

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Investigation of Face Milling Surface Study on AA1100 by Using VMC
Authors: G Selvakumar , K Santhakumar, S Sanjaikumar, C Selvakumar, S Siranjeevi
DOI Link: https://doi.org/10.22214/ijraset.2022.41929
Certificate: View Certificate
Abstract
Aluminum alloys are extensively used as a main engineering material in various industries such as automotive industries, the mould and die components manufacture and the industry in which weight is the most important factor. Surface roughness is an important measurement of product quality since it greatly influences the performance of mechanical parts as well as production cost. The purpose of this research was to investigate the effect of the main factors of the surface roughness in aluminum semi-solid AA1100 face milling. The results of the research could be applied in the manufacture of automotive components and mold industries. This study was conducted by using computer numerical controlled milling machine with 40-millimeter diameters fine type carbide tool with twin cutting edge. The experimental results were evaluated using Taguchi technique. Machining timing, and Flatness were mainly influenced with feed. MRR was mainly influenced with DOC. Practically minimum flatness error obtained at low speed with maximum feed and depth of cut. During this operation very low surface finish 0.520 µm generally it can achieve cylindrical grinding process.
Introduction
I. INTRODUCTION
A. Milling
Milling is the process of removing metal by feeding the work past a rotating multipoint cutter. In milling operation, the rate of metal removal is rapid as the cutter rotates at a high speed and has many cutting edges. Thus, the jobs are machined at a faster rate than with single point tools and the surface finish is also better due to multipoint cutting edges.
The action of the milling cutter is vastly different from that of a drill or lathe tool. In milling operation, the cutting edge of the cutter is kept continuously in contact with the material being cut. The cuts pick gradually. The cycle of operation to remove the chip produced by each tooth is first a sliding action at the beginning, the cutter meets the metal and then crushing action takes place just after it is leading finally to the cutting actions. The versatility and accuracy of the milling process causes it to be widely used in modern manufacturing.
B. Face Milling
Face milling is a widely used machining operation to produce plane surfaces with defined properties. One important application of face-milled surfaces is their use as seal faces. Here, the surface quality and the edge shape of the workpiece are essential for its functionality. Non-compliance with one of the quality requirements mentioned above can lead to malfunction of a component in operation. In addition to its importance for functionality of part, an unsatisfactory edge shape complicates the manageability of the and can lead to injuries while handling the work pieces.
???????C. Improved Productivity
It is a very complex problem in machining and depends on the machining methods as well as machining factors employed each time. The following factors have significant impact in cutting processes,
- Cutting conditions (cutting speed, feed rate, depth of cut)
- Process kinematics
- Cutting tool form and material
- Mechanical properties of processed material
- Vibrations in the machine tool system
???????D. Experimental Plan
The proposed work approach and methodology has been elaborately shown in the flow chart.
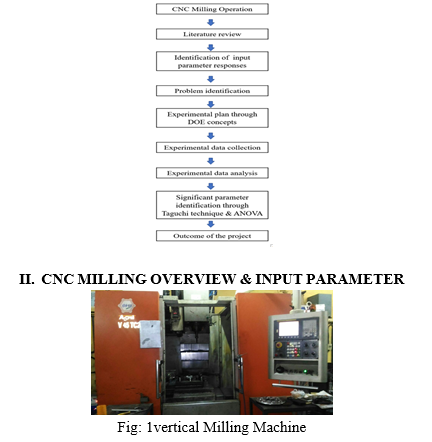
Computer Numerical Control (CNC) Milling is the most common form of CNC. CNC mills can perform the functions of drilling and often turning. CNC Mills are classified according to the number of axes that they possess. Axes are labeled as x and y for horizontal movement, and z for vertical movement, as shown in this view of a manual mill table. A standard manual light-duty mill (such as a Bridgeport™) is typically assumed to have four axes: Table x.
- Table y.
- Table z.
- Milling Head z.
The number of axes of a milling machine is a common subject of casual "shop talk" and is often interpreted in varying ways. We present here what we have seen typically presented by manufacturers. A five-axis CNC milling machine has an extra axis in the form of a horizontal pivot for the milling head, as shown below.
This allows extra flexibility for machining with the end mill at an angle with respect to the table. A six-axis CNC milling machine would have another horizontal pivot for the milling head, this time perpendicular to the fifth axis.
CNC milling machines are traditionally programmed using a set of commands known as G-codes. G-codes represent specific CNC functions in alphanumeric format.
???????A. Experimental Setup
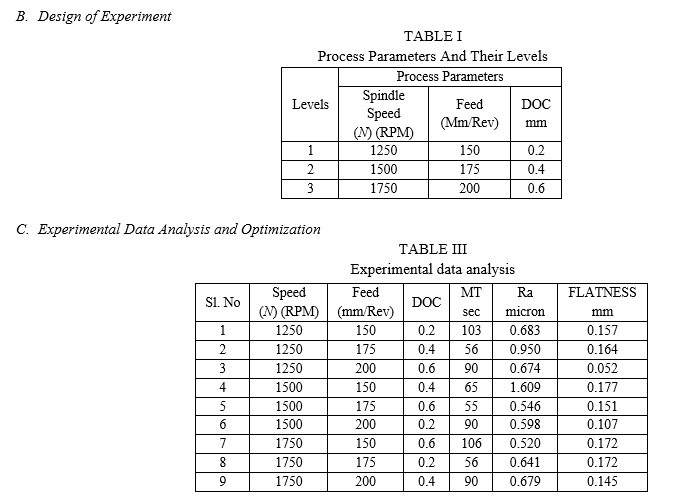
The experiments were conducted based on L9 orthogonal array with respect to full factorial design. The three factors and each three levels with two replicates were considered based on machine tool specifications and tool manufacturer recommendations.
???????B. Machine Specifications
The experiments were conducted on BATLIBOI CHETAK-75MC-VMC fourth axis machining center
???????C. Tool and Insert
The tool diameter is a key factor while calculating the material removal rate. The diameter of tool is considered as 30 mm for this experiment. Tungsten carbide inserts are used for this experimental work
III. MACHINING PARAMETER
A. Taguchi Approach
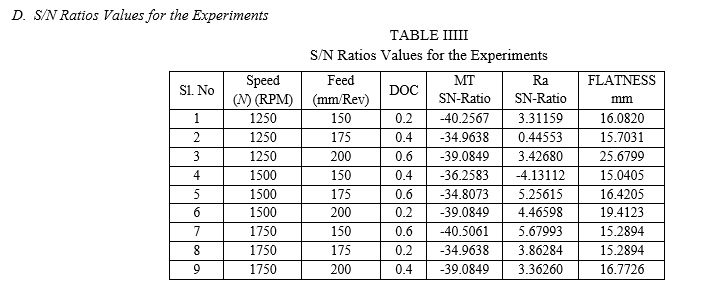
Basically, experimental design methods were developed original fisher. However experimental design methods are too complex and not easy to use. Furthermore, many experiments must be carried out when the number of the process parameters increases, to solve this problem, the Taguchi method uses a special design of orthogonal arrays to study the entire parameter space with a small number of experiments only. The experimental results are then transformed into a signal – to – noise (S/N) ratio to measure the quality characteristics deviating from the desired values. Usually, there are three categories of quality characteristics in the analysis of the S/N ratio, i.e., the – lower – better, the – higher – better, and the – nominal – better. The S/N ratio for each level of process parameter is compared based on the S/N analysis.
???????B. Design of Experiment
 ???????
???????
Conclusion
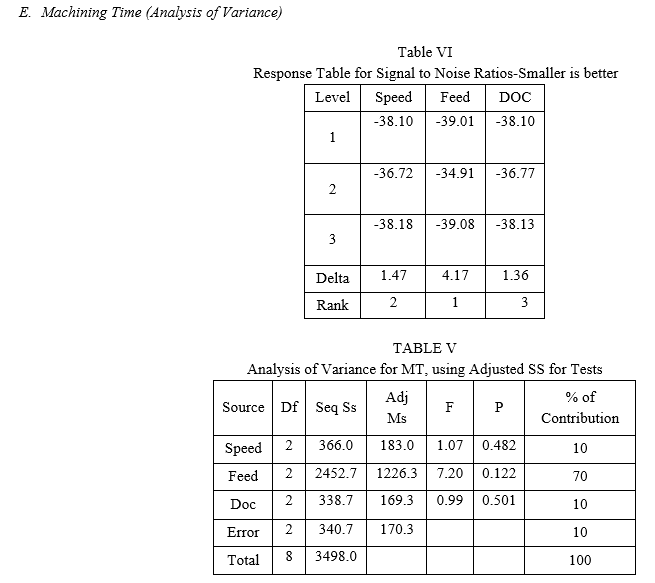
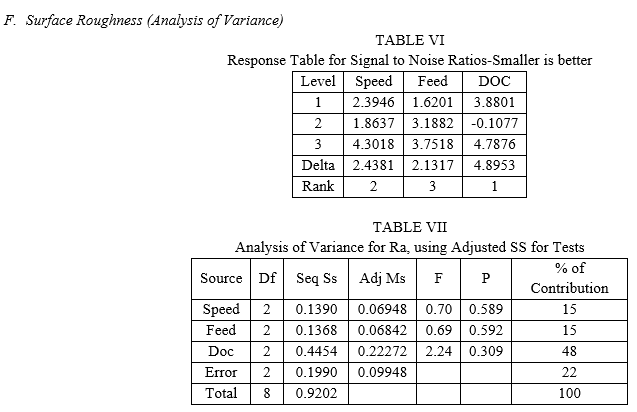
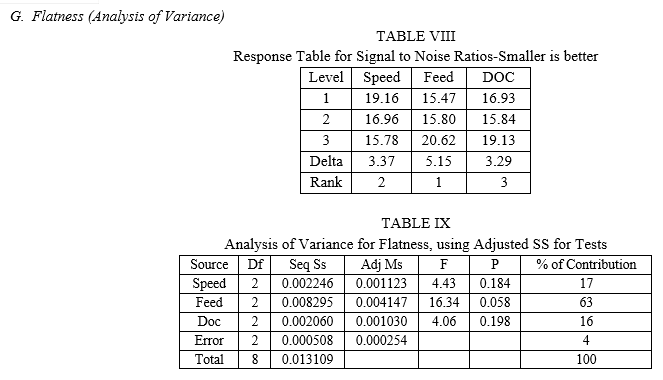
In this study, the Taguchi technique and ANOVA were used to obtain optimal milling parameters of AA1100 under dry conditions. The experimental results were evaluated using ANOVA. The following conclusion can be drawn. In this study, the Taguchi technique and ANOVA were used to obtain optimal parameters in the Milling of steel under dry conditions. The experimental results were evaluated using Taguchi technique. Machining timing, and Flatness were mainly influenced with feed. MRR was mainly influenced with DOC. Practically minimum flatness error obtained at low speed with maximum feed and depth of cut. During this operation very low surface finish 0.520 µm generally it can achieve cylindrical grinding process. The following conclusion can be drawn. A. Optimal Control Factor 1) Surface Roughness-A2 (Speed-1500) B3 (Feed-200mm/min) C1 (DOC-0.20mm) 2) Machining Timing- A2 (Speed-1500) B1 (Feed-150 mm/min) C3 (DOC-0.60mm) 3) Flatness- A2 (Speed-1500) B1 (Feed-150 mm/min) C3 (DOC-0.60mm) B. Percentage of Contribution of Process Parameter 1) Surface Roughness- DOC 48% 2) Machining Timing- Feed-70% 3) Flatness Error- feed-63%
References
[1] Surasit Rawangwonga An Investigation of Optimum Cutting Conditions in Face Milling Aluminum Semi Solid 2024 Using Carbide Tool Energy Procedia 34 (2013) 854 – 862 and ScienceDirect. [2] Jaknarin Chatthonga Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected the Surface Roughness and Tool Wear Energy Procedia 56 (2014) 448 – 457 and ScienceDirect [3] W. Li, Effect Tool Wear during End Milling on the Surface Integrity, and Fatigue Life of Inconel 718 Procedia CIRP 14 (2014) 546 – 551 and ScienceDirect [4] M. S. Sukumar Optimization and Prediction of Parameters in Face Milling of Al-6061 Using Taguchi and ANN Approach Procedia Engineering 97 (2014) 365 – 371 and ScienceDirect. [5] B. C. Routara Roughness modeling and optimization in CNC end milling using response surface method: effect of workpiece material variation Accepted: 12 February 2008 / Published online: 15 March 2008 and Springer [6] Sony Thomas Experimental Investigation & Optimization of Machining Parameter in Milling of Aluminium 2014 -T6 Alloy under Different Lubrication Conditions Vol. 4 Issue 08, August-2015 [7] Saurabh Jha P a Comprehensive Study on the Process Parameters for Machining Aluminium 7075 Volume 5 Issue II, February 2017 IC Value: 45.98 ISSN: 2321-9653 and IJRASET. [8] Amir Mahyar Khorasani Tool Life Prediction in Face Milling Machining of 7075 Al by Using Artificial Neural Networks (ANN) and Taguchi Design of Experiment vol.3, No.1, February 2011.
Copyright
Copyright © 2022 G Selvakumar , K Santhakumar, S Sanjaikumar, C Selvakumar, S Siranjeevi. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET41929
Publish Date : 2022-04-27
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online