

Ijraset Journal For Research in Applied Science and Engineering Technology
A Literature Review on Fabrication of Portable Spot Welding Machine
Authors: A. H. Ingle, P. M. Gaydhane, R. K. Matey, N. K. Landge, J. G. Sarve, M. K. Patle
DOI Link: https://doi.org/10.22214/ijraset.2023.53844
Certificate: View Certificate
Abstract
Welding is a process of joining similar metals by the application of heat. Welding can be done with or without the application of pressure. While welding, the edges of metal pieces are either melted or brought to plastic condition. Welding can be done with the addition of filler materials or without it welding is used for making permanent joints. It is used in the manufacture of automobile bodies, aircraft frames, railways wagons, machine frames, structural work, tanks, furniture, boilers, general repair work and ship building. At most in all metal working industries welding is used. In this project we are making portable spot welding machine , which will be easy carry and will be used in many filed.
Introduction
I. INTRODUCTION
In decades of years the spot-welding process, with which yearly millions of automobile vehicles are produced, was controlled by current and time. The preset welding time and the current level defined the nugget volume and so the result of the weld. With introducing adhesives and a daily growing number of different kinds of high strengthen steel new initial conditions for the assembly to be weld are created which makes it more complicate in resolving good welding results. Not only current and time were any longer responsible for the output but more than everal so the welding voltage. The actual voltage to be measured directly between the tips of the electrodes defines together with the actual welding current the process resistance which individually is changing fromspot to spot. Because of the loss of measuring cables just to the touching points between the electrode tips and the material to be welded,there was no option known for measuring the exact welding voltage and as a result of this the momentary process resistance.
The energy input – and depending on this nugget diameter, volume and technological values – however is the result of current, process resistance and time during the whole process. The physical background to this is well known for a long time: Energy is created by the integral of current in square multiplied with the impedance over time (e = ∫ i(t)2 * r(t) *dt, with e=energy, i=current, r=resistance, t=time) where current and resistance are changing with time, they are time variant parameters. As long as the varying resistance is neither measured nor used in the weld controller a reliable statement with respect to the energy input must fail.
A form of resistance welding, spot welding is one of the oldest welding processes whereby two or more sheets of metal are welded together without the use of any filler material.
II. PROBLEM IDENTIFICATION
“Conventional spot-welding machine manufacturing purpose, it is needing a step-down transformer but in markets, it is very difficult to find the step-down transformer as per requirements also cost of that machine is high”
- For our project, we need a step-down transformer which takes a normal input i.e., 230V and 7 amps and deliver the output as 12V and 7 amps.
- This type of step-down transformer is impossible to find in the general markets. · Generally, in the transformer, the output voltage is decided on the basis of the number of turns in the secondary winding.
- We are trying to make an portable, lightweight & low cost spot welding machine for workshop sheet metal working.
- The spot welding available in market is too big in size and have huge electric power consumptions. Due to their size, it is impossible to use these portable or handy.
- The study of various spot-welding process and various automatic and semiautomatic spot-welding machine reveal that there is scope for modification in design of conventional spot-welding system.
III. OBJECTIVES
- The main motto is to make welding feasible, portable and cost efficient.
- The machine will be easy to handle, easily learn-able and there is no requirement of any special skills to perform the task. People can use this machine as their income source.
- For welding, a machine requires high heat for that high current is required. With the help of a step down transformer we’ll get high current.
- It works by contacting alloy electrodes to the sheet surfaces. Whereby, pressure and electric current applied and heat is generated by the passage of current through resistive materials such as low carbon steels.
IV. LITERATURE REVIEW
Shruti Naik, Dr. M. Aruna Devi, Dr. C.P.S. Prakash, done the work on,A Review on Optimization of Resistance Spot Welding of Aluminum Components Used in Automotive Industry, according to his work, Resistance Spot welding (RSW) is one of the common welding processes used for sheet joining especially in the automobile and aerospace industry. It is used in a wide range of industries but notably for the assembly of sheet steel vehicle bodies. This is a type of resistance welding where the spot welds are made at regular intervals on overlapping sheets of metal. Spot welding is primarily used for joining parts that are normally up to 3 mm in thickness. The joint quality can be defined in terms of properties such as weld-bead geometry, mechanical properties and distortion.
The objective of the research is to determine the optimum combination of parameters responsible for better quality of joints. The complicated behavior of the process must be analyzed to set the optimum parameters to get the optimum weld quality. The paper also presents the FEA simulation of the RSW process. In the review, it was observed that the common input parameters affecting the strength of multiple spot-welded joints are spot welding pressure, current and weld time. The spot welds withstand much better shearing forces than normal forces. Also the spot weld can rupture in two modes. Nugget pullout failure which occurs in stronger joints and interfacial failure occurs in weaker joints. The survey clearly manifests thatAluminum material is much preferred for spot welding in automotive industries because of its higher thermal and electrical conductivity and a good tensile strength.
Due to these properties, spot welding of aluminum requires much higher tip forces and higher welding current but takes one-third the weld time of steel. Taniguchi Koichi, Okta Yasuaki & Ikeda Rinsei, done the work on, Development of Next Generation Resistance Spot Welding Technologies Improving the Weld Properties of Advanced High Strength Steel Sheets, according to his work, The new technologies of resistance spot welding, which has been widely used for auto body production, are significant to realize the high collision safety of car body. Pulse SpotTM welding, utilizing the short-time high-current post-heating can improve the weld joint strength of high strength steel sheets.
Intelligent SpotTM welding, varying the force and welding current during welding, enables to mitigate the limitation of the three sheets lap welding which is more frequently performed with increased application of high strength steels. Both high performance in terms of steel sheet material quality and the development of manufacturing processes such as press technologies and welding technologies are crucial for application of high-functionality, high-strength steel sheets to auto bodies. These reports introduced examples of the development of two new spot-welding technologies that realize improved joint strength and weld ability. Authors would like to promote practical application of these welding technologies, and contribute to improved environmental performance by auto body weight reduction, as well as improved crashworthiness, by expanding the applications of high strength steel sheets.
The energy input – and depending on this nugget diameter, volume and technological values – however is the result of current, process resistance and time during the whole process. The physical background to this is well known for a long time: Energy is created by the integral of current in square multiplied with the impedance over time (e = ∫ i(t)2 * r(t) *dt, with e=energy, i=current, r=resistance, t=time) where current and resistance are changing with time, they are time variant parameters. As long as the varying resistance is neither measured nor used in the weld controller a reliable statement with respect to the energy input must fail.
In earlier studies, researchers have found the possibility of nugget growth mechanism analysis and weld quality calculation by various methods. Destructive test method was the commonly used method for spot weld quality, which was widely used in macrostructure or microstructure observation and mechanical characteristic testing [1–3]. Because of it’s low efficiency and results in the invalidation of product, the non destructive test is necessary in manufacture. Engineers toward quality evaluation of spot welds have developed various non destructive test methods such as ultrasonic testing [4, 5] and ultrasonic C-scan detection [6].
All these are off-line test methods and still problematic in test efficiency. Currently, weld quality test on the basis of on-line technology are proposed, which can provide basis for technological development of non destructively test. Heating of electrode is also a factor which has deep impact on the quality of the weld. During manufacturing of electrode
materials and their operation, one tries to have a long electrode life. The electrode life, i.e. the number of welds produced depends on various factors which affects the behaviour of electrode material in not stabilised thermal conditions, with on-going recrystallisation and ageing.
The most important factors affecting electrode life include:
- Chemical composition of an alloy used in the electrode and thermo- mechanical treatment affecting the structure, alloy hardness, softening temperature and electric conductivity.
- Settings of welding parameters (pressure force, value and time of welding current) depending on the type/grade and thickness of a material being welded,
- Shape and working diameter of an electrode, heating temperature of the working area, electrode cooling medium and its flow rate, welding rate.
The impact of the above said factors on electrode life has been a subject of numerous researched works [2, 4–11]. Thus the electrodes are one of more important elements of a welding process, the impact of an electrode shape on the process of welding has been a subject of research [12,13].
Many researchers mainly had focused on distribution of temperature in welding area [15,16]. Researchers revealed that the use of numerical computational models could save time and reduce costs while developing new welding technologies [14,17]. Also, weld nugget size and welding residual stresses are two important parameters determining the mechanical behaviour of the spot weld joints.
The residual stresses in welded parts could decrease fatigue and fracture strength of structures. This indicate that through selection of appropriate parameters, desired nugget sizes and minimum welding residual stresses could be achieved [18]. Also besides influencing the electrical resistance, electrode force imposes pressure on the weld zone during heating and cooling, and it affects the residual stresses, the welding time and current, electrode diameter, materials, pre- heating, post-heating
cycles, and work piece thickness are other effective parameters [19-20]. Moreover a systematic approach from safety point of view was followed as per the research studies carried out by Irfan et al. [21].
A form of resistance welding, spot welding is one of the oldest welding processes whereby two or more sheets of metal are welded together without the use of any filler material.
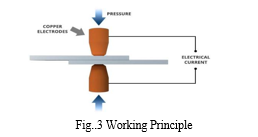
The process involves applying pressure and heat to the weld area using shaped alloy copper electrodes which convey an electrical current through the weld pieces. The material melts, fusing the parts together at which point the current is turned off, pressure from the electrodes is maintained and the molten “nugget” solidifies to form the joint.
V. APPLICATION
- Spot welding has applications in a number of industries, including automotive, aerospace, rail, white goods, metal furniture, electronics, medical building and construction.
- Given the ease with which spot welding can be automated when combined with robots and manipulation systems, it is the most common joining process in high volume manufacturing lines and has in particular been the main joining process in the construction of steel cars for over 100 years.
Conclusion
1) Portability of welding machine provide a crucial advantage to the user as it can be used at different places and working conditions like overhead work. 2) The market cost of portable spot welding machines ranges between Rs 4,500 to Rs 9,000 and weighs between 14 kg to 16 kg, but as a development the machine we fabricated costs only Rs 2,235 and weighs 12 kg. From this we can clearly conclude that the initial cost and weight of the machine is significantly reduced. 3) Due to absence of cooling system the life of the electrode is compromised.
References
[1] F. Khodabakhshi, M. Kazeminezhad, A.H. Kokabi, “Metallurgical characteristics and failure mode transition for dissimilar resistance spot welds between ultra-fine grained and coarse-grained low carbon steel sheets”, Mater. Sci. Eng. A 637 (2015) 12–22. [2] F. Khodabakhshi, M. Kazeminezhad, A.H. Kokabi, “On the failure behaviour of highly cold worked low carbon steel resistance spot welds”, Metall. Mater. Trans. A 45 (2014) 1376–1389. [3] F. Khodabakhshi, M. Kazeminezhad, A.H. Kokabi,” Mechanical properties and microstructure of resistance spot welded severely deformed low carbon steel”, Mater. Sci. Eng. A 529 (2011) 237–245. [4] A.M. Safia, M.A. Salam Akandaa, Jafar Sadiqueb, Md. Saiful Alamb,” Non-destructive evaluation of spot weld in stainless steel using ultrasonic immersion method”, Proc. Eng. 90 (2014) 110–115. [5] Z.H. Chen, Y.W. Shi, B.Q. Jiao, H.Y. Zhao, “Ultrasonic non-destructive evaluation of spot welds for zinc-coated high strength steel sheet based on wavelet packet analysis”, J. Mater. Process. Technol. 209 (2009) 2329–2337. [6] J. Liu, G.C. Xu, D.S. Xu, G.H. Zhou, Q.Y. Fan, “Ultrasonic C-scan detection for stainless steel spot welding based on wavelet package analysis”, J. Wuhan Univ. Technol. 30 (2015) 580–585. [7] F. S?omczy?ski, “Technology of production of forged and bent electrodes”. Report from research work. No. 72/TL-05.1.3/417A/ 852/INOP/MPM Pozna?, 1972. [8] Z. Bartnik, W?. Kaczmar, Z. Koralewicz, “Influence of welding rate on heating of spot electrodes”, Przegl?d Spawalnictwa 3 (1982). [9] Z. Bartnik, L. Krynicki, Z. Koralewicz, “Cooling of welding machine electrodes with low-temperature medium”, Przegl?d Spawalnictwa 7 (1990). [10] Z. Bartnik, W. Derlukiewicz, “Factors affecting live of spot resistance welding electrodes”, Przegl?d Spawalnictwa 7 (2006). [11] M. Niemiec, “Electral – group of copper alloys for resistance welding”. Spajanie 2/5/2004, 2004. [12] K.S. Young, P.H. Thornton, Transient thermal analysis of spot welding electrodes, Welding Journal (January (Suppl.)) (1999). [13] R.J. Bowers, C.D. Sorensen, T.W. Eager, “Electrode in geometry in spot resistance welding”, Welding Journal (February (Suppl.)) (1990). [14] B.H. Chang, Y. Zhou, “Numerical Study on the Effect of Electrode Force in Small-scale Resistance Spot Welding”, Elsevier Science, 2003. [15] H. Zhigang, I.S. Kim, J.S. Son, H.H. Kim, J.H. Seo, K.C. Jang, D.K. Lee, J.M. Kuk, “A study on numerical analysis of the resistance spot welding process”, Journal of Achievements in Materials and Manufacturing Engineering 1 (January/February (1/2)) (2006). [16] K.R. Chan, N. Scotchmer, J.C. Bohr, I. Khan, M.L. Kuntz, Y. Zhou, “Effect of electrode geometry on resistance spot welding of AHSS”, in: SMWC XII Session 7-4, Livonia, MI, 2006. [17] K.R. Chan, “Save time and Money with resistance welding simulation software”, Welding Journal (July) (2008). [18] Anastassiou, M., Babbit, M., Lebrun, J.L., 1991.” Residual stresses and microstructure distribution in spot-welded steel sheets relation with fatigue behaviour”. Mater.Sci. Eng. A 125, 141–156. [19] Khanna, K., Long, X., 2008. “Residual stresses in resistance spot welded steel joints”.Sci. Technol. Weld. Joi. 13, 278–288. [20] Lindh, V., Tocher, J.R., 1967. “Heat generation and residual stress development in resistance spot welding”. Weld. J. 46, 351–360.
Copyright
Copyright © 2023 A. H. Ingle, P. M. Gaydhane, R. K. Matey, N. K. Landge, J. G. Sarve, M. K. Patle. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET53844
Publish Date : 2023-06-07
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online