

Ijraset Journal For Research in Applied Science and Engineering Technology
Desulphurization of Jet Fuel using Merox Process: A Review
Authors: Nitin S. Kolhe, Fayzan Syed, Shekhar Yadav, Kuldeep Yele
DOI Link: https://doi.org/10.22214/ijraset.2022.44787
Certificate: View Certificate
Abstract
The complexity of the petroleum industry is also reflected in the manner of its treatment units. The treatment of fuels such as jet fuels, petroleum derivatives, gasoline, etc. is imperative for the industry that needs efficient methods for processing them for further utilization. Earlier conventional methods in today’s times are somewhat looked at with the eyes of suspicion owing to the increased hazards and pollution resulting in increased environmental degradation and concerns. Hence, in order to decrease the environmental impact of conventional treating methods, new techniques and processes are being used. For this, the major milestone for decreasing environmental impact resultant of usage of fuel and petroleum derivatives is to decrease the sulphur quantities in the products. Therefore, the process of desulphurization has gained a major attraction in the petroleum industry. For the purpose of understanding the concept of desulphurization, especially in terms of desulphurization of jet fuels, the present study was conducted. This study is a review comprising of meta-analysis of existing literature on the topic. Moreover, apart from different forms of desulphurization, the present study focuses on two methods, i.e., hydrodesulphurization and Merox process, with more inclination to understand use of Merox process as a contemporary method for desulphurization of jet fuels.
Introduction
I. INTRODUCTION
The continuous evolution in the dynamics of aviation has tremendously increased the degree of usage of aerial activity around the globe. This increased activity, along with significant industrial developments, has led to the overconsumption of fuels that generally contain heavy amounts of sulphur in their composition, such as petroleum, diesel, or other jet fuels, that not only pose a hazard to the environment but have a significant concern in matters of long-term storage stability.
Jet fuels, being one of the recurrent utilized fuels which require storage stability, which is well-defined as “a fuel’s resistance to peroxide and sediment formation” (Rawson, Stansfield, et al., 2015), are being treated with ample procedures, such as Merox, straight runs, and hydroprocessing (White, 1999), to increase the storage stability of the jet fuel. Moreover, in addition to jet fuel stability for storage and its corrosion properties that are a serious threat to the surrounding and overall environment, the jet fuels also contain a heavy composition of sulphur whose combustion leads to vehicle emission control performance (Kulsing, Rawson, et al., 2017). In other words, sulphur combustion in jet fuels during aviation activities leads to an effect on aeroplanes' and jets' emission and control performance, which not only impacts the performance of the jets but also has an adverse effect on the different factors associated with it, for instance, the environment, the industry, etc. Consequently, the sulphur content in jet fuels has been known to poison both the catalysts in the fuel processor and the catalyst in the fuel cell. Therefore, the sulphur concentration in fuel cell applications must always be kept below 1 ppmw.
Furthermore, sulphur removal from fuel cell applications has been particularly difficult due to the high sulphur concentration in jet fuels. As jet fuels are allowed to have sulphur content limited to <3000 ppmw according to several authorities' specifications around the world (Lee, Ubanyionwu, 2008). Nevertheless, the increasing emission of sulphur compounds from jets has led to the adoption of more stringent specifications in the composition of sulphur in jet fuels, as each year the amount of sulphur emissions, especially from petroleum fuels, is increasing at an alarming rate. Therefore, to tackle the forthcoming problems, many countries are enacting laws in order to limit the sulphur content in jet fuels and looking for alternate options, such as the adoption of ultra-low sulphur fuels.
In addition to this, several countries are looking for ways of desulphurization, which has gained momentum after the advent of fuel cell equipment and the institution of the hydrogen economy notion. Desulphurization, which is a process of producing fuels from oil shale, has become the most discussed topic in the various research exploring the fundamentals of preventing environmental pollution owing to increased utilization of fuel (Dehghan, & Anbia, 2017; Dizaji, Mortaheb, & Mokhtarani, 2018).
The process of desulphurization has become necessary, especially for the usage of “fuel cell auxiliary power units (APUs)” in the aviation industry, which is being tried to achieve through several approaches. For instance, low-sulphur fuels are frequently obtained in the petroleum sector by hydrocracking or hydrotreating procedures, sometimes known as hydrodesulphurization (HDS). The sulphur compounds are transformed into hydrogen sulphide, which is then removed from the mixture via amine streaming. However, in a mobile fuel cell structure employing a 5–10 kW capacity range, this standard technique is inopportune for plummeting the sulphur compounds to the appropriate level as gains in the efficiency of hydrodesulphurization are restricted by the severe working conditions and mounting expenses. Furthermore, because hydrodesulphurization requires hydrogen recycling, which is unachievable with syngas, it is not suited for mobile applications.
Sulphur removal is a crucial step in the petroleum refining process, and it is accomplished using a catalytic process that operates at high temperatures and hydrogen pressures. Refineries now use hydrodesulphurization (HDS) methods to lower sulphur levels, but attaining deep desulphurization would require more severe reaction conditions, a larger reactor, and the cost of more hydrogen. Commercial grade jet fuel is a particularly processed grade of kerosene that is fed into a wet treatment process using the Merox or Mercaptan oxidation processes. It can be a straight run or a cracked product from the fluid catalytic cracker (FCC).
The Merox technique is typically more cost-effective than employing a catalytic hydrodesulphurization procedure for the same purpose, especially when dealing with kerosene. Furthermore, the Merox process is a widely used procedure for desulphurization as the catalyst of the Merox process, known as cobalt phthalocyanine, is widely used for faster synthesis and great diversity in the removal of mercaptan composites in petroleum and other jet fuels (Huang, Peng, et al., 2018).
Thus, looking at the complexities and importance of desulphurization of jet fuel, the present study would like to explore the different approaches or methods of desulphurization of jet fuel by highlighting the need for chemical treatments, use of hydrodesulphurization process, and Merox process, and lastly, the benefit of using the Merox process in comparison to other desulphurization procedures. The present study would aim to be a review study, which will proceed by stating the need for chemical treatment for petroleum fuels used in jets and then moving ahead with the specificities of two different procedures that are to be concentrated on in the present paper.
II. LITERATURE REVIEW
Petroleum fuels and products are mainly known to have ample amounts of impurities. Impurities such as “COS, CS2, thiophenes or other sulphur compounds” are common in petroleum fuels (Ghanbarabadi, & Khoshandam, 2015). Petroleum fuels and their other derivatives are mainly composed of hydrocarbons, which are compounds formed by the composition of hydrogen with carbon molecules. Besides the composition of hydrogen and carbon molecules, petroleum derivatives and fuels also contain a substantial amount of impurities. These impurities are sulphur, oxygen, and nitrogen. Furthermore, petroleum products also consist of other compounds such as “alkanes, cycloalkanes, aromatics, polyaromatic hydrocarbons (PAHs)” in the form of impurities in the petroleum fuels and derivatives (Speight & Arjoon, 2012). These impurities, especially polyaromatic hydrocarbons, are toxic in nature and are extremely hazardous to the environment. That being said, petroleum products may differ in the composition of impurities, but the toxicity remains intact.
The toxicity of petroleum products in the environment is mostly judged by their degree of solubility as well as the bioavailability of the hydrocarbons. Consequently, the overconsumption of petroleum products in the post-industrialized world has led several scholars and environmentalists to focus on the environmental effects of the burning of petroleum fuels and the consumption of other petroleum derivatives. In terms of environmental effects, petroleum products and fuels pose an immense risk and hazard to life on the planet, including the lives of human beings, aquatic animals, land animals, plants, etc. Hydrocarbons in petroleum products sweep inside the soil, increasing the toxicity level of the soil and contaminating the groundwater table (Pathak & Mandalia, 2012). Moreover, environmental contamination due to petroleum hydrocarbons has become one of the most alarming concerns in society. Oil spills and overconsumption of fuels are major problems that are threatening the lives of human beings and adversely affecting the ecosystem (Ahmed & Fakhruddin, 2018).
The environmental impact of petroleum and its products is also well known by several developed economies like the USA: who are well aware of the persisting problem of contamination caused by the use of petroleum and the disposal of saline water that is formed via hydrocarbons present in the oil and gases. According to Yousif and Otton (2003), the USA accounts for the contamination of water resources and soil with approximately 20–30 barrels per year of saline water that is released into the environment by either equipment failure, vandalism, or accidents. Additionally, the burning of petroleum fuels is majorly responsible for global warming and air pollution. For instance, the burning of petroleum fuels and consumption of its derivatives are solely responsible for 42% of the generation of harmful mercury emissions into the environment in the USA alone, along with sulphur dioxide emissions and the formation of particulate matter that lead to several respiratory ailments in individuals (Denchak, 2018).
Similar accounts are seen in developing or less developed economies such as India, where pollution caused by fossil fuel products, petroleum and its derivatives, and petroleum refineries has become a major nuisance for the environment. According to the “Centre for Research on Energy and Clean Air (CREA), the cost of air pollution borne by India from fossil fuels is 5.4 per cent of the country's annual GDP, which is an estimated $150 billion, the third-largest worldwide”. Furthermore, according to CREA, India closely follows the estimation of the cost of air pollution via the burning of fuels and their derivatives by China and the USA, which are at $900 billion and $600 billion, respectively. Such contamination of the air and increased global effects are predominately impacting the lives of living beings, leading to critical and chronic illnesses. Therefore, it has become the need of the hour to treat petroleum fuels and their derivatives adequately. According to Lott et al. (2017), using an adequate treatment procedure would help decrease the particulate matter of airborne pollution by 40–45% by the year 2050.
The overgrowing need for the treatment of chemical properties of petroleum derivatives and impurities has led to the utilization of several techniques used for treating the impurities of petroleum products, as it has been a well-established fact that petroleum hydrocarbons and petroleum fuel oxygenates are the most widely occurring and universally occurring pollutants or impurities that degrade the environment around us. Moreover, jet fuel, which is the common name for liquid petroleum, needs to be adequately treated before being utilized in the environment. Hence, at the current time, jet fuels are mostly being refined or produced by several processes known as the Merox Process, Straight Runs, and also hydroprocessing (Rawson, Stansfield, et al., 2015), commonly falling under the broader umbrella of desulphurization, which will be discussed in detail further in the study.
III. PROCESS SELECTION AND DESCRIPTION
A. Hydrodesulphurization
Hydrodesulphurization is a well-known and widely-used catalytic process that is employed for the extraction of sulphur from petroleum derivatives such as crude oil, natural gas, and jet fuel (Shafiq, Shafique, et al., 2020), which is the need of the hour for the safety of the environment. There is a growing necessity for using ultra-low sulphur petroleum derivatives to decrease the release of sulphur dioxide (SO2) into the environment, which has been linked with environmental degradation being emitted from jets, automobiles, locomotive vehicles, and other power plants.
Hence, hydrodesulphurization can be defined as the procedure used for removing or extracting organosulphur compounds from petroleum products or derivatives carried through heterogeneous catalysts throughout the process of refining petroleum and its derivatives (Yang, et al, 2022). Primarily, the hydrodesulphurization pathway for treating petroleum products and jet fuel consists of procedures or steps to capture and then extract the sulphur impurities in the fuel. The first method, known as direct hydrodesulphurization, consists of steps to extract the sulphur atoms from the structure of the compounds of petroleum products, or in this case, the compounds of jet fuel, and replace them with the hydrogen atom without any leading hydrogenation, resulting in the existing carbon-carbon double bonds present in the structure of the compound.
The second method in the hydrodesulphurization pathway is the process of the hydrogenative route, which implies the hydrogenation of one of the aromatic rings present in the compound, which is complementary to the sulphur atom before its extraction and substitution with the hydrogen atom. Moreover, this hydrogenation of the aromatic ring before sulphur extraction is repeated after the sulphur has been extracted from the compounds. That being said, hydrodesulphurization is a complex procedure that needs to be discussed in detail subsequently in the study.
Hydrodesulphurization has been used as a refining process for the petroleum industry for the past several decades, but the usage of divided nickel as a catalyst for the substitution of hydrogen atoms on hydrocarbon double bonds, as stated above in the process of hydrogenation, was first identified by Paul Sabatier, a French chemist, in the year 1897. Through his discovery, he suggested that unsaturated hydrocarbons in their vapour form could be transformed into saturated hydrocarbons by the process of catalytic hydrogenation procedure, thus laying the foundation of the hydrogenation procedure and the hydrodesulphurization of fuel derivatives. A similar finding was then achieved by Wilhelm Normann, establishing the catalytic conversion of fatty acids, also known as glycerides, thereby commencing a worldwide industry.
Then, seeing the growing popularity of the hydrogenation process, in mid-1950, the process widely known as the platformer process was commercialized, which was the noble metal catalytic procedure which was now being used as a commercial refining procedure along with the commercialization of hydrodesulphurization of naphtha feed, followed by use of the process of hydrodesulphurization in the petroleum industry and the refinement of jet fuels by the year 2006. Hence, from the 1890s' first identification of catalytic hydrogenation to the use of hydrodesulphurization in the petroleum industry, the process was gradually integrated into the refining procedure for jet fuels and other locomotive vehicles.
The historical development of hydrodesulphurization may have undergone a series of changes throughout several decades, but the use of the process for treating petroleum products has been considered a stable and fruitful procedure. Sulphur is a predominant element of fuels and other petroleum derivatives that on combustion release sulphur oxides into the environment, leading to an adverse impact on living beings and the overall ecology. Thus, several countries have now imposed stringent laws to govern sulphur levels (Ferdous, Dalai, & Adjaye, 2005). Therefore, the process of hydrodesulphurization is used for the elimination of sulphur impurities to achieve ultra-low sulphur concentrations in petroleum derivatives.
In an industrial setup, the hydrodesulphurization procedure is conducted on a fixed-bed reactor that has a pre-adjusted raised temperature varying from 300o C to 400o C, in addition to the raised pressure of the reactor at 30–130 atmospheric absolute pressure. The reactor also consists of a catalyst for the conduction of the process that is mostly molybdenum and cobalt that accompanies an aluminium base. This catalyst is commonly known as the CoMo catalyst. Rarely, a catalyst known as the NiMo catalyst is used, which is a catalyst that combines nickel with molybdenum (Imani, & Mahmoudi, 2013). The process of hydrodesulphurization in a petroleum refinery can be explained with the help of a diagrammatic representation as stated below.
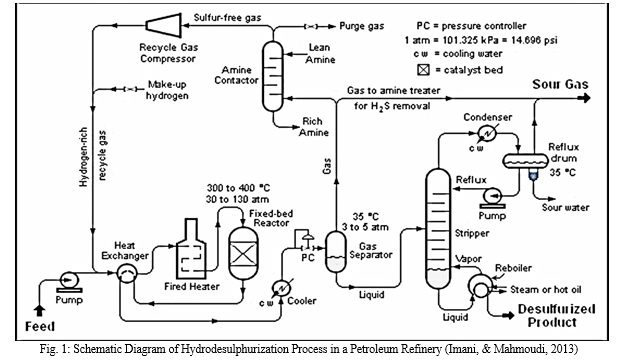
As stated in the schematic diagram, the feed, also known as the liquid feed, is propelled up to a requisite pressure for the procedure, which is then combined with a recycle gas, which is a hydrogen-rich stream of gas, which results in a liquid-gas combination that is then passed through a heat exchanger for preheating. This pre-heated feed is then passed through a fired heater for vaporization; here the feed is heated at a raised temperature before flowing through the fixed-bed reactor where catalysts are present for the actual hydrodesulphurization process to take place (Imani & Mahmoudi, 2013).
The hydrodesulphurization procedure in its chemical sense consists of two phenomena as stated above: first, the process of direct hydrodesulphurization and second, the process of hydrogenation route. In the first process of hydrodesulphurization of fuels and petroleum derivatives, the replacement of the sulphur atom is done with the atom of hydrogen in the hydrocarbon compound. Here, the process of hydrogenolysis takes place with the help of direct C-S bond fission, preceded by the exemption of hydrogenation of any kind of double bonds existing in the hydrocarbon compound of the fuel (Shafiq, Shafique, et al., 2020). While in the second pathway of the hydrodesulphurization process, the hydrogenation takes place twice: before and after, resulting in the creation of a cyclohexylbenzene derivative. This process of hydrogenation is mostly linked with thermodynamic equilibrium factors; hence it is required to maintain the required elevated pressure and temperature while performing the hydrodesulphurization of fuels (Mochida & Choi, 2004).
Moving forward, as the process of hydrodesulphurization in the reactor is completed, the hot reaction end product is released, which then needs to be cooled down. For the process of cooling the reaction product, the product is passed through heat exchangers where it gets partially cooled off. Later on, the partially cooled reaction product is passed through another heat exchanger, which is fitted with a water-cooled mechanism. Subsequently, the reaction product is then passed through the pressure controller (PC) where its pressure is decreased, with the resultant pressure to be accounted for at 3-5 atmospheric pressure. Lastly, the liquid-gas mixture is passed onto a separator vessel which is kept at 350°C temperature and 3-5 atm of atmospheric pressure (Imani & Mahmoudi, 2013). The resultant gas from the separation vessel is mostly hydrogen-rich gas, which is then treated for the extraction of hydrogen sulphide gaseous elements present in it. This process is conducted in an anime contractor, which results in hydrogen sulphide free gas rich in hydrogen being used again in the hydrodesulphurization process propelled in the reactor at the start of the refining process (as stated at the start of the procedure). Lastly, the liquid component resultant from the separator vessel is then distilled, which then results in the end product of the hydrodesulphurization process.
That being said, hydrodesulphurization, though it is a commonly known procedure for treating sulphur impurities in jet fuels and other petroleum derivatives, is not the only procedure that results in the effective refinement of petroleum derivatives. The other well-known procedure that is currently being used for the desulphurization process is the Merox process, which will be further discussed in detail in the study.
B. Merox Process
Desulphurization has become a major focus of research and industrial development for adopting new ways to prevent environmental degradation with the combustion of jet fuel and petroleum derivatives. For the purpose of desulphurization, the most popular method for the extraction of impurities from fuels is the Merox process.
Petroleum and its derivatives are known to have several impure elements including “COS, CS2, thiophenes or other sulphur compounds”.
These impurities have also been found to be accompanied with the mercaptans, which are the thiol elements in the hydrocarbon structures of fuel.
Thus, the Merox process, also known as mercaptan oxidation, is being conveniently used for extracting mercaptans and other impurities from jet fuels and petroleum derivatives.
The process of Merox, or the mercaptans oxidation, was initially investigated by Wallace and his colleagues (Wallace et al., 1994) in the presence of metal compounds, following the order of “cobalt > copper > nickel > iron”. The merox process usually has a catalyst of cobalt phthalocyanine, which is regarded as a catalyst for achieving faster synthesis in the process, in addition to great diversity in treating the impurities of fuels.
Moreover, the process is being widely accepted as the means of extracting impurities from jet fuels, natural gas, and petroleum derivatives due to its several advantages over other existing methods. The process of mercaptan extraction through the Merox procedure is known to be cost-effective as it has low operating and installation costs. Furthermore, the merox process is considered to be easier and simpler in conduction in comparison to other existing techniques of desulphurization and requires a minimum chemical material in addition to high reliability and production capability in industrial usage.
As stated above, the Merox process is well-known for extracting mercaptans from the solution in order to lower the quantity of sulphur in the product. And for that, merox extraction units are used, in which an extraction column is charged with fresh feed and the extraction of mercaptans is conducted with the help of a counter-current caustic stream flowing in the unit. The product being treated is passed overhead to the downstream processing, also known as the storage of the unit. Moreover, the caustic solution containing a high quantity of mercaptans with a catalyst used in the Merox process is subjected to flow from the extraction column at the bottom of the unit to the regeneration segment by means of a steam heater being used to sustain an applicable temperature in the unit’s oxidizer.
Air is then inserted into the flowing jet, creating a mix subjected to an upward flowing trajectory via the oxidizer. It is here that the caustic solution is renewed through the alteration of mercaptans into disulphides. Subsequently, the effluent in the oxidizer streams into the unit’s disulphide separator, where the mixture generated above, containing spent air, the renewed caustic solution, as well as disulphide oil, is separated. The spent air that is separated in the unit is then expelled out to a benign place while decantation of disulphide oil takes place and is prepared for suitable disposal, for instance, insertion of the disulphide oil inside a charge of a structure of hydro-treating or else sold for specific purposes. The renewed-caustic flow is then reverted back to the unit’s extraction column, marking the end of the process. The process also requires Merox catalyst in small quantities to be added intermittently in the unit to sustain the required activity.
Other than the importance of understanding the process of merox extraction, it is also vital to understand different types of merox processes. These processes are dependent on a process known as Merox sweetening, which can be achieved in the following four ways, indicating four types of merox processes. Merox sweetening is known as the process where “the mercaptans are converted directly to disulphides, which remain in the product, indicating that the total sulphur content of the treated stock is not reduced” (Limkar, 2004).
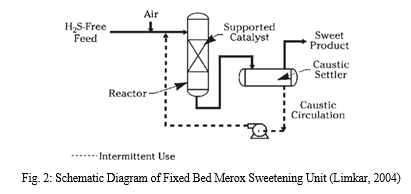
- Fixed Bed Merox Sweetening (Traditional Method):
The fixed bed process for sweetening, i.e., shown in the figure, is typically used for charge stocks that are untainted or else thermally cracked, having endpoints lying overhead of approximately 120°C (i.e., 248°F). In this conventional method, the mercaptans that are branched and have a higher molecular weight are connected with the feed-stocks with higher endpoints, which have slight solubility in the solution of caustic, rendering them extra problematic to sweeten. Moreover, the usage of a reactor fixed-bed for the merox process enables the alteration of the above state forms of mercaptans into disulphides. The reactor of fixed-bed sweetening comprises a bed made with a selection of specifically activated charcoal permeated with non-dispersible merox catalyst, in addition to the use of the caustic solution for wetting the reactor bed. Insertion of air is done in the steam of hydrocarbon feed frontwards of the reactor, which is then subjected to the catalyst bed, resulting in desulphurization of the oxidized feed of mercaptans. Subsequently, the merox unit reactor is trailed by a settler serving as a caustic reservoir, which is also used for caustic and treated hydrocarbon separation. Caustic separation in the unit is spread recurrently to retain the catalyst bed wet. The spread frequency of caustic is contingent on the degree of difficulty in the treatment of feedstock as well as the catalyst.
An imperative application of the conventional “fixed-bed Merox sweetening” process is the creation of heating oils, jet fuels, diesel, and kerosene, which can be sweetened at a lower cost than hydrodesulphurization.
2. Fixed-Bed Sweetening Process (the Minalk Process)
This kind of sweetening structure is useful for feed-stocks which are comparatively easier to sweeten, for instance, “catalytically cracked naphthas and light virgin naphthas”. The sweetening enterprise attains similar higher efficiency in comparison to traditional fixed-bed unit used for the process of sweetening, but with fewer instruments as well as inferior operational expenses.
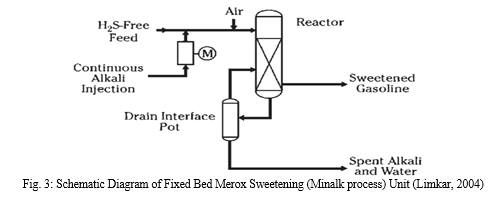
The Minalk process, shown in Figure 4, depends on controlled, minor constant injections of a suitably weak alkali solution instead of the gross as well as recurrent alkali interpenetration for the bed of catalyst as in the traditional fixed bed sweetening unit. The minor quantity of alkali injection offers the required alkalinity for mercaptans to be oxidized into disulphides and further prevention of peroxidation reactions that may take place if the solution alkalinity is inadequate.
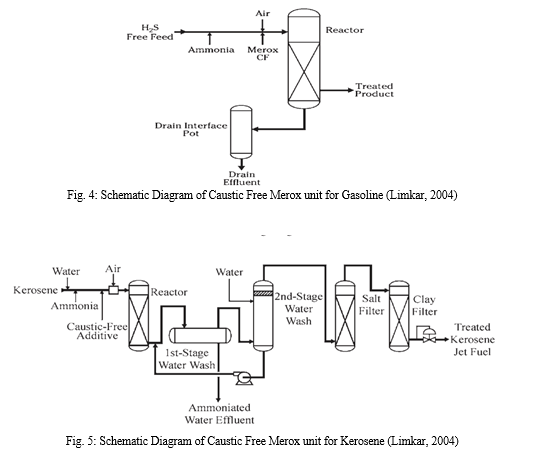
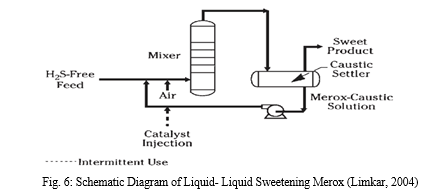
3. Caustic-Free Merox
Another type of Merox process is the Merox procedure free of caustic for sweetening of gasoline as well as kerosene, as depicted in Figures. 5 and 6. This kind of technology change requires similar rudimentary principles of sweetening, resulting in mercaptans being catalytically transformed into disulphides that continue to be existent in the treated hydrocarbon products. This system of a caustic free unit of the Merox process containing pre-drenched catalysts of fixed-bed delivers a selective and actively stable sweetening setting inside the reactor. The high activity in the reactor permits the use of a weak base, i.e., ammonia, offering the desirable alkalinity for the reaction. Furthermore, this kind of merox process doesn’t require caustic (NaOH) for desulphurization, saving the cost of fresh caustic and the handling and disposal expenses paid in other kinds of processes. The real design of this Merox system is contingent on its primary usage, i.e., either on gasoline or else on kerosene. The caustic-free merox reactor is similar to the formerly explained fixed-bed systems, including both traditional as well as Minalk process, excluding “the substitution of a different catalyst, the addition of facilities for continuous injection of the Merox CF activator, and replacement of the caustic injection facilities with ammonia injection facilities, anhydrous or aqueous”. For kerosene or else jet fuel creation, the modification of the downstream water-wash system is done to increase proficiency as well as to prevent ammonia remnants in the end products. Nevertheless, additional post-treatment amenities for jet fuel creation continue to be unchanged.
4. Liquid-Liquid Merox Sweetening Process
The liquid-liquid Merox sweetening method shown in Figure 7 is not normally applied today for novel units due to refiners' switching to the superior active fixed-bed structures. The unit contains “hydrocarbon feed, air, and aqueous caustic soda containing dispersed Merox catalyst” to be concurrently linked in the mixing device, where the conversion of mercaptans to disulphides takes place. Mixer effluent is turned towards a settler, from where the stream of treated hydrocarbons is directed to either a storage unit or else additional processing. Caustic solution separated from the settler in the unit is re-circulated into the mixer. A small quantity of Merox catalyst is periodically added to the process in order to preserve the catalytic activity of the desulphurization. In broad-spectrum, the liquid-liquid sweetening process is pertinent for virgin, light, and thermally cracked gasoline, in addition to the constituents having endpoints up to approximately 120°C (i.e., 248°F). The mercaptans related to catalytically cracked naphthas are oxidized easier than mercaptans with light virgin or else thermal naphthas, and thus the liquid-liquid sweetening process has been successfully used for catalytically cracked gasoline with endpoints as high as 230°C (i.e., 446°F).
Besides the different types of Merox methods used for treating mercaptans in the process of desulphurization, the Merox process is commonly used in comparison to other methods owing to its different advantages. These benefits of the merox process include lower operation as well as investment costs owing to the operation of the process without any specific materials or alloys, resulting in a minimization of the cost.
Moreover, the Merox process is also known for its feasibility, as it is easily operated with minimal labour required as the only adjustment to be made in the units is the variations in air injections in the reactor units. Furthermore, the process has proven to be highly reliable and widely accepted for several kinds of fuels and their derivatives in the petroleum industry (Limkar, 2004; Motahari, et al., 2020). In addition to this, the Merox process also has minimal chemical-disposal requirements, which has proven to produce highly specific products, which is an element much appreciated in the production of jet fuels.
Nevertheless, the higher efficiency of the merox unit with no prerequisite for constant, high-volume circulation of caustic solution in the unit is known to increase the chemical consumption in the process, utility expenses, as well as entrainment concerns. Lastly, the Merox process is also advantageous over other methods due to its activators and high activity catalyst performance in the desulphurization process. Active as well as selective catalysts ensure the processing of highly difficult feed-stocks, resulting in efficient caustic regeneration.
C. Jet Fuel Purification
Jet fuels, also known as aviation fuels, are typically used as energy fuels for military establishments (such as being used by the USA as well as NATO (“North Atlantic Treaty Organization”) countries) or for commercial flights, i.e., mostly the “Jet A" and "Jet A-1” commercial flights. These aviation fuels are mainly composed of an amalgam of aromatic hydrocarbons of aliphatic nature, extracted from the purification of kerosene, as well as from crude oil (Apte, 2014). With global operations, the aviation sector has sky-rocketed its success, which is bound to upsurge even more. A few academicians account for this growth to be about 4.8 per cent per year up to 2036. For this reason, it has become vital for the airlines and aviation industry to prepare themselves for an upsurge in jet fuel by preparing an immense amount with the help of purification and refining processes that will meet the standards accepted universally for the use of jet fuel in flights.
For this, many businesses have opted for several methods, including “caustic wash process, UOP caustic-free Merox process, Merichem Napfining and MERICAT processes, hydrotreating, and alternative renewable jet fuels” (Radchenko, et al., 1993; Meyers, 2016; Budukva, et al., 2019). The present study, as stated earlier, is primarily focusing on the Merox process used for refining, as well as the purification of jet fuels abundantly used in the aviation industry.
The Merox Process, proposed and established by “Universal Oil Products (UOP) Company” in the year 1959, for purification in oil and petroleum refineries, formed a convenient and efficient method of purification of jet fuels by means of distillation of crude oil with the help of the procedure identified as Merox sweetening. The procedure is made efficient and successful in the purification, or else refining, of several petroleum derivatives, fuels (including jet fuels), and other products of the gas industry by means of mercaptan extraction (RSH) through catalytic oxidation, as well as caustic soda recycling (Sullivan, 2004).
- Extraction
The process of Merox starts with the extraction procedure that uses several merox catalysts to transform mercaptans into disulphides in the treating solution. The traditionally used catalysts were “sodium plumbite and copper chloride” for this process of desulphurization, but with changes made in the process to increase the proficiency, cobalt-based catalysts have started to be used as a means of replacing the existing unit of the Merox process used for treating diesel fuels, jet fuels, and several other petroleum derivatives. These extraction procedures in treating fuel start with the removal of hydrogen sulphide (H2S). In most cases, the extraction process is carried on via upstream setup with the help of a unit containing amine treating conditions. In situations where the amine treating unit does not exist, a pre-wash procedure takes place with the help of a caustic solution, generally opted for removing hydrogen sulphide from the treating feedstock.
This particular step for removing sulphur from the solution is essential for avoiding secondary reactions to take place when catalysts enter the downstream unit. The reaction that takes place while removing hydrogen sulphide in the pre-wash procedure is as follows;
H2S + NaOH NaSH + H2O
The feedstock from the caustic pre-wash streams to the bottommost part of the extraction vessel is used for extracting mercaptans in the solution. Subsequently, the released gas drifts upwards via the extraction vessel where it meets the counter-current drift of caustic along with metal chelate (i.e., or any other Merox catalyst). Here, a succession of perforated trays guarantees thorough mixing of the treated feedstock with the caustic, resulting in the following reaction;
2RSH + NaOH 2NaSR + 2H2O
The pressure in the vessel is maintained just above the bubble point for the hydrocarbon gases to stay in the liquidised form only. The afresh sweetened feedstock now departs from the vessel top during the streaming of Merox caustic rich from the vessel’s bottom. The sweetened fuel, although the above procedure encompasses caustic, therefore, requires pumping into a “horizontal caustic settling tank”. The lighter fuel is propelled out of the tank through the top, which, being contingent on the nature of the feedstock, will require the treated fuel to undergo several post-treatment steps, such as water-wash for the removal of final caustic from treated fuel and, in addition to that, removal of moisture with the help of a salt bed dryer.
Moreover, the extraction process also requires maintaining adequate pH levels that are needed to be constantly observed, especially in the concluding extraction steps to avoid caustic being carried over into the finishing sweetened fuel product.
Furthermore, back at the extractor unit, the caustic-rich solution undergoes a regeneration procedure to remove attached mercaptans. This process is a somewhat concluding process of Merox, which enters the overall procedure into another phase, indicated as the oxidation phase.
2. Oxidation
The above extraction process, though an imperative step in the Merox process used for the desulphurization of jet fuels; is still incomplete or less fruitful without the process of oxidation, and in some cases, hydrotreating. The extraction process is useful for removing sulphur to some extent but requires help from the process of oxidation, or else hydrotreating to increase the overall proficiency and effectiveness of the Merox process, as solely extraction procedures are known for removing very small quantities of sulphur only (Rang, Kann, & Oja, 2006). The process immediately starts after the completion of the extraction procedure, where the heating of caustic takes place, with subsequent injecting of air for the mercaptans to be transformed into “organic disulphide oils”. The oxidation reaction taking place in the Merox process unit is stated on the next page:
4NaSR + O2 + 2H2O 2RSSR + 4NaOH
Where “R” represents an organic group, for instance, “methyl, ethyl, or propyl”; Oxidation in this step happens in a bed reactor which is completely packed. Meanwhile, the disulphide oils (i.e., RSSR) aren’t solvable in caustic; they are moved further along the decantation process into a horizontal separator vessel of the unit. Subsequently, the pumping of lean caustic from the vessel’s bottom takes place, which can be re-used in future procedures.
Supplementary Merox catalyst might be added through the process of regeneration to guarantee the removal of mercaptans in the extractor’s unit vessel, which will result in the disulphide separator vessel having surplus air back from the stage of oxidizing. The content of oxygen in the separator vent gas is regulated to determine the efficiency of the phase of oxidation in the Merox process for jet fuels.
Moreover, the phase is characteristically reserved at 5–12 per cent to certify full alteration of mercaptan compounds.
Furthermore, the fuels, such as jet fuel itself or else diesel fuels, are quite high in the amount of hydrocarbons that do not result in low sulphur levels or concentrations with just the procedures of extraction, and oxidation. It also requires the process identified as Merox sweetening.
3. Sweetening Process in Merox
As stated above, a few reserved categories of fuels or petroleum derivatives are composed of heavy hydrocarbons that require further sweetening processes for the desulphurization to be completed. These heavy-loaded hydrocarbon fuels are composed of mercaptans with longer chains that are insoluble in the caustic solution.
For this process, the requirement for alteration of mercaptans is met with the help of “oxygen, caustic, and Merox catalyst” presence inside the single fixed-bed reactor.
However, every essential chemical reaction of the extraction process remains the same for the sweetening procedure that entails the removal of hydrogen sulphide (H2S) from the treating feedstock as described in the above-mentioned extraction process, where a pre-wash procedure with the help of caustic is used for the removal of sulphur. Subsequently, after the pre-wash, both air and caustic are directly inserted into the feedstock, leading to the fixed-bed reactor unit.
As the assortment passes into the reactor unit, it is unmasked by activated charcoal, encompassing the catalyst for the Merox process. The charcoal assists in extending the catalyst's life by means of absorbing “phenols, naphthenic acids, and other contaminants” that might cause damage to the catalyst.
The treating mixt along with caustic, as well as air oozes via the fixed-bed unit where revelation to the catalyst directly alters the mercaptans into disulphides. Here, it is important to note that these altered disulphides are insoluble in caustic but are dissoluble in the hydrocarbon fuels. They endure with the hydrocarbon fuels during the course of the sweetening procedure, and consequently, will be eradicated in the process downstream if it is deemed necessary.
The afresh solution after the sweetening process pipes out from the fixed bed reactor’s bottom into a caustic settling tank. The caustic is then propelled out of the settling tank’s bottom for reuse purposes in the Merox process, while sweetened hydrocarbons are driven to a water-wash vessel for the elimination of any remaining caustic. The water-wash phase is normally a batch reaction; where levels of pH are controlled to regulate the quantity of caustic to be carried over, as well as fresh water to be added in the process.
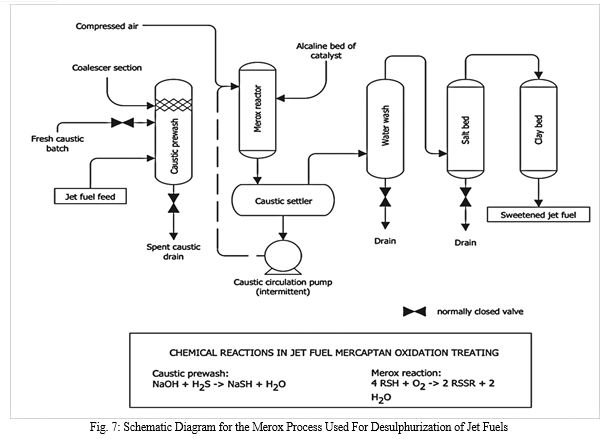
A salt bed unit succeeding the water wash is opted for the elimination of any remaining moisture, pH levels must be monitored on the drain attached to the salt bed for checking if caustic carrying over can still endure as a concern. The final treatment in the Merox sweetening is the clay filtration, requiring a filtration bed made of clay, where clay absorbs “oil-soluble surfactants, corrosion inhibitors, and other final contaminants in the sweetened fuel”.
A mixed-bed reactor is a necessity to sustain the smooth working of the sweetening procedure in the intermittent regeneration phase of the activated charcoal as well as the catalyst inside the unit. A hot water wash (at approx. 190ºF) is incorporated to unclog the pores inside the charcoal to disclose the catalyst. The remaining caustic maintains a pH level well above neutral throughout the water wash, which continues till the effluent water reaches an 8–9 pH level. The hot water wash is followed by a separate acetic acid wash, where the acid eliminates any surplus salts stuck inside the charcoal. The pH levels of effluent water are subsequently then examined till the pH level drops < 6.5. At this point in the procedure, a fresh catalyst would be added to the unit’s bed, proceeding with the reinitiating of the Merox process. The figure below explains a schematic diagram for the Merox process used for the desulphurization of jet fuels.
4. Blending Process
Modern refineries processing aviation fuels, including jet fuels, are using a blending process with the Merox process by means of hydroprocessing in place of the oxidation process to improve the efficiency of the desulphurization. The blending of the Merox process with hydroprocessing in place of oxidation or clay filtration results in jet fuels that contain even low-sulphur content and match the current requirements of jet fuel usage (Chevron, 2007).
Conclusion
This present study purported to develop a deep understanding of the processes involved in the purification of jet fuels. Jet fuel is the energy source of the aviation industry that powers military and commercial flights and jets used for travelling and other purposes. As suggested, jet fuel, though an imperative source of powerhouse for the aviation industry that has helped the industry to prosper and skyrocket its success, has a few limitations that need to be addressed. The foremost is the high quantities of sulphur present in the jet fuels and other petroleum derivatives, which not only decrease the efficiency of these said fuels and petroleum products but also impact disastrously on the environment. The consumption of jet fuel, as well as petroleum products, releases sulphur into the atmosphere in a gaseous form that has been seen as an alarming stage owing to the increased environmental pollution and health hazards caused by it. The growing environmental concerns and the need for more efficient techniques to produce jet fuel have led to the adoption of desulphurization processes that aim to reduce the sulphur content in such fuels and produce low-sulphur fuels for consumption. Though desulphurization has been a useful technique for ages, it has witnessed tremendous changes and evolution. Initially being practiced with the help of the process of hydrodesulphurization; a procedure of reducing sulphur content from fuels, crude oil, and other petroleum products through a series of catalytic chemical reactions resulting in the integration of hydrogen atoms in the treating fuel. The process of hydrodesulphurization was made successful by the elimination of hydrogen sulphide gas from the treating product, rendering the end product with low sulphur content. Despite the successful desulphurization with the hydrodesulphurization process, the process was deemed to be less effective and costly; moreover, it was unable to eliminate sulphur from the fuels with heavier hydrocarbons, for instance, jet fuel. Therefore, there was an urgent need for other processes or approaches to eliminate surplus sulphur from fuels and their derivatives. Thus, a new method designated the Merox process was proposed, which is an effective method of removing sulphur from jet fuels, gasoline, crude oil, and other petroleum derivatives, making it extremely useful for the petroleum and aviation industries. The Merox process, also identified as the mercaptans oxidation procedure, was a fresh technique that was more convenient and efficient than the traditional hydrodesulphurization procedure in reducing the sulphur composite from heavier hydrocarbon products, such as jet fuels, diesel, kerosene, LPG, etc. The Merox process, as explained above, uses an alkaline environment for treating the high sulphur content products with the help of Merox catalysts in an operative unit reactor. The different types of reactors along with the different compositions of products needed for desulphurization gave rise to different types of Merox processes. These Merox processes explained and studied in detail in the current study are; “Fixed-Bed Merox Sweetening (Traditional Method); Fixed-Bed Sweetening Process (the Minalk Process); Caustic-Free Merox process; and Liquid-Liquid Merox Sweetening Process”. Apart from this, the present study also explained the detailed process of jet fuel production by means of the purification process conducted through the Merox method, which entailed details of the three pertinent phases of the method. The process of purification or desulphurization of jet fuel is initiated with the extraction phase that takes place in the extractor unit aimed at altering mercaptans into disulphides in the treating feedstock. After the extraction, the phase of regeneration takes place, which is primarily the stage of oxidation that signifies the treating of the caustic solution, comprising of the altering of mercaptans in solution to organic disulphides, which is then transferred to the next unit known as the Merox sweetening process. It is where the Merox process comes to an end, by completing the process with filtration conducted through clay filtration and subsequently water-washing and drying the end product, which is consequently the fuel with low sulphur content, completing the process of desulphurization.
References
[1] Ahmed, F. and Fakhruddin, A. (2018). A Review on Environmental Contamination of Petroleum Hydrocarbons and its Biodegradation. International Journal of Environmental Sciences & Natural Resources, [online] 11(3). Available at: https://juniperpublishers.com/ijesnr/pdf/IJESNR.MS.ID.555811.pdf. [2] Apte, U. (2014). Jet Fuels. Encyclopedia of Toxicology, 3, 7–8. https://doi.org/10.1016/b978-0-12-386454-3.00325-0 [3] Budukva, S. V., Eletskii, P. M., Zaikina, O. O., Sosnin, G. A., & Yakovlev, V. A. (2019). Secondary Middle Distillates and Their Processing (Review). Petroleum Chemistry, 59(9), 941–955. https://doi.org/10.1134/s0965544119090044 [4] Chevron. (2007). Aviation Fuels Technical Review Aviation Fuels Technical Review | Chevron Products Company. https://www.chevron.com/-/media/chevron/operations/documents/aviation-tech-review.pdf [5] Dehghan, R., Anbia, M., 2017. Zeolites for adsorptive desulphurization from fuels: A review. Fuel Process. Technol. 167, 99–116. https://doi.org/10.1016/j.fuproc.2017. 06.015 [6] Denchak, M. (2018). Fossil Fuels: The Dirty Facts. [online] NRDC. Available at: https://www.nrdc.org/stories/fossil-fuels-dirty-facts. [7] Dizaji, A.K., Mortaheb, H.R., Mokhtarani, B., 2018. Complete oxidative desulphurization using graphene oxide-based phosphomolybdic acid catalyst: Process optimization by two phase mass balance approach. Chem. Eng. J. 335, 362–372. https://doi.org/10. 1016/j.cej.2017.10.129. [8] Ferdous, D., Dalai, A.K. and Adjaye, J. (2005). Hydrodenitrogenation and Hydrodesulphurization of Heavy Gas Oil Using NiMo/Al2O3 Catalyst Containing Boron:? Experimental and Kinetic Studies. Industrial & Engineering Chemistry Research, 45(2), pp.544–552. [9] Ghanbarabadi, H. and Khoshandam, B. (2015). Simulation and comparison of Sulfinol solvent performance with Amine solvents in removing sulphur compounds and acid gases from natural sour gas. Journal of Natural Gas Science and Engineering, 22, pp.415–420. [10] Huang, T., Peng, Q., Shi, W., Xu, J., Fan, Y., 2018. An anionic surfactant-assisted equilibrium adsorption method to prepare highly dispersed Fe-promoted Ni/Al2O3 catalysts for highly selective mercaptan removal. Appl. Catal. B Environ. 230, 154–164. https://doi.org/10.1016/j.apcatb.2018.02.053 [11] Imani Moqadam, S. and Mahmoudi, M. (2013). Advent of Nanocatalysts in Hydrotreating Process: Benefits and Developments. American Journal of Oil and Chemical Technologies, 1(2). [12] Kowsari, E. (2013). Recent Advances in the Science and Technology of Desulphurization of Diesel Fuel Using Ionic Liquids. In www.intechopen.com. IntechOpen. https://www.intechopen.com/chapters/39075 [13] Kulsing, Chadin; Rawson, Paul M.; Webster, Renee L.; Evans, David John; Marriott, Philip John (2017). Group type analysis of hydrocarbons and sulphur compounds in thermally stressed Merox jet fuel samples. Energy & Fuels, (), acs.energyfuels.7b01119–. doi:10.1021/acs.energyfuels.7b01119. [14] Lee, I. C.; Ubanyionwu, H. C., Determination of sulphur contaminants in military jet 494 fuels. Fuel 2008, 87, (3), 312–318. [15] Lee, W. C., Ohshiro, T., Matsubara, T., Izumi, Y., & Tanokura, M. (2006). Crystal structure and desulphurization mechanism of 2’-hydroxybiphenyl-2-sulfinic acid desulfinase. The Journal of Biological Chemistry, 281(43), 32534–32539. https://doi.org/10.1074/jbc.M602974200 [16] Limkar, G. (2004). UOP Merox chapter. In HANDBOOK OF PETROLEUM REFINING PROCESSES. The McGraw-Hill Companies. https://www.academia.edu/17406134/UOP_Merox_chapter [17] Lott, M.C.; Pye, S.; Dodds, P.E. (2017).Quantifying the co-impacts of energy sector decarbonisation on outdoor air pollution in the United Kingdom. Energy Policy. 101, 42–51 [18] Meyers, R.A. (2016). Handbook of petroleum refining processes. McGraw-Hill Education, New York [19] Motahari, K., Abdollahi-Moghaddam, M., & Rashidi, A. (2020). Mechanism study and determination kinetic of catalytic oxidation of mercaptans in Merox process. South African Journal of Chemical Engineering, 33, 116–124. https://doi.org/10.1016/j.sajce.2020.06.003 [20] Mochida, I. and Choi, K.-H. (2004). An Overview of Hydrodesulphurization and Hydrodenitrogenation. Journal of the Japan Petroleum Institute, 47(3), pp.145–163. [21] Pathak, C. and Mandalia, H.C. (2012). (PDF) Petroleum Industries: Environmental Pollution Effects, Management and Treatment Methods. [online] ResearchGate. Available at: https://www.researchgate.net/publication/229103557_Petroleum_Industries_Environmental_Pollution_Effects_Management_and_Treatment_Methods. [22] Press Trust of India (2020). Air pollution from fossil fuels costs India $150 bn annually, 5% of GDP. Business Standard India. [online] 12 Feb. Available at:https://www.business-standard.com/article/pti-stories/air-pollution-from-fossil-fuels-costs-india-usd-150-billion-annually-report-120021201569_1.html. [23] Radchenko, E. D., Khavkin, V. A., Kurganov, V. M., Gulyaeva, L. A., & Laz’yan, N. G. (1993). Hydrogenation processes in jet fuel production. Chemistry and Technology of Fuels and Oils, 29(9), 459–463. https://doi.org/10.1007/bf00723201 [24] Rang, H., Kann, J., & Oja, V. (2006). Advances in desulphurization research of liquid fuel. Oil Shale, 23(2), 164-176. [25] Rawson, Paul M.; Stansfield, Christy-Anne; Webster, Renée L.; Evans, David (2015). Re-addition of antioxidant to aged MEROX and hydroprocessed jet fuels. Fuel, 139(), 652–658. doi:10.1016/j.fuel.2014.09.048 [26] Shafiq, I., Shafique, S., Akhter, P., Yang, W. and Hussain, M. (2020). Recent developments in alumina supported hydrodesulphurization catalysts for the production of sulphur-free refinery products: A technical review. Catalysis Reviews, 64(1), pp.1–86. [27] Speight, J.G.; Arjoon, K.K. Bioremediation of Petroleum and Petroleum Products; Scrivener Publishing: Salem, MA, USA, 2012. [28] Stanislaus, A., Marafi, A., & Rana, M. S. (2010). Recent advances in the science and technology of ultra low sulphur diesel (ULSD) production. Catalysis Today, 153(1-2), 1–68. https://doi.org/10.1016/j.cattod.2010.05.011 [29] Sullivan D. (2004). The Role of the Merox Process in the Era of Ultra Low Sulphur - Uop. Yumpu.com. https://www.yumpu.com/en/document/view/3457368/the-role-of-the-merox-process-in-the-era-of-ultra-low-sulphur-uop [30] Yang, Y., Kadam, V.D. and You, J. (2022). Thiophenes and Their Benzo Derivatives: Reactivity. Comprehensive Heterocyclic Chemistry IV, pp.460–518. [31] Yousif K. Kharaka and James K. Otton (2003). Environmental Impacts of Petroleum Production: Initial Results from the Osage-Skiatook Petroleum Environmental Research Sites, Osage County, Oklahoma Water-Resources Investigations Report 03-4260. [online] Available at: https://pubs.usgs.gov/wri/wri03-4260/pdf/WRIR03-4260.pdf [32] White RD. Refining and blending of aviation turbine fuels. Drug Chem Toxicol 1999;22:143–53.
Copyright
Copyright © 2022 Nitin S. Kolhe, Fayzan Syed, Shekhar Yadav, Kuldeep Yele. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET44787
Publish Date : 2022-06-23
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online