

Ijraset Journal For Research in Applied Science and Engineering Technology
A Novel FDM Based Additive Manufacturing of PLA Components Using Optimized Deep Learning Strategy
Authors: Nitin Gotkhindikar, Parshwa Mehta, Shrutika Londhe, Anushka Kulkarni, Maithili Rekhe
DOI Link: https://doi.org/10.22214/ijraset.2022.41436
Certificate: View Certificate
Abstract
Fused Deposit modeling (FDM) is an additive manufacturing (AM) process that\'s frequently used to fabricate geometrically complex shaped prototypes and complex parts. It\'s gaining market as it reduces cycle time for product development without the need for high priced tools. Still, the commercialization of FDM technology in other artificial operations is presently limited due to several failings, alike as inadequate mechanical properties, poor surface quality, and low dimensional accuracy. The rates of FDM- produced products are affected by other process parameters, for illustration, layer thickness, build angle, raster width, or print speed. The process parameters and their range depends on the section of FDM machines. Filament materials, nozzle dimensions, and the type of machine determine the range of other parameters. The optimum setting of parameters is supposed to ameliorate the rates of three-dimensional (3D) printed specimens and may reducepost-production work. This paper intensely reviews state-of-the- art literature on the influence of parameters on part qualities and the being work on process parameter optimization. Also, the failings of being workshop are linked, challenges and openings to work in this field are estimated, and directions for future research and development in this field are suggested
Introduction
I. INTRODUCTION
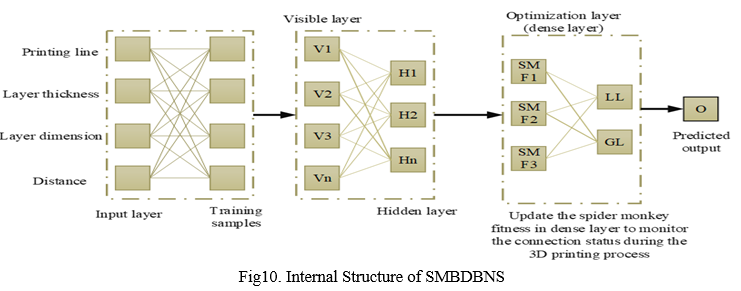
The commercialization of FDM technology in various industrial applications is currently limited due to several shortcomings, like insufficient mechanical properties, poor surface quality, and low dimensional accuracy. The qualities of FDM-produced products are stricken by various process parameters, for example, layer thickness, build orientation, raster width, or print speed. The process parameters and their range depends on the section of FDM machines [4]. Filament materials, nozzle dimensions, and so the factors of the machine determine the range of varied parameters. The optimum setting of parameters is deemed to reinforce the qualities of three-dimensional (3D) printed parts and will reduce post-production work. Due to the unique advancement, the AM framework has grown widely in many real-time applications. So, the function of the AM process FDM was often used, considering the other approaches FDM has a low price and is straightforward to use. But in several strategies, this method suffered a lot because of its complex design and fewer prediction measure [2]. So, to bolster the AM mechanism an optimized deep neural model is planned to implement to maximize the defeat detection rate and designed object behaviour.
II. EXPERIMENTAL PROCEDURE
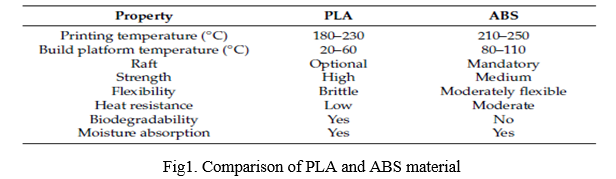
.Polylactic acid also known as (PLA) is a thermoplastic monomer derived from renewable, organic sources such as starch and sugarcane Formula :( C3H4O2 )nThe basic properties of PLA are given below in comparison with ABS material
PLA is used shrink-wrap material as it constricts under heat. It is green material, uses 65% less energy than ABS and it is in toxic.PLA is popular for 3D printing as it can easily be sanded, painted, post-processed. A user-friendly material, this plastic works with low extrusion temperatures and there is no need for a heated bed, printer chamber, or a reinforced nozzle.
Reason for selecting PLA over ABS is mentioned below in the form of comparison.Fig1. [1]
A. Methodology
The Taguchi approach is used for experimental design. Solidworks 2020 is used for developing CAD model and conversion to .STL format. After that Cura ultimaker 2020 is used as a stimulator of sample fabrication process [3-9]. The extrusion based additive manufacturing technology utilizes and produces test specimens. The compressive and tensile tests are performed on universal testing machine (UTM). The acquired data is further used for statistical analysis and model development. Based on Taguchi approach array has been created. The parameters used are print speed (mm/sec), distance from each point (mm), layer thickness (mm), and nozzle diameter (mm). Some authors studied the effect of layer thickness on elastic properties of PLA material.
???????B. Procedure
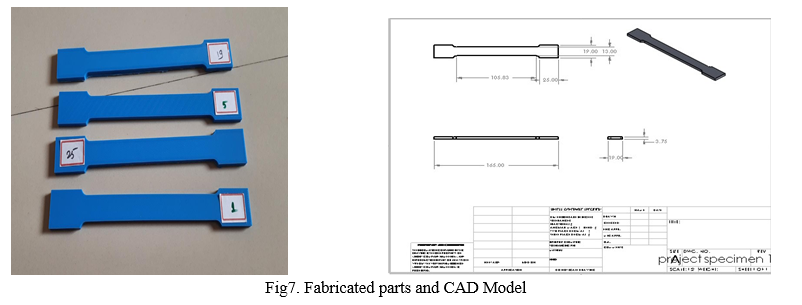
The basic steps procedure is given below in the form of flow chart. Fig2. [7]

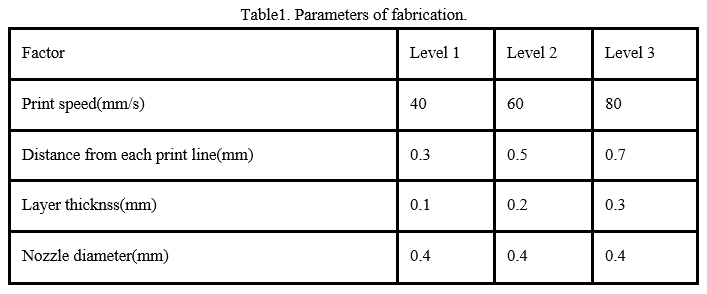
The modelling part has been carried out by using Solidworks 2020 and then converted into .STL format. After this, .STL format is sliced in Cura ultimaker software using parameters such as speed (mm/sec), distance from each point (mm), layer thickness (mm), and nozzle diameter (mm).The dimension of testing specimen is set according to American Society for Testing and Measurements (ASTM). Four infill parameters with three levels are been selected for analysis. These parameters are selected as they produce lightweight and strong parts. In this study the four variable parameters are speed (mm/sec), distance from each point (mm), layer thickness (mm), and nozzle diameter (mm) and their variable levels are as follows. Table1. [10-15]
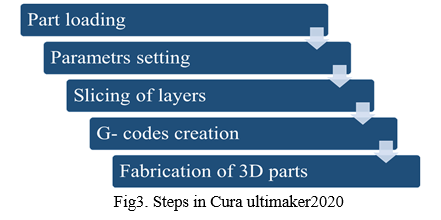
- Manufacturing
There are five steps in manufacturing in Cura Ultimate 2020
2. Experimental Results
???????C. Statistical Model and Multi Objective Optimization
The experimental results developed are further considered for optimization of process parameters. The generated model of material strength and material consumption helps to decide the process parameters.
The algorithm is obtained from Matlab software 2019. This study focuses on simultaneous maximization of mechanical strength and minimization of material consumption. The outline of the basic algorithm for optimization used in Matlab is given below

III. RESULT AND DISCUSSION
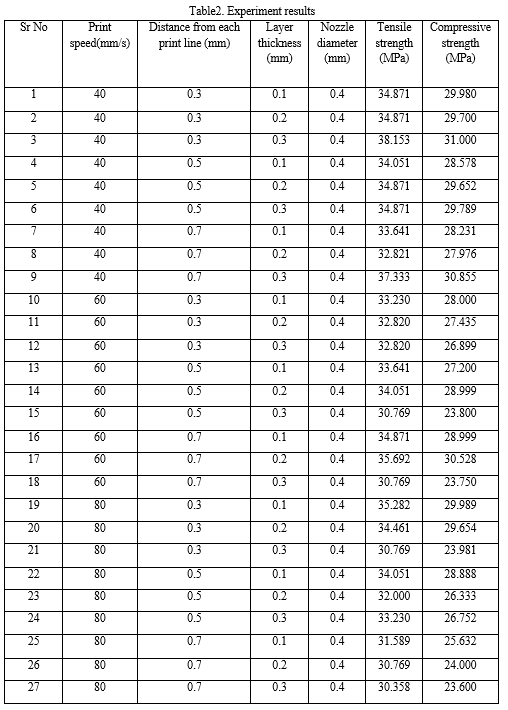
The results have been represented in Table2, which shows tensile and compressive strengths for different parameters.
A. Prediction Accuracy and Overflow Rate
A correctly predicted printing line is defined as prediction accuracy. Moreover, accuracy is calculated in the ratio of accurate prediction printing lines to the overall printing lines. In the nozzle design primarily find the starting and ending point of the printing line then only easily predict the mismatch printing line.
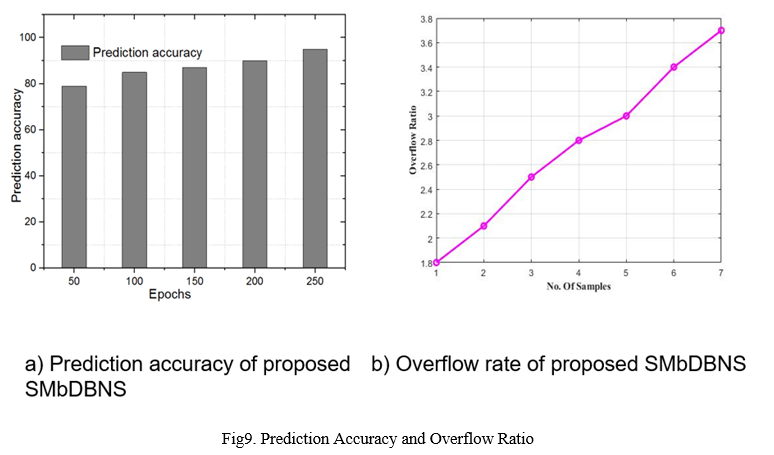
The accuracy of the proposed method is represented in Fig9.The representation demonstrates that the projected method has attained 95% accuracy for 250 epochs. The flow rate of nozzle is defined as the measure of nozzle diameter and differential pressure at the closed pipe. Moreover, the calculation of overflow rate is mentioned.
Moreover, the overflow rate of proposed SMBDBNS is demonstrated in Fig9. During the printing process, the overflow rate is increased based on the samples.
B.Tensile and Compressive strength
Tensile strength is the capacity of a material, for example, pressure to oppose disappointment under bowing pressure which can be assessed by coordinating to three- or four-points twisting elasticity test. We have found out the Tensile strength of various parameters and plotted the graph against strain value.

IV. ACKNOWLEDGEMENTS
I would like to thanks to AISSMS College of Engineering Pune for constantly encouragement and guidance to perform this research work, and also 3-Deometry solutions Pune for fabrication work and Matlabs India.ltd Pune for their contribution in testing the specimens.
Conclusion
A. The present study depicts the potentials of optimum process conditions inspired by natural configuration. The experiment and multi-objective optimization approach implemented to investigate the influence of process parameters. B. Print speed of 40mm/s and layer thickness of 0.3mm provides highest tensile and compressive strength among all selected combinations of parameters. C. The relationship between two selected objectives with respect to their parameters also established through SMBDBNS. The SMBDBNS can help to get maximum mechanical strength with optimized parameters. The present work can be extended to analyze mechanical properties other than analyzed with similar process conditions
References
[1] Experimental investigation and optimization of FDM process parameters for material and mechanical strength Saty Dev ?, Rajeev Srivastava 31 December 2019 [2] D. Popescu, A. Zapciu, C. Amza, F. Baciu, R. Marinescu, FDM process parameters influence over the mechanical properties of polymer specimens: a review, Polym. Test. 69 (2018) 157–166. [3] O. Ahmed, S. Hasan, J. Lal, Optimization of fused deposition modeling process parameters for dimensional accuracy using I-optimality criterion, Measurement 81 (2016) 174–196. [4] Z. Luo, F. Yang, Orientation optimization in layer-based additive manufacturing process, in: Proceedings of the ASME 2016 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference IDETC/CIE, Charlotte, North Carolina, 2016, pp. 1– 10. [5] B. Ezair, F. Massarwi, G. Elber, Orientation analysis of 3D objects toward minimal support volume in 3D-printing, Comput. Graph 51 (2015) 117–124. [6] H.S. Byun, K.H. Lee, Determination of the optimal part orientation in layered manufacturing using a genetic algorithm, Int. J. Prod. Res. 43 (2005) 2709–2724. [7] S. Magar, N.K. Khedkar, S. Kumar, Review of the effect of built orientation on mechanical properties of metal-plastic composite parts fabricated by additive manufacturing technique, Mater. Today Proc. 5 (2018) 3926–3935. [8] P. Alexander, S. Allen, D. Dutta, Part orientation and build cost determination in layered manufacturing, CAD Comput. Aided Des. 30 (1998) 343–356. [9] R. Hernandez, D. Slaughter, D. Whaley, J. Tate, B. Asiabanpour, Analyzing the tensile, compressive, and flexural properties of 3D printed ABS P430 plastic based on printing orientation using fused deposition modeling, (2016) 939– 950. [10] M. Taufik, P.K. Jain, Role of build orientation in layered manufacturing: a review Mohammad Taufik* and Prashant K. Jain, Int. J. Manuf. Technol. Manag. 27 (2013) 47–73. [11] K. Thrimurthulu, P.M. Pandey, N.V. Reddy, Optimum part deposition orientation in fused deposition modeling, Int. J. Mach. Tools Manuf. 44 (2004) 585–594. [12] O.A. Mohamed, S.H. Masood, J.L. Bhowmik, Optimization of fused deposition modeling process parameters: a review of current research and future prospects, Adv. Manuf. 3 (2015) 42–53. [13] B.H. Lee, J. Abdullah, Z.A. Khan, Optimization of rapid prototyping parameters for production of flexible ABS object, J. Mater. Process. Technol. 169 (2005) 54–61. [14] S. Ziemian, M. Okwara, C.W. Ziemian, S. Ziemian, M. Okwara, C.W. Ziemian, Tensile and fatigue behavior of layered acrylonitrile butadiene styrene, Rapid Prototyp. J. 21 (2015) 270–278. [15] C.M. González-henríquez, M.A. Sarabia-vallejos, J. Rodriguez-hernandez, Progress in polymer science polymers for additive manufacturing and 4Dprinting: materials, methodologies, and biomedical applications, Prog. Polym. Sci. 94 (2019) 57–116. [16] R. Lippert, Bastian, Lachmayer, A design method for restriction oriented lightweight design by using selective laser melting, in: 21st International Conference on Engineering Design, ICED17, The University of British Columbia, Vancouver, Canada, 5, 2017, pp. 1–10. [17] P.J. Baikerikar, C.J. Turner, Comparison of as-built FEA simulations and experimental results for additively manufactured dogbone geometries, Int. Design Eng. Tech. Conf. Comput. Information Eng. Conf. IDETC/CIE 2017 (2017) 1–14. [18] D. Farbman, C. Mccoy, Materials Testing of 3D Printed ABS and PLA Samples to Guide Mechanical MSEC2016-8668, 2017. [19] C. Emmelmann, M. Petersen, J. Kranz, Bionic lightweight design by laser additive manufacturing (LAM) for aircraft industry, in: SPIE Eco-Photonics, Strasbourg, France, 2019. [20] S. Rathee, M. Srivastava, S. Maheshwari, A. Noor, Effect of varying spatial orientations on build time requirements for FDM process: a case study, Def. Technol. 13 (2017) 92–100. [21] M. Vishwas, C.K. Basavaraj, M. Vinyas, Experimental investigation using taguchi method to optimize process parameters of fused deposition modeling for ABS and nylon materials, Mater. Today Proc. 5 (2018) 7106–7114. [22] F. Ma, H. Zhang, K.K.B. Hon, Q. Gong, An optimization approach of selective laser sintering considering energy consumption and material cost, J. Clean. Prod. (2018).
Copyright
Copyright © 2022 Nitin Gotkhindikar, Parshwa Mehta, Shrutika Londhe, Anushka Kulkarni, Maithili Rekhe. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET41436
Publish Date : 2022-04-13
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online