number of turns required will be 206.
IV. ACKNOWLEDGEMENT
“It is not possible to work upon a project without the assistance & encouragement of other people. This one is certainly no exception.” The success of this project requires help and contribution from numerous individuals and the organization. Writing the report of this project work gives me an opportunity to express my gratitude to everyone who has helped in shaping up the outcome of the project. We express my heartfelt gratitude to my project guide Dr. AMIT PAL for giving me an Opportunity to do our project work under his guidance. His constant support and encouragement have made me realize that it is the process of learning which weighs more than the end result. We take the privilege to extend my hearty thanks to the Head of Department of Mechanical Engineering Dr. VIPIN KUMAR for his support and encouragement towards the project. We are highly indebted to the panel faculties during all the progress evaluations for their guidance, constant supervision and for motivating me to complete my work. They helped us throughout by giving new ideas, providing necessary information and pushing us forward to complete the work. We also reveal my thanks to all my classmates and our family for constant support.
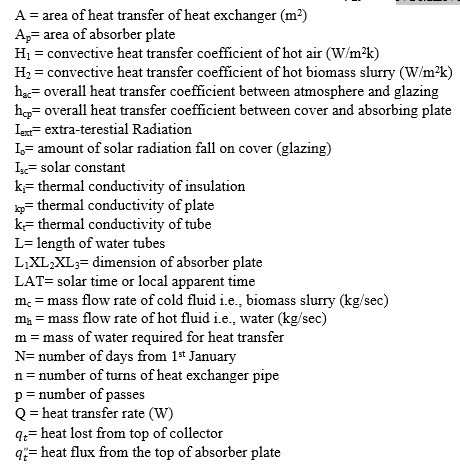
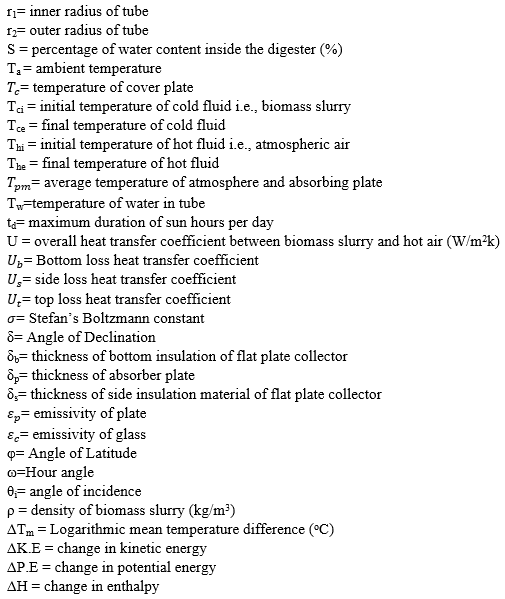
V. NOMENCLATURE
Conclusion
Following conclusions can be made from the above study – By using solar air heater combined with heat exchanger, temperature of digester increased to an optimized value in the steady state condition. This method was very helpful in winter season to increase the temperature of the digester. The temperature of water came from water heater is of 100 degree celcius helps the heat exchanger to reduce the retention time of Biogas. During nights, ambient temperature of water decreased to 0oC therefore, some anti-freeze mixture is used like ethylene glycol. Using a counter flow heat exchanger instead of a parallel flow heat exchanger will decrease the area of heat exchanger and will make it more economical. If a temperature of around 39o C or 40o C is maintained, then it will lead to production of maximum amount of biogas for same mass flow rate of organic matter. ph between 6.5 to 7.5 should be maintained in order to avoid death of bacteria as too acidic will cause bacteria to die and too basic will delay the nucleation of bacteria. Continuous stirring in the digester should be done otherwise bacteria will stick at a single place and gas formation will decrease and will also to wastage of slurry. Organic matter should be added only after the completion of retention period of specific compound. In order to decrease the area for heat exchanger, the overall heat transfer coefficient should be increased which for the same mass flow rate of organic matter because if water content is increased the heat transfer coefficient will increase but if increased more than a limit, it will decrease the methane formation rate. Hence, a value of around 475 W/m2k is suggested.
References
[1] Construction of a pilot scale biogas digester at the University of Ibadan. Emmanuel, Chisom. 2021, ELSEVIER, p. 7. [2] Saint Gobain. [Online] https://uk.saint-gobain-building-glass.com/en-gb/glass-and-thermal-insulation. [3] An assessment of the performance of a biogas digester. MUKUMBA, PATRICK. 2015, International Journal of Energy and Power Engineering, p. 09. [4] Physical Properties of Dairy Manure Pre- and Post-Anaerobic Digestion. Wang, Hui. 2019, MDPI, p. 10. [5] EPA. UNITED STATES ENVIRONMENTAL PROTECTION AGENCY, 15 JULY 2021. [6] CDC. Centers for Disease Control and Prenention, 16 March 2021. [7] Press, The National Academies. Managing Water Resources in the West Under Conditions of Climate Uncertainity. 1991, p. 101 of 344. [8] RENEWABLE ENERGY FOCUS. GEORGE, M. 2008, JOURNAL OF THE SCIENCE OF FOOD AND AGRICULTURE . [9] Board, Central Pollution Control. Guidelines for Environmental Management of Dairy Farms and Gaushalas. s.l. : Ministry of Environment, Forest and Climate Change, Govt. of India, 2021 [10] Production of biogas by the co-digestion of cow dung. Sidra Ijaz Khan, Shehrbno Aftab, Tamour Abid Chaudhry and Muhammad Noman Younis. 2017, academicJournals, p. 5. [11] SATAT. Sustainable Alternative Towards Affordable Tranpsortation . SATAT An initiative by Ministry of petroleum and Natural Gas (MoPNG),2021. [12] PRODUCTS, AIR. BIOGAS TO HYDROGEN UPGRADING. s.l. : AIR PRODUCTS AND CHEMICAL INDUSTRIES, 2017. [13] Types of biogas digesters and plants. Energypedia.
Copyright
Copyright © 2022 Aniket Singla, Mihir Singh, Prof. Amit Pal, Dr. Anil Kumar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET41552
Publish Date : 2022-04-17
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online