

Ijraset Journal For Research in Applied Science and Engineering Technology
Effects of Variation in Welding Current During SMAW Process on A36 Mild Steel
Authors: Jobanpreet Singh, Gurpinder Singh
DOI Link: https://doi.org/10.22214/ijraset.2022.46148
Certificate: View Certificate
Abstract
Shied Metal Arc Welding is one of the most important joining processes in the industry. This type of welding is widely used in many areas like from industries to household in joining simple metal piece it mostly used due to its compatibility and cheap equipment’s cost because it due not require gas for shielding and its electrodes are also cheap. There are numerous studies and researches done around the world to understand geometry of SMAW welding under different operating conditions. Experiments are done considering various parameters of welding such as welding current, welding speed, welding voltage, welder skills etc. This helps in better acknowledgement of bead geometry of SMAW welding for maximum enhancement in various industries. in this research paper we have carried out an experiment on bead geometry of SMAW with varying current. After that we calculate the variation on the height of the reinforcement, depth of the penetration, width of the heat affected zone and the welded zone. In the experimental analysis, it is found that all the process parameter’s significantly affect the quality. The results revealed that the use of the optimum welding current parameters resulted in the improvements in the welded joint.
Introduction
I. INTRODUCTION
Shielded metal arc welding (SMAW) also known as manual metal arc welding, flux shielded arc welding or informally as stick welding, is manual arc welding in which a flux coated consumable electrode is used which is most time have same material as of parent metal on which we are doing welding.
It can be used to join carbon steel, tool steel, cast iron, stainless steel. [1, 4.5] Low and high alloy steel etc. Due to its portability and simplicity, it is used in most of the industry’s most of the welder are first trained in SMAW welding so that they can develop skill in welding. It is first introduced by American engineer Charles L. Coffin method that utilized a metal electrode which is further improvised by Arthur Percy Strohmenger and Oscar Kjellberg with first flux coated electrodes the principle of the process is that the melting occurs by a continuous electric arc and joule effect mechanism. An electric current, in the form of either alternating current or direct current from a welding power supply, is used to form an electric arc between the electrode and the metals to be joined. The workpiece and the electrode melts forming a pool of molten metal (weld pool) that cools to form a joint. As the weld [2,3,7] is laid, the flux coating of the electrode disintegrates, giving off the vapors that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric contamination such as unexpected corrosion, welding cracks, porosity, lack of fusion etc.
In SMAW welding the variation of power supply, welding current, electrode, welding speed can result in different results. Welding technology also needs upgrading due toits use of welding applications in different types of industries. In order to constantly produce high quality
Weld, arc welding requires experienced welding personnel at the same time. One reason for this is the need of properly selecting the welding parameters for a given task to provide the best weld quality which can be identified by it’s the correct bead geometry size, [6,8,9] the amount of spatter, technique of filling the bead. Furthermore, the SMAW welding parameters are the most important factors affecting the quality, productivity and cost of welding joints. Weld bead size and bead shape are important considerations for design and manufacturing engineers [10,11] in the fabrication industry. In fact, weld geometry directly affects the complexity of weld procedure and thereby the construction and manufacturing costs of steel structure and mechanical devices. For good penetration and the quality of joints are greatly affected by welding current, welding speed, skilled welder. A lot of research work has been done to find out the most suitable input parameters for desired output of the best weld quality. L. S. Sisira K Weerasekralage investigated
the parameters of weld quality by factors such as harness, toughness, ultimate tensile stress. Munawar investigated that what effects it will make when base metal with heating treatment.
This research aims to study the effects of variation in welding current in SMAW process on welding penetration, heat affected zone, reinforcement, welded metal zone of A36 mild steel widely used bridges, buildings and oil rigs etc.
II. EXPERIMENTAL SETUP
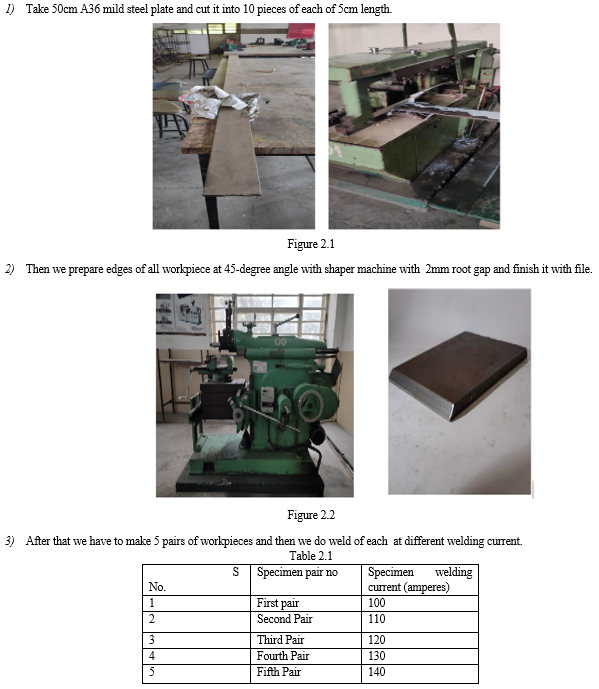
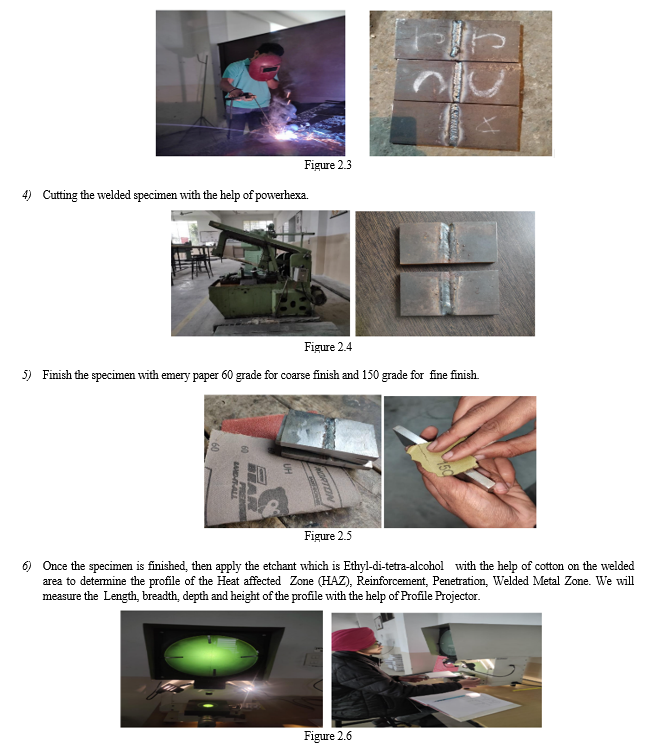
For these experimental studies, we use A36 mild steel with dimension 5cm length x 10cm width x 0.8cm thickness was used as base metal. The electrode used for the welding is AWS6013 having 3.15 x 350mm dimension. Considering the electrode grade, we have to weld the material in between the welding current range 100-140 AMP
III. RESULTS AND DISSCUSSION
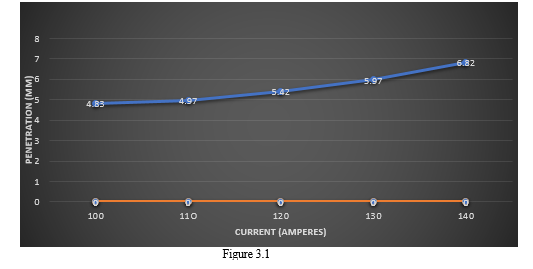
A. The Effects Of Welding Current On Penetration
The effects of welding current on penetration of the A36 m mild steel base metal with 0.8cm thickness in the different parameters. In the Fig. 3.1, the welding parameters such as welding current and arc voltage were varied but the welding speed was fixed. The variation in the depth of the penetration depends on the welding current and arc voltage. When the welding current is increased from 100 amps to 140 amps penetration increase. The most depth penetration was 6.82mm at 140 amps and the lowest penetration depth was 4.83mm at 100 amps.
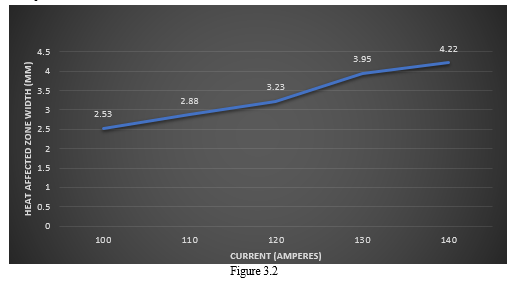
B. The Effects Of Welding Current On Heat Affected Zone (Haz)
The effects of welding current on penetration of the A36 m mild steel base metal with 0.8cm thickness in the different parameters. In the Fig. 3.2, the welding parameters such as welding current and arc voltage were varied but the welding speed was fixed. The variation in the width of the heat affected zone. When the welding current is increased from 100 amps to 140 amps heat affected zone width increases. The most width of heat affected zone 4.22mm at 140 amps and the lowest width of heat affected zone was 2.53mm at 100 amps.
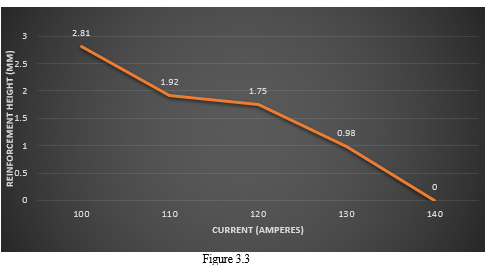
C. The Effects Of Welding Current On The Reinforcement
The effects of welding current on penetration of the A36 m mild steel base metal with 0.8cm thickness in the different parameters. In the Fig.3.3, the welding parameters such as welding current and arc voltage were varied but the welding speed was fixed. The variation in the height of reinforcement depends on the welding current and arc voltage. When the welding current is increased from 100 amps to 140 amps reinforcement decreases. The most height of the reinforcement was 2.81 at 100 amps and the lowest height of reinforcement was undercut means below the normal height of base metal at 140 amps.
D. The Effects Of Welding Current On Welded Metal Zone
The effects of welding current on penetration of the A36 m mild steel base metal with 0.8cm thickness in the different parameters. In the Fig. 3.4, the welding parameters such as welding current and arc voltage were varied but the welding speed was fixed. The variation in the width of welded metal zone depends on the welding current and arc voltage. When the welding current is increased from 100 amps to 140 amps welded metal zone increases. The most width of the welded metal zone was 14.92mm at 140 amps and t he lowest width of the welded metal zone was 13.29 at 100 amps.
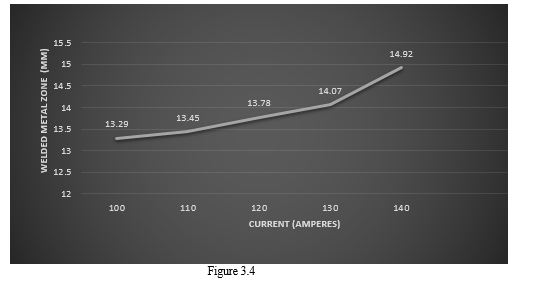
Table 3.1
|
S.no |
Current (Amps) |
Penetration Depth (MM) |
Heat Affected Zone Width (MM) |
Reinforcement Height (MM) |
Welding Metal Zone Width (MM) |
|
1 |
100 |
4.83 |
2.53 |
2.81 |
13.29 |
|
2 |
110 |
4.97 |
2.88 |
1.92 |
13.45 |
|
3 |
120 |
5.42 |
3.23 |
1.75 |
13.78 |
|
4 |
130 |
5.97 |
3.95 |
0.98 |
14.07 |
|
5 |
140 |
6.82 |
4.22 |
Undercut |
14.92 |
Conclusion
In this research we studied the effects of Shielded Metal Arc Welding process with varying welding current on penetration, heat affected zone, welded metal zone, reinforcement on A36 mild steel. The conclusion derived from this work are: 1) The value of depth penetration increased with increasing welding current. The best value of welding current to do welding on A36 mild steel according to the electrode grade was 120 amps because if we choose low value of current which is 100 amps the do not form a proper arc which make improper fusion of electrode and if we choose highest value of current according to the electrode grade which is 140 amps then the electrode heats up too much which can damage base metal structure. 2) The value of height reinforcement decreased with increasing welding current. The best value of welding current to do welding on A36 mild steel according to the electrode grade is 120 amps because if we choose low value of current which is 100 amps then the reinforcement height is maximum which is not good for strength and while fitting and we choose highest value of current according the electrode grade which is 140 amps then the reinforcement value will be in negative which is also not good because then we have to fill that space. 3) The value of width of Heat Affected Zone (HAZ) and Welded Metal Zone increased with increasing welding current. The best value to do welding on A36 mild steel is 120amps according to electrode grade because it is the value in which their normal heat value which is required which do not damage the base metal crystalline structure.
References
[1] Munawar (2018), the effects of shielded metal arc welding (SMAW) on the the mechanical characteristics with heating treatment inn S45c steel. [2] Sugiyono. (2012). Statistic for research, (in Bahasa, original title Statistika Untuk Penelitian). Bandung. Publixher: Alfabeta. [3] W. Richard Polanin (2014). Shielded Metal Arc Welding, Publisher: Goodheart-Willcox company. [4] L.S. Sisira K weerasekralage (2019), Optimization of Shielded Metal Arc Welding (SMAW) process for mild steel. [5] E.J. Barnhouse and J.C. Lippold (1998), microstructure/ property relationships in dissimilar welds between duplex stainless steels and carbon steels. [6] Moh. Dedy Indra Setiawan (2021), Robust Parameters Design of Shielded Metal Arc Welding (SMAW) for optimum tensile strength. [7] Dheerendra Kumar Dwivedi (2021), Arc Welding Processes: Shielded Metal Arc Welding: Welding Current and metal Transfer. [8] Diah Kusuma Pratiwi, Amir Arifin, Reza Andre Suhada (2021) Welding Analysis of Gray Cast Iron ASTM A48 Class 40 Using SMAW. [9] Nut Kaewsakul, Rungsuk Putrontaraj, Kittipong Kimapong (2015), The effects of GMAW parameters on Penetration, Hardness and Microstructure of AS3678-A350 High Strength Steel. [10] Raffaele sepe, Venanzio Giannella, Alessandro Greco, Alessandro De Luca (2021), FME Simulation and Experiment Tests on the SMAW Welding of a Dissimilar T-joint. [11] Mustafa Ozgur Oteyaka, Asli Ergenekon Arslan, Faith Hayati Cakir (2021) Wear and corrosion characterization of AISI 1030, AISI 1040 and AISI 1050 steel coated with Shielded Metal Arc Welding (SMAW) and plasma Transfer Arc (PTA) methods.
Copyright
Copyright © 2022 Jobanpreet Singh, Gurpinder Singh. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET46148
Publish Date : 2022-08-03
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online