

Ijraset Journal For Research in Applied Science and Engineering Technology
Development Design of Amine Sweetening Unit Plant of Natural Gas
Authors: Nnadikwe Johnson, Wopara Onuoha FIdelis, Onyewudiala Ibeawuchi Julius, Udechukwu Mathew Chidubem, Ewelike Asterius Dozie
DOI Link: https://doi.org/10.22214/ijraset.2022.46548
Certificate: View Certificate
Abstract
In addition to reduced equipment sizes, lower circulation rates, and greater overall amine concentration, selective amines have become more popular for gas sweetening. Selective amines absorb H2S from CO2 through thermodynamic or kinetic processes. Selective amine mixtures may enable a small quantity of CO2 to remain in the treated gas. Plant capacity margins for selective amine units are frequently small. Increasing the acid gas concentration or throughput might result in sweet gas that does not fulfill CO2 specifications. Increasing the amine concentration, employing combinations of amines, and altering the lean amine temperature were explored since adding new equipment may be costly. Compared to increasing reboiler or pumping capacity, these factors need little or no extra capital.
Introduction
I. INTRODUCTION
The literature has extensively explored amine unit optimization. Selection of amines (Polasek and Bullin, 1984), plant configuration (Polasek et al., 1983), and amine-water or other physical solvent mixes (Polasek et al. 1992; Okimoto, 1993). The authors acknowledge the value of preferential amines in the gas sweetening sector.
Selective amines prefer H2S over CO2. Many writers believe that this preference arises from variations in solubility, reaction speeds, or both (Barth et al., 1981, Cornelissen, 1982, and Danckwerts, 1979). The rate of reaction for CO2 reduces with substitution on the nitrogen group, therefore primary amines react quicker than secondary and tertiary amines (Bullin et al., 1982). Because H2S reacts so quickly, equilibrium is essentially attained for all amines. Primary amines are too rapid for selective commercial sweetening units; nevertheless, secondary and tertiary amine selective units are commonly constructed to harness this potential.
The introduction of selective amine treatment units increased plant efficiency. The industry embraced this new technology quickly due to its economic benefits. In normal operation, methanolamine (MEA) and diglycolamine (DGA) absorb CO2 as fully as H2S. Dietertiary amines such as DEA, DIPA, and MDEA are selective amines best used at high pressure (> 300 psi, 20 kPa). To increase selectivity using selective amines, researchers examined low molecular weight sterically hindered amines with selectivity comparable to MDEA (Sartori and Savage, 1983).
Selective amines allow for smaller equipment and circulation rates. Denny Law (1994) recently reported how employing MDEA mixes reduced the predicted tray count for an acid gas standard. The CO2 absorption by extra trays may actually raise H2S content in the sweetened gas Adding stages seems to increase CO2 absorption, displacing H2S. Because selective amines have lower reaction temperatures than non-selective amines, regeneration takes less energy and smaller reboilers. Selective amines seldom create caustic salts.
The use of selective amines, particularly MDEA, has spawned a new industry of "specialty" amines. Companies including BASF, Dow, Huntsman Chemical, Shell, and Union Carbide produce MDEA-based specialized amines to boost or "customize" the amine's sweetening capabilities. Shell combines sulfolane with MDEA or DIPA to generate Sulfinol, which enhances mercaptan and COS removal (Okimoto, 1993). Increasing the performance of these "specialized" amine units has been documented. Huffmaster and Nasir (1995) compare circulation rate and steam usage in amine and Sulfinol plants.
Numerous seminars and articles have addressed amine unit efficiency. Keller et al. (1995) report an industry conference that reviewed amine process operations, issues, and solutions.
This study found that amine losses, solution contamination, and off-spec products were the main causes of inefficient units. Surprisingly, the amine type had no effect on efficiency or operability of MEA, DEA, and MDEA units.
Abry and Dupart (1995) provide great advice for improving amine plants using historical data. According to the authors, this process knowledge helps regulate and avoid disturbances. Away from design circumstances, the authors explain how this plant data may be utilized to improve the facility's performance. The optimization in this reference used a lower intake gas flow rate with the same acid gas content. With larger concentrations of acid gas components, their analysis proved impractical and maybe unduly optimistic.
Concerned about amine unit efficiency, most current work discusses employing plant data or proprietary "specialty" amines. This is incredibly helpful yet incomplete information. Few recent research discuss process simulators in amine unit optimization. This is concerning as amine sweetening simulations get more accurate. Engineers may utilize these technologies to identify optimal plant operating parameters. An optimization study may look at alternate amines, amine mixes, absorber equilibrium phases, or regenerator reboiler duties. In an active facility, acquiring plant data for different amines or equilibrium phases is difficult. But process simulation can readily study these situations.
This research uses the TSWEET® process simulator. This program's accuracy has been shown for single amines (MacKenzie et al., 1987) and amine combinations (Spears et al., 1996). There are two acid gas models: Kent and Eisenberg (1976) and NRTL (Chen and Evans, 1986). All simulations and computations in this work employed the NRTL model. Other sites provide details on the program's calculations (Bullin et al., 1981).
II. AMINE UNIT BASIC OPERATION
Although there are several amines and amine sweetening plant combinations, the basic mechanism is almost universal. To save money, several sophisticated facilities use series and parallel layouts.
Figure 1 shows a basic amine treatment plant. In the absorber, sour gas meets lean amine solution moving down the column. The amine solution absorbs the H2S and CO2 from the acid gas, while the sweet gas exits for processing. The rich amine is transported to a flash tank, where absorbed hydrocarbons vaporize. The lean/rich exchanger heats the rich amine to 377.7K (220°F). It is then stripped at low pressure to remove dissolved hydrocarbons and some water. The energy necessary to remove the amine is the total of sensible heat, absorption, and latent heats. Optimal stripping requires high pressure stripping columns to raise the reboiler temperature (Kohl and Riesenfeld, 1985). But do not surpass the amine decomposition temperature. The stripped or lean amine is returned to the lean/rich exchanger to cool. A pump raises the pressure over the absorber column. A heat exchanger then cools the lean solution before returning it to the absorber. The incoming lean amine is generally 322.2K (120°F).
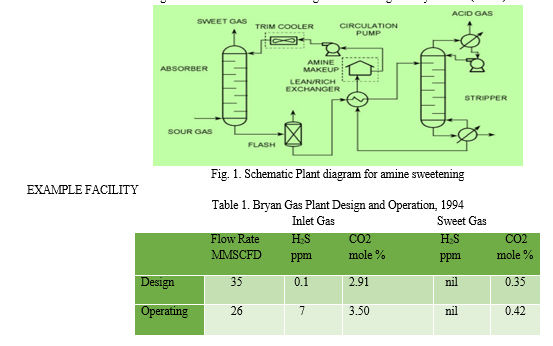
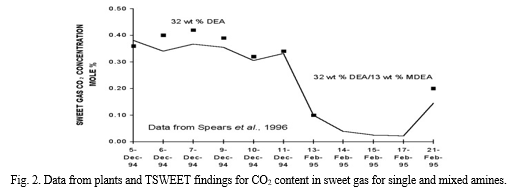
Table 1 displays the facility's design and current operating characteristics. The operators were worried that the sweet gas exceeded CO2 specifications, so they made alterations. Spears et al. (1996) explain the facility and how the process simulator TSWEET fits the plant data for DEA and MDEA/DEA. 0.35% CO2 is the design parameter. Figure 2 compares simulation results to plant data for a 32 wt% DEA solution and a 32 wt% DEA/13 wt% MDEA combination. This value provides a benchmark for simulation accuracy.
The simulator was used to study amine concentration, mixed amine system, and lean amine temperature. These variables may be changed without adding new equipment or increasing current equipment. If the facility is presently at capacity, raising circulation rates, stripping steam, or the number of equilibrium stages may need capital expenditure.
Bullin et al. (1989) address MDEA CO2 removal temperature. This study examines a low and high CO2 intake gas stream. Boosting the trim cooler temperature from 311 to 328K (100 to 130°F) enhanced CO2 absorption in both situations. As the solubility decreases, the amount of CO2 absorbed decreases. It seems that the maximum temperature is dependent on amine concentration, incoming acid gas concentration, and contactor acid gas absorption. Sadly, no comparable statistics were available at the time.
The sample facility detailed here is not indicative of general circumstances, since there is no such thing as a "general case" in gas processing. Each instance must be evaluated individually owing to the diverse circumstances and needs of gas processing plants. Engineers cannot control certain factors like incoming gas flow rate and composition. Moreover, each sweetening unit's goal may vary depending on the final destination of the sweetened gas. A facility's incoming gas composition and flow rate may be same. One facility may be able to sneak as much CO2 as feasible whereas another may have rigorous CO2 concentration limits. H2S must be accomplished in any instance. Each of these equipment should be developed differently to maximize the goal.
A. Concentration of Amine
The amine concentration may be increased easily. However, rust makes this impractical. Due to high primary and secondary amine concentrations, the lean/rich exchanger and reboiler suffer from significant corrosion. Figure 3 displays CO2 and H2S concentrations as a function of amine weight percent. The process variables DEA, DIPA, and MDEA were kept constant.
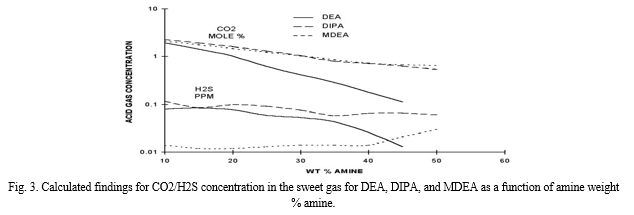
With rising DEA content, CO2 and H2S concentrations declined. With rising amine concentrations, CO2 concentrations declined while H2S concentrations remained stable. The extra CO2 these amines absorb tends to displace the H2S. For all amines examined, the H2S content was well within specification.
According to Figure 3, DEA at 40% or more is necessary to remove the acid gas. At such concentration, DEA tends to take up a lot of acid vapors, potentially caustic. Increasing the amine concentration is not an option here.
B. Mixtures of Amine
Since increasing concentration of a single amine could not fulfill the CO2 standard, amine combinations were investigated. A 30 wt% DEA solution is shown in Figure 4 with the CO2 content in the sweet gas changing when MDEA is added. H2S concentrations were significantly below specification. All other process variables were kept constant. Because MDEA is less corrosive than DEA, larger amine concentrations may be employed. The facility met specification with 5% MDEA; 10% MDEA provided a safety buffer. It may seem counterintuitive to add an amine renowned for sliding CO2 to boost CO2 pickup. However, adding MDEA raises overall amine levels.
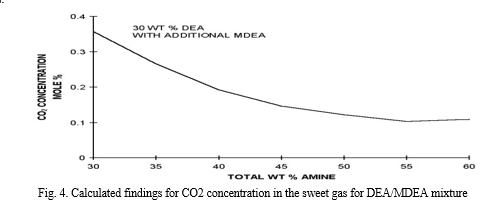
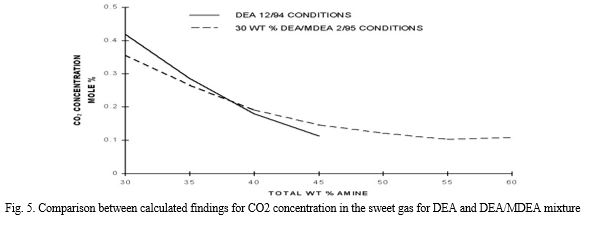
Figure 5 shows the concentration of CO2 in DEA and DEA/MDEA mixtures. Assumed 12/94 input circumstances for DEA; dashed line 2/95 input conditions. The slope of the pure DEA line is larger than the slope of the MDEA/DEA combination, indicating that DEA alone has a stronger propensity to absorb CO2. Using MDEA enhances amine concentration and reduces heat of absorption while being less corrosive.
C. Temperature of Trim Cooler
Use thermodynamic equilibrium and kinetic absorption competition to sweeten selected amines. The temperature of the lean amine seems to affect CO2 absorption. This may be critical for eliminating CO2 from the intake stream. Figure 6 depicts the Bryan gas plant data as a function of lean amine temperature.
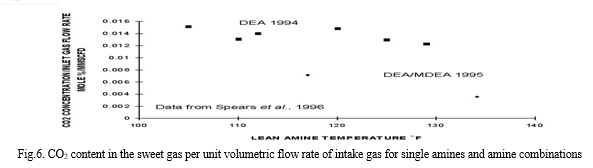
So, for a given volume of intake gas flow rate, Figure 6 depicts CO2 concentration in the sweet gas per volume inlet gas flow rate. Data shows that trim cooler temperature affects selective amine CO2 absorption. Also, at 314-331K (105-135°F) temperatures, the CO2 content in the sweet gas falls as the lean temperature rises. To test how lean amine temperature influences CO2 composition in sweet gas, the simulator kept all other process variables constant. Adjustments are made to duty in the lean amine cooler, as well as amine and water makeup.
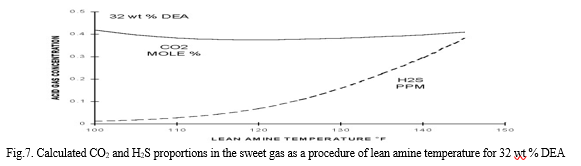
On the other hand, DEA (32 wt%) has a higher acid gas concentration in the sweet gas (Figure 7). Due to diminishing solubility, the concentration of H2S grows monotonically with colder temperature. The H2S specification is met at 336K (145°F) lean amine temperatures. The sweet gas CO2 concentration is lowest at 322K (120°F) lean amine temperature. The kinetic effect increases with temperature, while solubility decreases. After a certain temperature, solubility trumps kinetics. Notably, the CO2 concentration never falls below 0.35 mole percent.
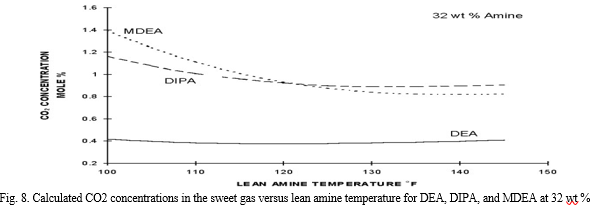
From 311 to 336K (100-145°F), Figure 8 shows the comparison of DEA, DIPA, and MDEA at 32 wt%. Dat DIPA and MDEA are more selective or kinetically regulated than DEA. From 311 to 327K (100 to 130°F), MDEA exhibits a 40% reduction in CO2 concentration. Notably, the 32 wt% DIPA and MDEA cross at 322K (120°F). DIPA absorbs more CO2 than MDEA at lower temperatures but less at higher temperatures. Nevertheless, neither MDEA nor DIPA at 32 wt% absorb enough CO2.
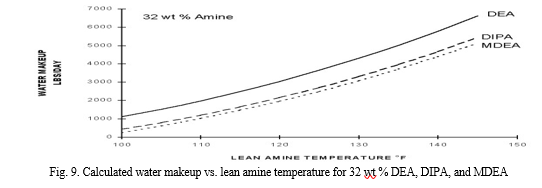
Water and amine losses should rise with lean amine temperature. Amine losses increased from 311 to 333K (100 to 140°F) for DEA, DIPA, and MDEA. Figure 9 shows that water losses rose by a factor of 6. The simulator findings show that most water loss happens in the absorber when the sweet gas departs saturated. Minimal flash tank and stripper losses
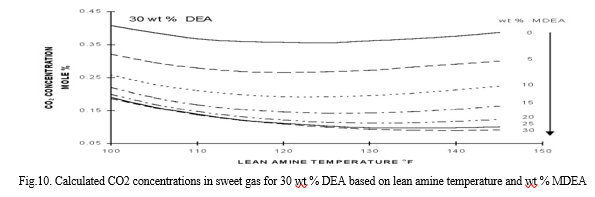
Next, amine mixes and lean amine temperatures were explored. The starting point was 30% DEA. The MDEA concentration was raised to 30% with the same circulation rate. From 311 to 336K (100-145°F), the lean amine temperature. The CO2 concentration in the sweet gas was the main worry as the single amine concentrations met the H2S criteria. Increasing the MDEA concentration in the solution reduces the CO2 content in the sweet gas. Additional MDEA after 25% wt% seems to have minimal impact on CO2 uptake.
Less clear, however, is the influence of wt % MDEA on the minimum CO2 concentration in the sweet gas. The lowest concentration of DEA is at 322K (120°F). The lowest is 319K (115°F) with 5% MDEA. The lowest temperature rises with MDEA content.
This research focused on the influence of lean amine temperature on selective amine CO2 pickup, although the reverse may be investigated. The operator may enhance CO2 slip by lowering the lean amine temperature or precooling the intake gas.
III. GENERAL GUIDELINES
Using the knowledge from this situation, certain generalizations or rules may be made for other institutions. Use the most selective amine (MDEA) at low concentration and flow rate to slip as much CO2 as possible while meeting H2S specifications. Use as few theoretical equilibrium phases and as low a temperature as feasible. Because CO2 absorption is kinetic, reducing contact time and temperature tends to increase CO2 slip. The H2S specification affects solution concentration, flow rate, and equilibrium phases. It also increases H2S solubility. This kind of facility is reasonably stable when the incoming gas composition rises in CO2. Due to the lower heat of absorption and lower circulation rates required by selective amines, non-selective amine facilities tend to be oversized.
If the goal is to reach a specified CO2 standard, the situation becomes more complex. The base or stock answer is the first variable. If the amine is a secondary amine like DEA, it should be concentrated. Ingesting more amine picks up CO2. But watch out for corrosion restrictions. If the unit employs a single amine, an amine mixture may be used to increase the concentration. Adding MDEA raises the amine content and limits corrosion. Due to MDEA's decreased absorption heat, issues with undersized reboilers are uncommon.
If the base or stock solution is MDEA, the only amine combination to select is MEA or DEA. These amines boost CO2 uptake but have greater absorption temperatures and are more corrosive than MDEA. Undersized reboilers may cause issues. Finally, raising the lean amine temperature enhances CO2 pickup, but only to a point. Amount of CO2 uptake and amine concentration affect this temperature. Heat reduces H2S uptake and increases amine and water losses. They must be checked.
IV. ACKNOWLEDGEMENT
Financial support for this study was provided by Kalo Oil & Gas Ltd and Golden Fortitude Oil & Gas. The authors wish to thank Engr. Johnson Nnadikwe for his contributions on preparing the research work.
Conclusion
The ultimate purpose of amine sweetening is to manufacture goods of high quality at low cost. It has created selective absorbents that remove H2S when CO2 is present. Selective amines reduce circulation rates, reboiler sizes, and responsibilities while achieving H2S requirements. Due to changes in intake composition or higher throughput, several operators now exceed the CO2 standard in sweet gas streams. Complying with the process equipment limits is the most economical and desired option. The amine sweetening unit was analyzed using TSWEET for amine concentration, amine mixes, and lean amine temperature. Increasing amine concentration is beneficial if it does not exceed corrosion limitations. It seems that using amine combinations would increase CO2 uptake for DEA and MDEA based solutions. Finally, using selective amines like DEA, DIPA, and MDEA, the lean amine temperature may be changed to reduce CO2 content in the sweet gas. The improvement depends on amine concentration but may reach 20%. As a consequence, lesser H2S collection and greater water losses from the absorber occur. To accomplish the H2S criterion, the engineer should use the most preferential amine at the lowest concentrations and circulation rate feasible. Cold absorber temperatures promote CO2 slip and H2S pickup. The issue becomes more complex if the goal is to reach a specified CO2 concentration. Consider raising the amine concentration or employing amine mixes. It may be necessary to adjust equipment size. Increasing the temperature of the selective amines boosts CO2 pickup. Inlet gas mix and loading affect maximum temperature. Water and amine losses rise with temperature, but H2S uptake decreases.
References
[1] Abry, R.G.F., and M.S. Dupart, \"Amine Plant Troubleshooting and Optimization,\" Hydrocarbon Processing, Vol. 74, (No. 4), p. 41 (April, 1995). [2] Barth, D., C. Tondre, G. Lappai, and J.J. Delpeach, \"Kinetic Study of Carbon Dioxide Reaction and Tertiary Amines in Aqueous Solution,\" Journal of Physical Chemistry, Vol. 85, p. 3660 (1981). [3] Bullin, J.A., J.C., Polasek, and J.W. Holmes, \"Optimization of New and Existing Amine Gas Sweetening Plants by Computer Simulation,\" Proceedings of the 60th GPA Annual Convention, p. 142 (1981). [4] Bullin, J.A., and J.C. Polasek, \"Selective Absorption Using Amines,\" Proceedings of the 61st GPA Annual Convention, p. 86 (1982). [5] Bullin, J.A., J.C. Polasek, and S.T. Donnelly, \"The use of MDEA and Mixtures of Amines for Bulk CO2 Removal,\" Proceedings of the 68th GPA Annual Convention, p. 135 (1989). [6] Chen, C-C., L.B. Evans, \"A Local Composition Model for the Excess Gibbs Energy of Aqueous Electrolyte Systems,\" AIChE Journal, Vol. 32, (No. 3), p. 444 (1986). [7] Cornelissen A.E., \"Simulation of Absorption of H2S and CO2 into Aqueous Alkanolamines,\" Shell Laboratory, p 3.1-3.15 (1982). [8] Danckwerts, P.V., \"The Reaction of CO2 with Ethanolamines,\" Chemical Engineering Science, Vol. 34, p. 443 (1979). [9] Huffmaster, M.A., and P. Nasir, \"Amine and Sulfinol Treating System Optimization,\" Proceedings of the 74th Annual GPA Convention, p. 133 (1995). [10] Keller, A, B. Scott, D. Tunnell, E. Wagner, and M. Zacher, \"How Efficient Are Refinery Amine Units?\" Hydrocarbon Processing, Vol. 74, (No. 4), p. 91 (April, 1995). [11] Kent, R.L., and B. Eisenberg, \"Better Data for Amine Treating,\" Hydrocarbon Processing, Vol. 55, (No. 4), p. 153 (March, 1976). [12] Kohl, A. and F. Riesenfeld, Gas Purification, 4th Ed., Gulf Publishing Company, Houston, Texas (1985). [13] Law D., \"New MDEA Design in Gas Plant Improves Sweetening, Reduces CO2,\" Oil & Gas Journal, Vol. 92, (No 35), p. 83 (August, 1994). [14] MacKenzie, D.H., F.C. Prambil, C.A. Daniels, and J.A. Bullin, \"Design & Operation of a Selective Sweetening Plant Using MDEA,\" Energy Progress, Vol. 7, (No. 1), p. 31 (March, 1987). [15] Okimoto, F. T., \"The Benefits of Selective Gas Treating,\" Proceedings of the 72nd GPA Annual Convention, p. 149 (1993). [16] Polasek, J.C., G. A. Iglexias-Silva, and J. A. Bullin, \"Using Mixed Amine Solutions for Gas Sweetening,\" Proceedings of the 71st GPA Annual Convention, p. 58 (1992). [17] Polasek, J.C., and J.A. Bullin, \"Selecting Amines for Sweetening Units,\" Energy Progress, Vol. 4, (No. 3), p. 146 (September, 1984). [18] Polasek, J.C., J.A. Bullin, and S.T. Donnelly, \"How to Reduce Costs in Amine-Sweetening Units,\" Chemical Engineering Progress, p. 63 (March, 1983). [19] Sartori, G. And D.W. Savage, \"Sterically Hindered Amines for CO2 Removal from Gases,\" Industrial Engineering Chemistry Fundamentals, Vol. 22, p. 239 (1983). [20] Spears, M.L., K. Hagan, J.A. Bullin, and C.J. Michalik, \"Converting to Mixed Amines on the Fly,\" To be presented at the 75th GPA Annual Convention on March 11-13, (1996).
Copyright
Copyright © 2022 Nnadikwe Johnson, Wopara Onuoha FIdelis, Onyewudiala Ibeawuchi Julius, Udechukwu Mathew Chidubem, Ewelike Asterius Dozie. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET46548
Publish Date : 2022-08-30
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online