

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Investigation on Surface Characteristics of Nickel-Based Super Alloy in Powder Mixed Electric Discharge Machining
Authors: Anandan. A, Dr. Boopathi. R
DOI Link: https://doi.org/10.22214/ijraset.2023.50637
Certificate: View Certificate
Abstract
Electrical discharge machining behavior of nickel based super alloy using titanium carbide powder mixed dielectric fluid turned into studied. Experiments were completed consistent with face centered central composite design. The addition of powder particles in suspension in the dielectric modifies some process variables and creates hard and brittle materials with nano surface finish, high tolerance and accuracy to achieve a material removal rate increase. The effect of input parameters such as current, pulse on-time and flushing pressure on the output responses like material removal rate and tool wear rate are evaluated. Dielectric fluid used in this experiment was kerosene mixed with titanium carbide powder. Results indicate that material removal rate is increased and tool wear rate getting reduced for powder suspended kerosene when compared with the pure kerosene.
Introduction
I. INTRODUCTION
In machining process metal is removed by using some sort of tool which is harder than the work piece and it is subjected to wear. Machining also costs in terms of tool wear and in loss of quality in the product owing to induced residual stresses during manufacture. With ever increasing demand for manufactured goods of hard alloys and metals, such as nickel-based alloy, more interest has gravitated to nonconventional machining methods. Conventional machining can be defined as a process using mechanical energy.
Non-conventional machining utilizes other forms of energy. The three main forms of energy used in non-conventional machining processes are thermal energy, chemical energy and electrical energy. The non-conventional machining processes do not employ a conventional or traditional tool for metal removal; instead, they directly utilize some form of energy for metal machining. In this process, there is no direct physical contact between the tool and the work piece. Therefore, the tool materials need not to be harder than the work piece material as in conventional machining.
Non-conventional machining is a thermo-electric non-traditional machining process. Material is removed from the work piece through localized melting and vaporization of material. Electric sparks are generated between two electrodes when the electrodes are held at a small distance from each other in a dielectric medium and a high potential difference is applied across them. Localized regions of high temperatures are formed due to the sparks occurring between the two electrode surfaces. Work piece material in this localized zone melts and vaporizes. Most of the molten and vaporized material is carried away from the inter-electrode gap by the dielectric flow in the form of debris particles.
To prevent excessive heating, electric power is supplied in the form of short pulses. Spark occurs wherever the gap between the tool and the work piece surface is smallest. After material is removed due to a spark, this gap increases and the location of the next spark shifts to a different point on the work piece surface. In this way several sparks occur at various locations over the entire surface of the work piece corresponding to the work piece-tool gap. Because of the material removal due to sparks, after some time a uniform gap distance is formed throughout the gap between the tool and the work piece. 3 The tool and the work piece form the two conductive electrodes in the electric circuit. Pulsed power is supplied to the electrodes from a separate power supply unit. The appropriate feed motion of the tool towards the work piece is generally provided for maintaining a constant gap distance between the tool and the work piece during machining. This is performed by either a servo motor control or stepper motor control of the tool holder.
II. LITERATURE SURVEY
Electrical discharge machining is an electro-thermal non-traditional machining process, in which electric strength is used to supply the electrical spark and the material removal generally occurs due to the thermal energy of the spark. The newly developed concepts make use of non-conventional energy sources like noise, light, mechanical, chemical, electrical, electrons and ions. Harder and complex machining materials, finds broader application in aerospace, nuclear engineering and other industries due to their high strength to weight ratio, hardness and heat resistance performance. Large advances have been made in the past little years to increase the material removal rates and at present, non-traditional machining processes have achieved nearly unlimited capabilities except for volumetric material removal rates.
As the metal removal rate (MRR) increases, the cost efficiency of operations also increases, which lead to usage of non-traditional machining process [1]. The electrical discharge machining process is employed widely for making tools, dies, precision parts, aerospace, aeronautics etc.
Thus, the EDM system has become automated and unattended machining method. The process uses thermal energy to generate heat which melts and vaporizes the work piece by ionization inside the dielectric medium. The electrical discharge creates impulsive pressure by dielectric explosion to take away the melted material. The total removed material can be successfully controlled in order to produce complex and precise machine components. Though, the melted material is not flushed away completely, the remaining material gets re solidified to form a discharge crater [2]. Due to this, the machined surface has micro cracks and pores caused by rise in high temperature which also reduces the surface finish. Many published studies considered the surface finish of machined materials by EDM [3].
The important parameters of the EDM process like material removal rate, tool wear and tool wear ratio are widely used for machining high strength steel, tungsten carbide and hardened steel as discussed [4]. When the two parts are brought together within a minimum gap, the electrical strain is discharged and a spark jumps across the gap. Anywhere it strikes, the metal gets heated up to a larger amount that it melts at higher level of current, wear rate of aluminium increases and causes some machining problems, and further reduces the metal removal rate. Copper shows good response in metal removal rate towards high values of discharge current, due to increase in thermal conductivity and electrical conductivity. Brass also shows good response in surface finish with all values of current as compared with other electrodes [5].
In the electrical discharge machining process, the estimated discharge point temperature is thousands of degrees in order to rapidly melt machined material at this charge point. The locally generated high temperature sparks cause the surrounding dielectric fluid to evaporate rapidly and its volume to expand. The high pressure generated by this inertial enclosed space effect quickly removes molten metals from the surface of machined material, as they are not completely flushed away with the surrounding dielectric fluid [6]. Hence, the material removal mechanism of the electrical discharge machining process is thermal erosion, i.e., due to melting and vaporization.
The cost of the equipment used in the electrical discharge machining process is cheaper than that used in other unconventional processes. Moreover, electrical discharge machine is an extremely complex phenomenon with which the scientific knowledge is incomplete both at microscopic as well at the macroscopic level [7].
Powder mixed electric discharge machine is a moderately latest advanced material removal process useful to improve the machining efficiency and surface finish. Dielectric medium mixed with powder particles, increases thermal conductivity with faster sparking within discharge causing faster erosion from the work piece surface and increases the material removal rate [8]. The carbon nano tube mixed with dielectric fluid in AISI D2 tool steel material has very good thermal conductivity, absorb heat and white layer creation is reduced and surface finish can be greater [9].
III. EXPERIMENTAL PROCEDURE
Experiments were conducted on EDM Die Sinking machine. Titanium carbide powder is suspended into the commercial available kerosene oil. In this study, nickel based super alloy is selected as the work material. Electrode material used in copper. There are a large number of factors that can be considered for control of EDM process. However, the review of the literature shows that the following three parameters are the most widespread among the researchers to control the metal removal rate and tool wear rate by EDM process: current, pulse on-time and flushing pressure. The response parameter in the present study was metal removal rate and tool wear rate (TWR). Metal removal rate and tool wear rate have been calculated using the weight of work piece measured before and after machining by using a precision weighing machine and machining time was set in the machine for calculating metal removal rate and tool wear rate.
IV. RESULTS AND DISCUSSION
A. Effect of Current on MRR
As current increases, due to increased discharge energy, each individual spark removes a larger crater of metal from the work piece; the net effect is an increase in metal removal rate. With powder addition in kerosene, the value of metal removal rate increases with increase in peak current. This is due to their dominant control over the input energy. The effect of concentration on metal removal rate can be also seen from figure 1.
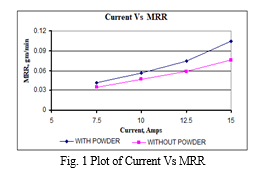
By using powder mixed in dielectric fluid enhances the metal removal rate. This is because the added additives cause bridging effect between the both tool and work piece [10]. So, increasing the gap of tool and work piece; the ionization-deionization characteristic of the electric discharge to permit more sparks discharges per unit time, leading to an increase in metal removal rate. The best result can be achieved powder suspended kerosene.
B. Effect of Current on TWR
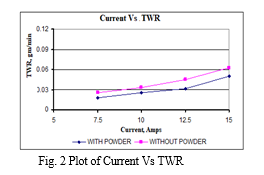
The value of tool wear rate increases with increase in peak current. This is due to a high current, which generates an increased discharging energy and causes high electrode wear. The tool wear rate obtained for with powder suspension is less when compared to the value of tool wear rate obtained for without powder suspension. The addition of powder, the narrow channel formation occurs in work piece which transfers the heat directly to the work piece, by reducing the heat of the tool [10]. This reduces the tool wear rate. The plot of current against average tool wear rate is shown in figure 2.
C. Effect of Pulse On-time on MRR
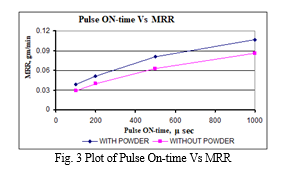
The material removed is directly proportional to the amount of energy applied during this on-time. Increase in pulse on-time ratings affect the metal removal rate, The powder added in the dielectric fluid enhances the metal removal rate, as the added additives causes helping to bridge the gap between the electrode and work piece and increasing the likelihood of discharging; and also the conductivity of the added powder helps to disperse the discharging energy and creates a smaller amount of debris during machining, which was easily removed from the gap between the electrode and work piece, which ultimately reached the highest material removal rate. Increase in pulse on-time for all peak current setting, increases the metal removal rate [11]. The plots of pulse on-time against metal removal rate are shown in figure 3.
D. Effect of Pulse On-time on TWR
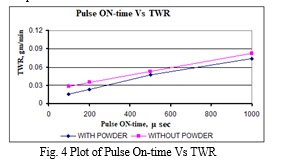
Figure 4 shows the relationship between tool wear rate against pulse on-time. The tool wear rate increases in a direct relation with pulse on-time. This phenomenon is attributable to the brass electrode which has good thermal conductivity. Thus, heat generated during the machining was easily removed. The heat removal facilitates difficult reduction of the temperature around the surface of the electrode for increased pulse on-time, and also increasing in tool wear rate. The high wear rate is attributed by the presence of low-melting alloy, zinc in the brass tool. However, the machining stability achieved satisfactorily with brass tool since its high rate of erosion allows the zinc vapors in the plasma channel, which might reduce arc resistance and helps quicker ionization and increasing the tool wear rate [11]. The graphite powder added dielectric fluid gives the considerable effect on tool wear rate when compared with the tool wear rate of without powder.
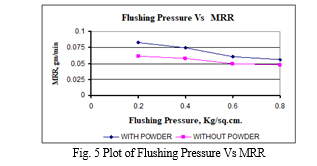
E. Effect of flushing pressure on MRR
It was observed that the flushing pressure of the dielectric affects the metal removal rate. One of the most important factors in successful EDM work is flushing, which is the removal of metal particles generated in the spark gap. It involves the distribution of dielectric flow through the spark gap to remove gaseous and solid debris generated during EDM and to maintain the dielectric temperature well below flash point. When powder suspended kerosene is forced at low velocity into the spark gap, short-circuiting becomes less pronounced as a result of the accumulated particles. The plots of flushing pressure against average metal removal rate are shown in figure 5. At higher flushing rates, the formation of ionized bridges across the gap is hindered and this results in higher ignition delay and hence reduces the metal removal rate [12].
F. Effect of Flushing Pressure on TWR
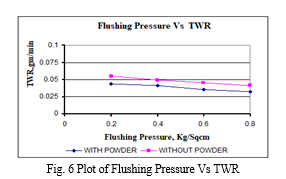
One of the most important factors in successful EDM work is flushing. Improper flushing can reduce Tool Wear Rate due to unstable machining conditions and arching around the regions with high concentration of debris. Plot of flushing pressure against average tool wear rate is shown in figure 6. Good flushing provides less Tool Wear Rate. The use of flushing in maintaining a state of de-ionization in the gap at the end of long pulse duration is well recognized [12]. Further, the cooling rate of the tool increases with increase in the flushing pressure and hence reduced tool wear is observed.
Conclusion
1) Metal removal rate was found higher for larger current. When comparing the metal removal rate of with powder and without powder the metal removal rate obtained for with powder is found higher. 2) Tool wear rate slightly increases with increasing the current. When comparing the tool wear rate of with powder and without powder the tool wear rate obtained for with powder is found higher. 3) Increase in metal removal rate was found on increasing pulse on-time. 4) Tool wear rate increases with the increases in pulse on-time. 5) Flushing pressure of the dielectric fluid has a considerable effect on metal removal rate and tool wear rate also. When the flushing pressure increases the metal removal rate and tool wear rate is getting reduced. 6) For tool wear rate, by increasing the vibration the tool wear rate is also increasing, but is less when compared with metal removal rate. 7) Results indicate that metal removal rate is increased and tool wear rate getting reduced for powder suspended kerosene.
References
[1] Leon Huang, “Electrical Discharge Machining: Principle and Manufacturing Applications” Rapid Direct, 5(10): pp.124–145, 2021. [2] R Boopathi, S Sundaram, C Senthilkumar , M Prabu, K Senthilkumar and P Shankar, “Investigation on the effect of Brass and Copper Electrodes during Electric Discharge machining of Inconel 718 using Nano Particles mixed Dielectric Fluid”Journal of Chemical and Pharmaceutical Sciences, 1(7): pp.08-11, 2015. [3] Atpal Singh and. Kalra C.S, “Experimental study of PMEDM on EN 24 steel with tungsten powder in dielectric”, International Journal on Emerging Technologies. 5(1): pp.153-160, 2014. [4] Harpreet Singh, and Amandeep Singh, “Examination of surface roughness using different machining parameter in EDM”, International Journal of Modern Engineering Research. 2(6): pp.4478-4479, 2012. [5] Nikhil Kumar, Lalit Kumar, HarichandTewatia and Rakesh Yadav, “Comparative study for MRR on die-sinking EDM using electrode of copper & graphite”, International Journal of Advanced Technology & Engineering Research, 2(2): pp.170-174, 2012. [6] Ramezan Ali Mahdavinejad, Mohsen AsghariIlani, “Superior advance research in the electro-discharge machining of Ti alloys: Review”, International Journal of Scientific Research in Mechanical and Materials Engineering, 3 (3): pp. 19-38, 2019. [7] Varun Dutta, Sanjay Sharma and Balbir Singh, “Hybrid Electric Discharge Machining Processes for Hard Materials”: A Review, Materials Focus, 5(3): pp.202-208, 2016. [8] Hardaha Rajkumar, Manish Vishwakamra, “Performance Parameters Characteristics of PMEDM”, International Journal of Applied Engineering Research, 13(7): pp. 5281-5290, 2018. [9] R.Boopathi and S.Sundaram, “Influence of Process Parameters for Electrical Discharge Machine Using Nano Particle and Brass Electrode” International Journal of Research in Advent Technology2(11): pp. 45-49, 2014. [10] H.K.Kansal, Sehijpal Singh and P.Kumar,“Parametric optimization of powder mixed electric discharge machining by response surface methodology”, Journal of Materials Processing Technology, 169: pp.427-436, 2015. [11] Han-ming chow, Biing-Hwa Yan Huang and Jung-Cherng Hung, “Study of added powder in kerosene for the micro-slit machining of titanium alloy using electro-discharge machining”, Jl. of Materials Processing Technology, Vol. 101, pp.95-103, 2020. [12] S.H.Lee. and X.P.Li. “Study of the effect of machining parameters on the machining characteristics in electrical discharge of tungsten carbide”, Jl. of Materials Processing Technology, Vol. 115: pp.344-358, 2021.
Copyright
Copyright © 2023 Anandan. A, Dr. Boopathi. R. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET50637
Publish Date : 2023-04-19
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online