

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Analysis on Mechanical Properties with Microstructures on Aluminium alloy 6070 Welds with H14 Steel
Authors: Sai Sandeep Gudala, Uday Kumar Metta, Mahesh Dangeti
DOI Link: https://doi.org/10.22214/ijraset.2024.58017
Certificate: View Certificate
Abstract
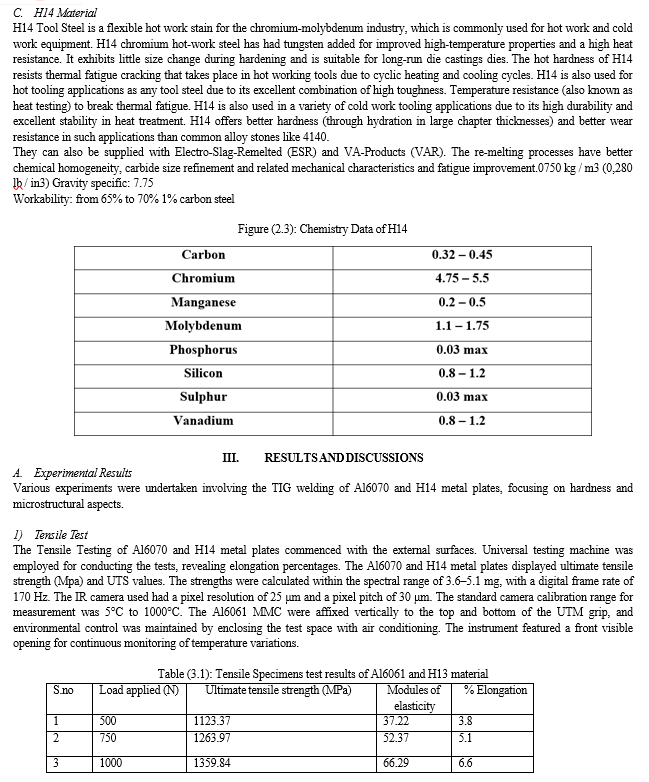
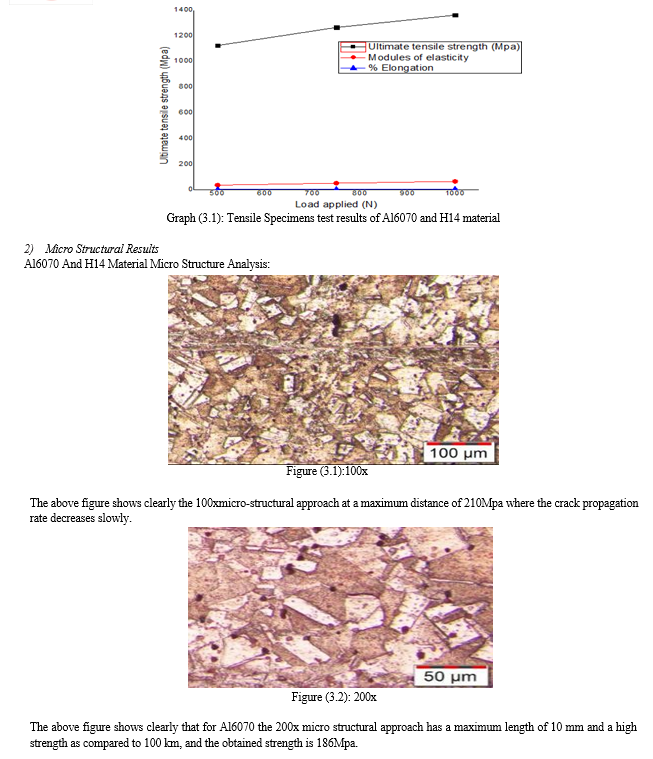
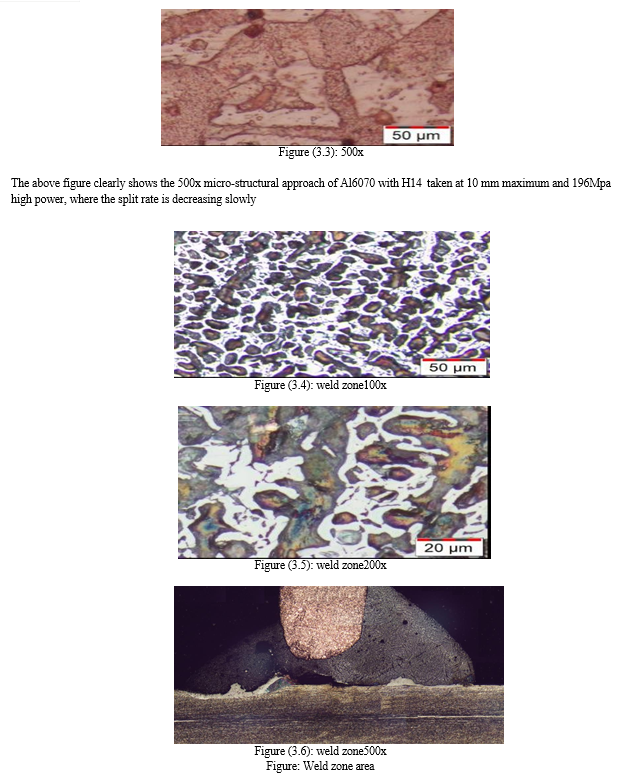
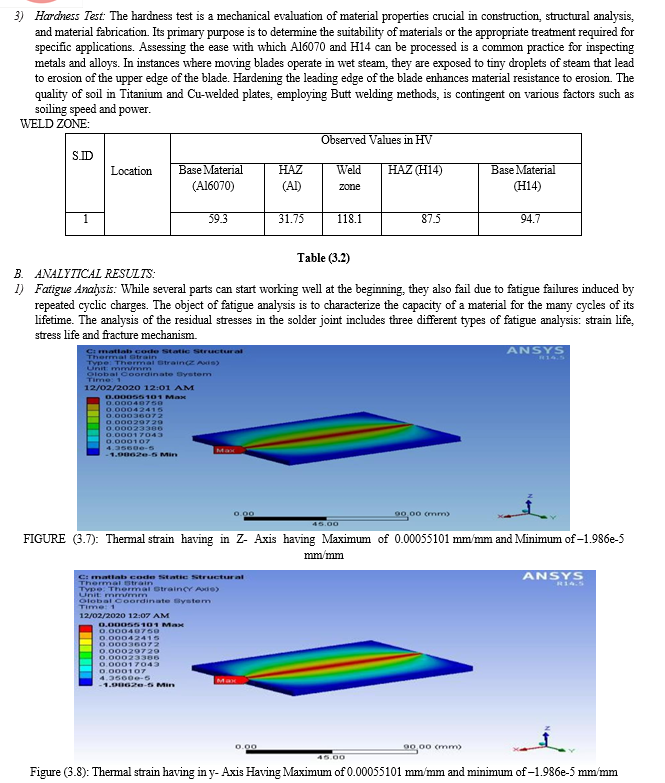
TIG welding stands out as a highly precise and efficient welding technique, proficient in joining both ferrous and non-ferrous metals. This method offers exceptional control, produces minimal fumes and spatter, and results in a clean weld that often requires little to no finishing. The focus of the current research is on determining the optimal combination of welding parameters for TIG welding of Al6070 and H14 materials. The literature survey reveals the inherent difficulty of welding aluminium using conventional arc welding processes. A multitude of welding parameters significantly influences both the quality of the welds and their repeatability. This study systematically investigates various parametric ranges and their effects. The TIG welding setup employed in this specific study will weld 10mm thick Al6070 and H14 plates, adhering to the prescribed welding parameters. The impact of these parameters on the tensile and impact strength of the welding joints, as well as the microstructural characteristics, will be thoroughly analysed.
Introduction
I. INTRODUCTION
Welding represents a lasting joining technique wherein heat and/or pressure is applied to unite diverse ferrous and nonferrous materials, including metals and alloys, at their points of contact. This method is widely employed, particularly in aluminum welding, where alloys are liquefied at the interface to fuse workpieces, resulting in a durable joint upon solidification. To enhance bonding strength, a filler material is frequently introduced, creating a molten weld pool that solidifies to form a robust connection between the materials. The performance of welded materials is contingent upon factors such as the metal's melting point, thermal conductivity, reactivity, thermal expansion, electrical resistance, and surface conditions. As you embark on your welding journey, the wealth of information on this topic can be overwhelming. It's crucial to delve into the diverse forms of welding, each with its unique characteristics. Some techniques are relatively straightforward to grasp, while others may pose more complexity. The aesthetic appeal and ease of post-weld cleaning vary significantly between different welding styles.
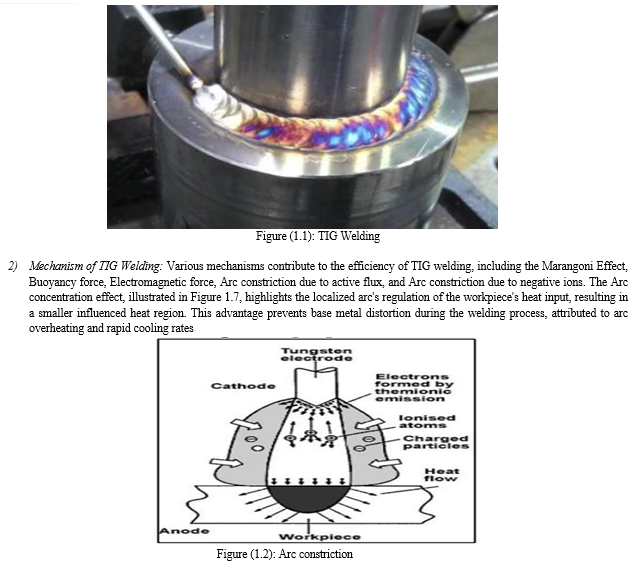
1) TIG Welding: TIG welding stands out as an arc welding method employing a tungsten electrode, which remains non-consumable. The electrode is linked to a vital power source, and a shielding gas, typically Argon or Helium, is often utilized to safeguard the welding surface from the atmosphere. The addition of filler metal is optional and depends on the specific weld type or conditioning welding is particularly valuable for joining challenging materials like aluminium and magnesium. This versatile technique has evolved to encompass various metals such as MS, SS, HSS, etc. Tungsten Inert Gas (TIG) welding ensures high-quality welds, achieved through the heat coalescence generated by an electric arc between the non-consumable tungsten electrode and the metal. Throughout the process, gases are created by heating the workpiece and filler pin to facilitate welding. Helium and argon serve as shielding gases due to their non-reactive nature. These inert gases shield the welding area, preventing dust, minimizing oxidation, facilitating heat transfer during welding, and aiding in the initiation and maintenance of a stable arc, thanks to their low ionization potential.
- TIG welding is known for its remarkable flexibility, although mastering it can be challenging. Lincoln Electric TIG welders are renowned professionals in the field.
- TIG welding demands the use of two hands. One hand feeds the rod, while the other handles the TIG torch, responsible for generating the required heat and arc. This torch is versatile enough to weld a variety of conventional metals, including copper, steel, nickel alloys, cobalt, and titanium alloys.
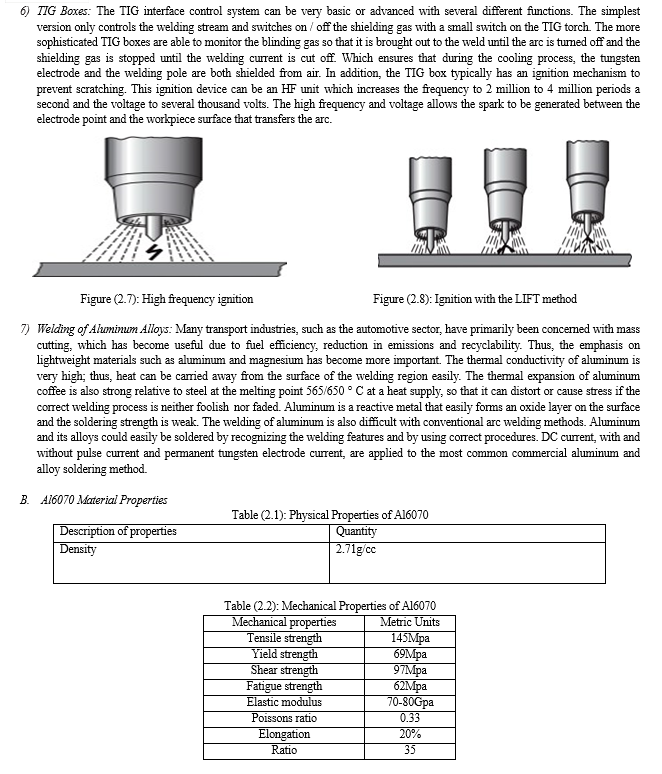
3) TIG Welding Process Parameters: The effect on the weld and its efficiency of the various welding parameters is discussed below. Voltage controls the welding arc length as well as subsequent arc cone diameter and thickness. When voltage increases arc length gets longer (and arc cone wider), even as it reduces, the arc length gets shorter (and arc cone narrower) A high initial voltage allows easy arc initiation and enables greater range of working tip width. Penetration range diminishes as voltage increases. Filler feeding or Filler melt off rate should be kept constant in GTAW welding process since it is manual process. Voltage is a control variable in manual processes as it is very difficult to retain the same arc length continuously during manual process. Hence, GTAW is the output form of constant current (CC).The welding current refers to the amount of heat applied to the welding component and it depends on the welding material, the thickness of the steel, the welding speed and the shield air. The goal is to achieve the necessary penetration of defect-free welds. Current has significant impact on weld bead form, welding velocity and weld efficiency. Most GTAW welds use direct current on the negative electrode (DCEN) (straight polarity), since it provides greater weld penetration depth and faster moving speed than on the positive electrode (DCEP) (reverse polarity).
II. MATERIALS AND METHODS
A In the welding of the Tungsten Inert Gas, an arc between a tungsten electrode and the work piece is carried. This arc and the weld pool are secured from atmospheric pollution by an inert-gas gaseous shield such as argon, helium, or argon-helium blend. Optionally, the filler metal is used according to the welding criteria. This filler metal can be manually or automatically applied irrespective of process forms. The TIG welding process itself may be manual or automatic, depending on the heat dissipation needed, the welding power source provides direct or alternate current. TIG welding produces stronger performance when the components are hard to solder. TIG welding has been used for the production of high quality welding materials with the heat coalescence produced by an electro arc formed between a tungsten electromagnetic electrode and the work component, Helium and argon gas and falls below the best suitability for shielding as it is not chemically reactive.
A. TIG welding Procedures
The acronym TIG is a US tungsten inert gas abbreviation. Tungsten also known as wolfram is a metal with a fusion point of over 33000C, which means that the metals typically sweated more than twice a fusion point. Inert gas is the same as inactive gas, a type of gas that is not expected to interact with other elements. This process in Germany is known as WIG welding, W wolfram. The regional standardized term for this welding technique is TIG welding. This welding method has number in accordance with DS / EN 24063
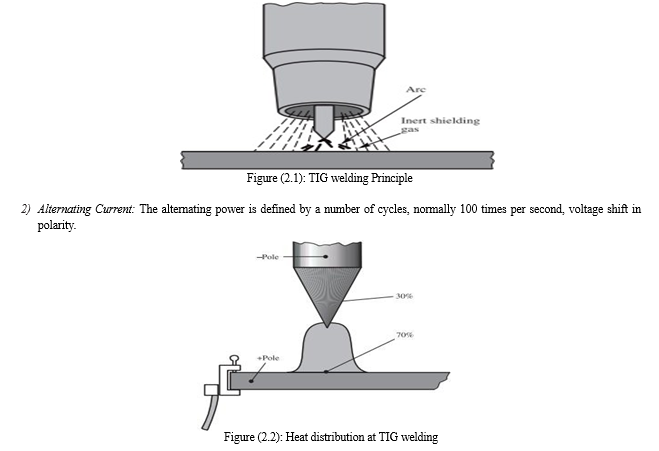
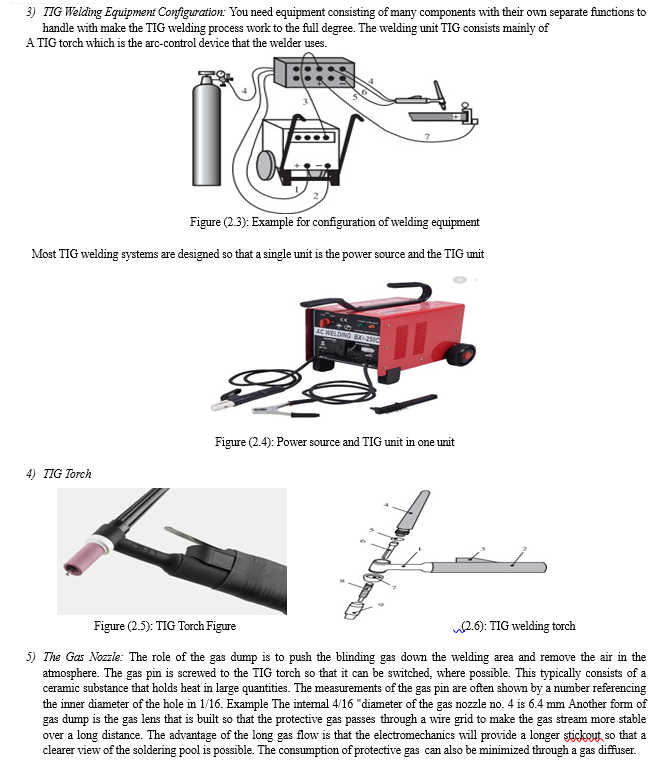
1) The Principle of TIG Welding: TIG welding is a method of electro-arc welding that generates the fusion energy through an electric arc burning between the work piece and the electrode. The electrode, arc and solder pool are shielded by an inert gas during the welding cycle against the harmful effects of ambient air. The gas shielding gas through the gas nozzle leads to the soldering area, where the ambient air substitutes. TIG welding varies in the sense that electrodes like electrodes are not consumed in such procedures as MIG / MAG and MMA from other arc welding methods.
IV. FUTURE SCOPE
Within this study, the TIG welding parameters and their effect on a welded joint are further developed and are useful to understand and select the correct welding parameters. For the highest performance, the impact of the sum of different parameters on the soldering bowl and the solder geometry can be more accurate. Due to its effect on the welding joint and sold quality the behavior of different material parameters may grow into a vast area of research.
Conclusion
The research work has been found in literature for TIG welding of Al 6070 and H14 Materials based on past work the following conclusions are drawn: 1) Welding speed, welding current, welding voltage, electrode diameter and electrode gap, work piece material, shielding gas etc. are important process parameters for TIG welding. 2) Out of the listed parameters welding current, gas flow rate and welding speed play a vital role to perform precise and uniform welding of welded materials. 3) The range and selection of parameters depend upon type of material, strength required and specifications of welding machine used. 4) Welding strength and welding profile is greatly influenced by selection of welding material and welding technique. 5) For better strength and cleanliness in TIG welding of aluminium, AC power source is mostly preferred. 6) Microstructure investigation at different zones of weldment gives an comparative outcome between TIG welding and base material to differentiate the effect of temperature distribution. 7) UTM and Impact Testing Machine can be used for Tensile and Impact testing of TIG welded joints. 8) Welding defects can be eliminated by proper welding precautions and controlling the different welding parameters. 9) Automation of TIG welding process can make it more useful and precise. It can help to achieve faster welding speed less distortion and even thin welding sheets can be easily welded with less skill required.
References
[1] S. Palani PK, Saju M (2013). Optimization of process parameters for TIG welding of Aluminium-65032. International Journal of Engineering Research and Applications, Vol. 3, 230-236. [2] Indira Rani (2012). Effect of Pulsed Current TIG Welding Parameters on Mechanical Properties of J-Joint Strength of AA6351. The International Journal of Engineering and Science (IJES), 1(1), 2319-1805. [3] N Karunakaran, V Balasubramanian (2010). Effect of pulsed current on gas tungsten arc welded Aluminum alloy joints. Journals of Science Direct (SP), 21, 278-286. [4] ST Kumar, V Balasubramanian V, MY Sanavullah (2006). Influences of pulsed current tungsten inert gas welding parameters on the tensile properties of AA 6061 aluminium alloy. Journals of Science Direct (SP), 28, 2080-2092. [5] S Kumar (2010). Experimental investigation on pulsed TIG welding of aluminium plate. Advanced Engineering Technology, 1(2), 200-211. [6] P Kumar, SH Mankar, CK Datta (2011). Process parameters optimization of aluminium alloy 6061 with pulsed Gas tungsten arc welding. International journal of manufacturing technology and industrial engineering, Vol. 2, 49-54. [7] CHEN Yan-bin, MIAO Yu (2008). Joint performance of laser-TIG double-side welded 5A06. Journals of Science Direct (SP), 19, 26- 31. [8] A Kumar, S Sundarrajan (2008). Optimization of pulsed TIG welding process parameters on mechanical properties of AA 5456 Aluminum alloy weldments. Journals of Science Direct (SP), 30, 188-1297.
Copyright
Copyright © 2024 Sai Sandeep Gudala, Uday Kumar Metta, Mahesh Dangeti. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET58017
Publish Date : 2024-01-13
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online