

Ijraset Journal For Research in Applied Science and Engineering Technology
FEA of FANUC 165F Robot Face Plate using Three Different work Materials – Mild Steel, Structural Steel and Stainless Steel
Authors: Atharva Joshi, Abhishek Bokil, Ashish Chhajed, Tejas Choudhari, Atharva Kalamkar , Prof. G. N. Kotwal, Prof. A. U. Rajurkar
DOI Link: https://doi.org/10.22214/ijraset.2023.50984
Certificate: View Certificate
Abstract
The design of a robot face plate is critical to its overall performance and efficiency. Different types of materials are used for the construction of the face plate, and this paper examines the behaviour of three widely used metals: Stainless Steel, Mild Steel, and Structural Steel. The study focuses on understanding the Von Mises stresses, strains, total displacement, and reaction forces when loads are applied to the face plate. These parameters are critical in designing the face plate to ensure that it can withstand the loads it is expected to handle without failing or deforming. By studying the actual values of stresses, strains, and displacement, designers can modify the design to achieve optimum values of these parameters. This, in turn, can help to ensure that the robot face plate performs efficiently and safely. The use of appropriate materials for the face plate is critical to achieving the desired performance levels. For instance, stainless steel is highly resistant to corrosion and is therefore suitable for applications where the robot will be exposed to harsh environments. Structural steel is known for its strength and durability, making it ideal for applications where the robot is expected to handle heavy loads. In conclusion, this study is critical in understanding the behaviour of different types of materials for robot face plate design. The knowledge gained from this study can be used to develop better designs that meet the requirements of specific applications. By optimizing the design of the robot face plate, it is possible to improve the overall performance and safety of the robot.
Introduction
I. INTRODUCTION
Finite element analysis (FEA) is the use of calculations, models and simulations to predict and understand how an object might behave under various physical conditions. Engineers use FEA to find vulnerabilities in their design prototypes.
FEA uses the finite element method (FEM), a numerical technique that cuts the structure of an object into several pieces, or elements, and then reconnects the elements at points called nodes. The FEM creates a set of algebraic equations which engineers, developers and other designers can use to perform finite element analysis.
A. Principles of FEA
Finite element analysis are based on principles that include boundary conditions, such as forces and pressures, as well as three governing equations:
Equilibrium equations, which find when the opposing forces or influences are balanced.
Strain-displacement relations, which measure the deformation that the design experiences under any given external impacts.
Constitutive equations, which are relations between two physical quantities, specific to the given metal or substance, which predict the material's response to external stimuli.
In the context of designing a robot face plate for a Fanuc robot used in 3D printing, FEA can be used to analyze the stress and deformation experienced by the face plate under various operating conditions.
The face plate of a robot is a crucial component that is used to mount the motor as well as serves a protective cover for the inner mechanisms of the robot. It is subjected to various forces and loads during operation, such as the weight of the extruder, vibrations from the motors, and impact from accidental collisions. FEA can help engineers predict how the face plate will respond to these loads and identify potential weak points that may require design modifications.
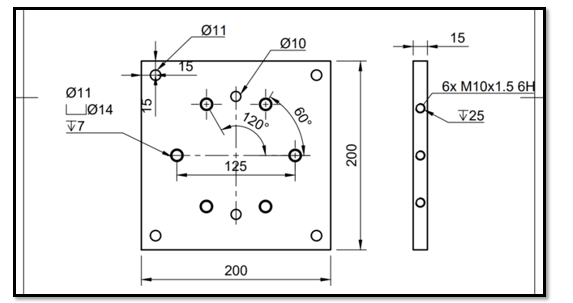
B. Dimensions Of Robot Face Plate
- Face Plate = 200mm x 200mm x 15mm
- Hole Dimension
a. NO Of Centre Holes=6
Diameter of Holes =10.5mm
b. No of Outer Holes=4
Diameter of Holes=11mm
c. No Of Dowel Pins = 2
Diameter Of Dowel Pin=10 mm
C. Material Of Robot Face Plate: Mild Steel (Steel AISI 1018)
AISI 1018 mild/low carbon steel has excellent weldability and produces a uniform and harder case and it is considered as the best steel for carburized parts. AISI 1018 mild/low carbon steel offers a good balance of toughness, strength and ductility.
D. Material used In FEA for robot Face Plate
- Structual Steel
Structural Steel is a special kind of Steel. It is used for construction purposes. Due to its rigidity and high strength-to-weight ratio, structural Steel is mainly employed in buildings. Structural Steel is used in houses, warehouses, airplane hangars, educational facilities, bridges, stadiums, etc.
Structural Steel is Steel that contains carbon, not more than 2.1%. These are also called Carbon Steel, and structural Steel typically has a carbon content of less than 0.6%.
Properties of Structural Steel:
The features of structural steel influence the design and construction of steel structures, and the value of different steel characteristics are highlighted below. The various tests that produce the importance of mechanical properties of structural Steel and the desired values of each parcel have been discussed in this article.
a. Density: The density of Structural Steel is 7750 to 8100 kg/m3.
b. Young's Modulus of Elasticity: Typical values for structural steel range from 190-210 GPa
c. Poisson's Ratio: For structural Steel, the acceptable value ranges from 0.27 to 0.3.
d. Tensile Strength: Structural Steel has high tensile strength, so it is preferred over other construction materials.
e. Yield Strength: The yield strength, also known as the yield point, is the stress at which an object permanently deforms. When stress is removed, it does not revert to its former shape. Carbon structural steel has a yield strength ranging from 187 to 758 MPa. The values of structural Steel constructed of alloys range from 366 to 1793 MPa.
f. Shear Strength: The shear strength of steel structure is specified at the failure under shear stress, and it is about 0.57 times the yield stress of structural Steel.
g. Hardness: The resistance of an object to shape change when force is applied is referred to as hardness. There are three different types of hardness tests. Scratch, indentation, and rebound are all terms used to describe the process of scratching and indenting, and the hardness of structural Steel manufactured with alloys ranges from 149 to 627 kg. Carbon structural steels have a weight range of 86 to 388 kg.
h. Melting Point: Because there are so many different types of structural Steel, there is no standard melting point.
i. Specific Heat: The amount required to raise an object's temperature by a particular quantity is known as specific heat or heat capacity. A higher specific heat value indicates that the thing is more insulating. The units of measurement are Joules per Kilogram Kelvin. Specific heat for carbon structural steel ranges from 450 to 2081 J/kg-K, while for structural alloy steel, it ranges from 452 to 1499 J/kg-K.
2. Stainless Steel
Stainless steels are iron-based alloys that contain at least 10.5% chromium and 1.2% or less carbon. There are many different types or grades of stainless steel which are created by altering the percentages of its contents, and adding in different metals and elements such as:
a. Nickel
b. Molybdenum
c. Titanium
d. Copper
e. Carbon
f. Nitrogen
Not only is it extremely durable, but it is also an easy material to work with as it can be cut, welded, and shaped very easily, while providing extra strength. Stainless steel also lasts much longer than other materials and won't scratch and dent over time
E. Properties Of Stainless Steel
- Conductivity
Like steel, stainless steels are relatively poor conductors of electricity, with significantly lower electrical conductivities than copper. In particular, the electrical contact resistance (ECR) of stainless steel arises as a result of the dense protective oxide layer and limits its functionality in applications as electrical connectors. Copper alloys and nickel-coated connectors tend to exhibit lower ECR values, and are preferred materials for such applications. Nevertheless, stainless steel connectors are employed in situations where ECR poses a lower design criteria and corrosion resistance is required, for example in high temperatures and oxidizing environments.
2. Melting Point
As with most alloys, the melting point of stainless steel is expressed in the form of a range of temperatures, and not a singular temperature. This temperature range goes from 1,400 to 1,530 °C (2,550 to 2,790 °F; 1,670 to 1,800 K; 3,010 to 3,250 °R) depending on the specific consistency of the alloy in question.
3. Hardness
Stainless steel is a highly durable metal known for its impressive hardness. This quality is primarily due to the presence of two key components: chromium and nickel. Chromium forms an oxide layer on the metal's surface, protecting it from corrosion and wear. Meanwhile, nickel contributes to the metal's strength and ductility, enhancing its overall hardness. Stainless steel can also be hardened through heat treatment processes such as annealing or quenching, further improving its hardness.
4. Thermal Conduction
The thermal conductivity of stainless steel depends on its composition and structure. Typically, stainless steel has a thermal conductivity ranging from 15 to 20 W/mK (watts per meter Kelvin). Due to this, it keeps more energy that stabilizes the surrounding temperature.
5. Magnetism
Martensitic, duplex and ferritic stainless steels are magnetic, while austenitic stainless steel is usually non-magnetic.[12] Ferritic steel owes its magnetism to its body-centered cubic crystal structure, in which iron atoms are arranged in cubes (with one iron atom at each corner) and an additional iron atom in the center. This central iron atom is responsible for ferritic steel's magnetic properties. This arrangement also limits the amount of carbon the steel can absorb to around 0.025%.Grades with low coercive field have been developed for electro-valves used in household appliances and for injection systems in internal combustion engines. Some applications require non-magnetic materials, such as , magnetic resonance imaging.[citation needed] Austenitic stainless steels, which are usually non-magneticcan be made slightly magnetic through work hardening. Sometimes, if austenitic steel is bent or cut, magnetism occurs along the edge of the stainless steel because the crystal structure rearranges itself.
Magnetic permeability of some austenitic stainless steel grades after annealing 2 hours at 1050 °C
|
|
||||
|
EN grade |
1.4307 |
1.4301 |
1.4404 |
1.4435 |
|
Magnetic permeability, μ |
1.056 |
1.011 |
1.100 |
1.000 |
6. Corrosion
The addition of nitrogen also improves resistance to pitting corrosion and increases mechanical strength. Thus, there are numerous grades of stainless steel with varying chromium and molybdenum contents to suit the environment the alloy must endure. Corrosion resistance can be increased further by the following means:
increasing chromium content to more than 11% adding nickel to at least 8% adding molybdenum (which also improves resistance to pitting corrosion)
7. Wear
Galling, sometimes called cold welding, is a form of severe adhesive wear, which can occur when two metal surfaces are in relative motion to each other and under heavy pressure. Austenitic stainless steel fasteners are particularly susceptible to thread galling, though other alloys that self-generate a protective oxide surface film, such as aluminium and titanium, are also susceptible. Under high contact-force sliding, this oxide can be deformed, broken, and removed from parts of the component, exposing the bare reactive metal. When the two surfaces are of the same material, these exposed surfaces can easily fuse. Separation of the two surfaces can result in surface tearing and even complete seizure of metal components or fasteners. Galling can be mitigated by the use of dissimilar materials (bronze against stainless steel) or using different stainless steels (martensitic against austenitic). Additionally, threaded joints may be lubricated to provide a film between the two parts and prevent galling. Nitronic 60, made by selective alloying with manganese, silicon, and nitrogen, has demonstrated a reduced tendency to gall.
8. Density
The density of stainless steel can be somewhere between 7,500kg/m3 to 8,000kg/m3 depending on the alloy.
F. Mild Steel
AISI 1018 mild/low carbon steel has excellent weldability and produces a uniform and harder case and it is considered as the best steel for carburized parts. AISI 1018 mild/low carbon steel offers a good balance of toughness, strength and ductility. Provided with higher mechanical properties, AISI 1018 hot rolled steel also includes improved machining characteristics and Brinell hardness. Specific manufacturing controls are used for surface preparation, chemical composition, rolling and heating processes. All these processes develop a supreme quality product that are suited to fabrication processes such as welding, forging, drilling, machining, cold drawing and heat treating.
- Properties of Mild Steel
a. Machining: The machinability of AISI 1018 mild/low carbon steel is graded at 78% of B1112.
b. Weldability: AISI 1018 mild/low carbon steel can be instantly welded by all the conventional welding processes. Welding is not recommended for AISI 1018 mild/low carbon steel when it is carbonitrided and carburized. Low carbon welding electrodes are to be used in the welding procedure, and post-heating and preheating are not necessary. Pre-heating can be performed for sections over 50 mm. Post-weld stress relieving also has its own beneficial aspects like the pre-heating process.
c. Heat Treatment: The heat treatment for AISI 1018 mild/low carbon steel consists of the following processes:
d. Normalizing: AISI 1018 mild/low carbon steel should be heated at 890°C – 940°C and then cooled in still air.
e. Forging: This process requires heating between 1150°C – 1280°C and AISI 1018 mild/low carbon steel is held until the temperature becomes constant. 900°C is the minimum temperature required for the forging process. The steel is then cooled in air after this process.
f. Tempering: AISI 1018 mild/low carbon steel is tempered at between 150°C – 200°C for improvement of case toughness. This process has little or no effect on hardness. The occurrence of grinding cracks is reduced when AISI 1018 mild/low carbon steel is tempered at the above mentioned temperature.
g. Annealing: The AISI 1018 mild/low carbon steel is heated at 870°C – 910°C and allowed to cool in a furnace .
h. Stress Relieving: 500°C – 700°C is required to relieve stress in AISI 1018 mild/low carbon steel that is later cooled down in still air.
i. Case Hardening: This process requires heating to be carried out between 780°C – 820°C. AISI 1018 mild/low carbon steel is then quenched in water.
j. Core Refining: This is an optional process that requires heating at 880°C – 920°C. AISI 1018 mild/low carbon steel after being heated is moistened in oil or water.
k. Carburizing: Carburizing takes place at 880°C – 920°C.
II. MATERIALS & METHODS
A. Work And Tool Material
- Stainless Steel
a. The density of stainless steel can be somewhere between 7,500kg/m3 to 8,000kg/m3 depending on the alloy.
b. Young’s Modulus of Stainless Steel is: 1.9 x 1011 N/m2.
c. Poisson’s ratio: 0.3
2. Structural Steel
a. Density: The density of Structural Steel is 7750 to 8100 kg/m3.
b. Young's Modulus of Elasticity: Typical values for structural steel range from 190-210 GPa
c. Poisson's ratio: For structural Steel, the acceptable value ranges from 0.27 to 0.3.
3. Mild Steel
a. Density: 7.87 g/cc
b. Young’s Modulus of Elasticity: 205 Gpa
c. Poisson Ratio: 0.29
B. Methodology
Initially a 3D CAD Model was prepared for Face plate according to design needs. After preparing CAD model, simulation mode was turned on in Fusion 360. Here, Structural analysis was selected in simulation mode.
Now, the design is seen in workspace. Select the proper work material (i.e. Structural steel, Mild steel, Stainless steel) from work material menu.
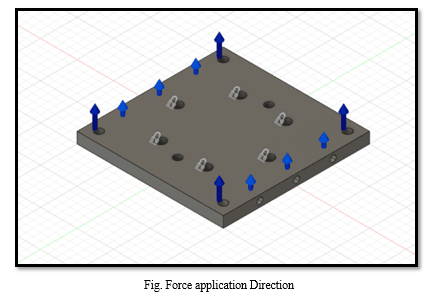
Now, apply the constraints on holes which will be mounted on the robot. After that apply 75N load on each hole at Corner and apply 60N on each side hole.
Next step involves making of mesh from meshing menu and then solve for the solution of FEA.
Now, you can get all the results like Von Mises stress, Strain, Displacement, reaction force and Contact force.
C. Software Used
Fusion 360
Finite element analysis (FEA) is a computerised method for predicting how a product reacts to real-world forces, vibration, heat, fluid flow and other physical effects. Finite element analysis shows whether a product will break, wear out or work the way it was designed. It is called analysis, but in the product development process, it is used to predict what's going to happen when the product is used.
FEA works by breaking down a real object into a large number (thousands to hundreds of thousands) of finite elements, such as little cubes. Mathematical equations help predict the behaviour of each element. A computer then adds up all the individual behaviours to predict the behaviour of the actual object. Fusion 360 is a powerful software tool that can be used for a variety of engineering design and simulation tasks, including finite element analysis (FEA). With FEA, engineers can simulate the behavior of complex structures and materials under different loading and environmental conditions, allowing them to optimize their designs for strength, durability, and performance. Fusion 360 also allows users to iterate on their designs and simulations, making changes to the model, mesh, material properties, boundary conditions, and loads, and re-running the simulation to see how these changes affect the behavior of the model. This iterative process can help engineers optimize their designs for performance, efficiency, and safety.
To perform FEA in Fusion 360, users typically follow these steps:
- Model Creation: Create a 3D model of the part or assembly to be analyzed in the "Model" workspace of Fusion 360. This can be done using a combination of sketching, extruding, and other modeling tools available in the software.
- Meshing: Generate a mesh of the model in the "Simulate" workspace. This involves dividing the model into small elements to enable FEA computations. The software offers different meshing options such as mesh size, element type, and mesh controls.
- Setup: Define the material properties, boundary conditions, and loads for the simulation in the "Setup" workspace. The software allows users to assign material properties from its database, as well as define custom material properties.
- Simulation: Run the simulation in the "Simulate" workspace. The software uses numerical methods to calculate the behavior of the model under the specified loading conditions.
- Analysis: Analyze the results of the simulation in the "Results" workspace. The software provides a range of tools to visualize and interpret the results, such as displacement plots, stress contour plots, and deformation animations.
Finite element analysis helps predict the behaviour of products affected by many physical effects, including:
a. Mechanical stress
b. Mechanical vibration
c. Fatigue
d. Motion
e. Heat transfer
f. Fluid flow
g. Electrostatics
h. Plastic injection moulding
IV. ACKNOWLEDGMENT
We would like to thank our guides Prof. G.N. Kotwal and Prof. A.U. Rajurkar for guiding us for this project.
Conclusion
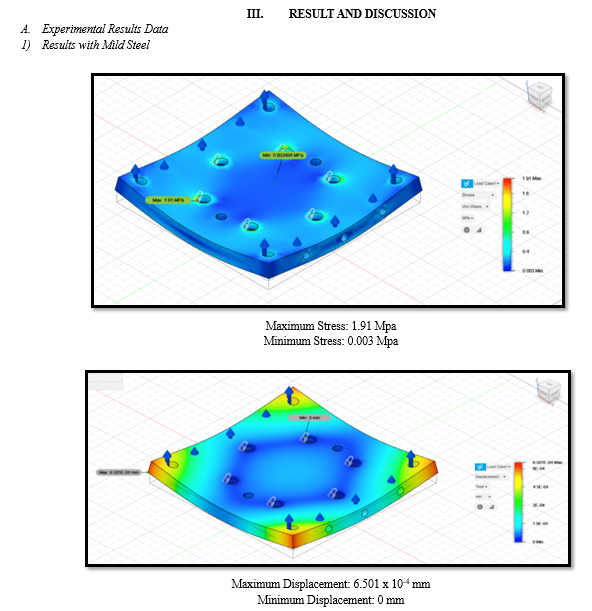
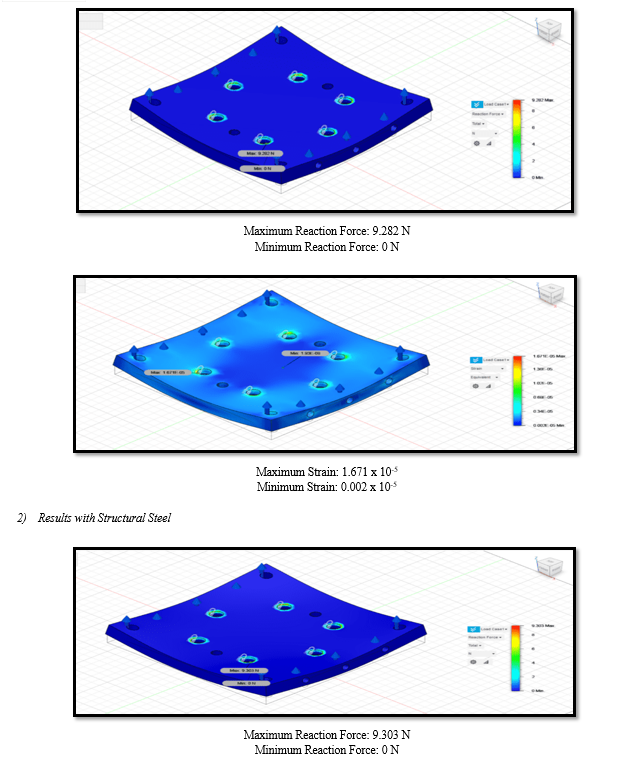
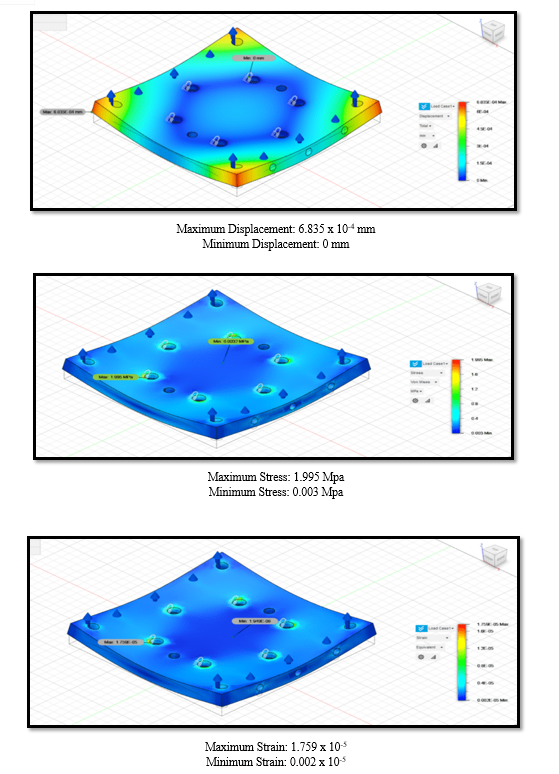
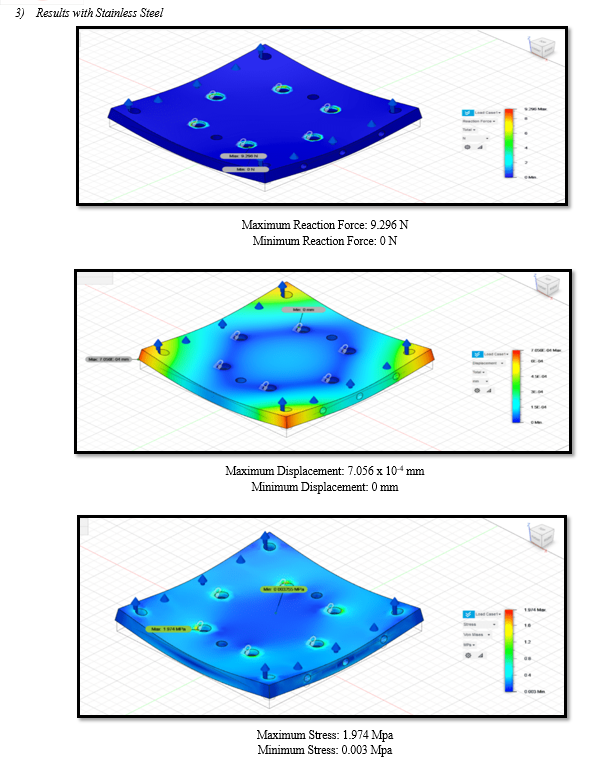
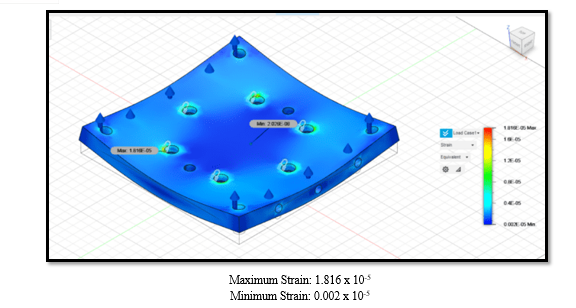
The following conclusions can be drawn from above results: A. Maximum Stress is seen near Mounting holes and minimum in the centre area. B. Maximum Displacement is seen at the corners of the plate and there is 0 displacement near the mounting holes. C. Reaction force can be only seen near the mounting Holes. As, rest other body is not restricted no reaction force is observed. D. Maximum Strain can be seen near the Centre Mounting holes and intermediate strain can be seen on side as well as corner holes. E. From above results it can be concluded that Mild steel is the optimum material for manufacturing of this face plate as it has the least displacement.
References
[1] \"Experimental investigation of cyclic behaviour of steel structures\" by J.Y. Richard Liew and Jian Yong Dai, published in Journal of Constructional Steel Research. [2] \"Investigation of the fatigue behaviour of welded steel structures\" by P. Reis and H. K. Gomes, published in International Journal of Fatigue. [3] \"Effect of welding on the properties of high strength structural steels\" by J.A. Ferreira and J. Rhodes, published in Materials Science and Technology. [4] \"Corrosion of steel in concrete structures\" by C. Andrade and M.G. Castellote, published in Cement and Concrete Research. [5] \"Structural steel fire protection\" by J.C. Lomboy and J.C. Galambos, published in Journal of Structural Engineering. [6] \"Behavior of structural steel members under elevated temperature\" by R. C. Reis and R. A. Buchanan, published in Fire Safety Journal. [7] \"Effect of corrosion on the fatigue behavior of steel structures\" by M. D. Engelhardt and A. W. Taylor, published in Engineering Structures. [8] \"Numerical modeling of steel structures subjected to blast loads\" by S. S. Sabouri and M. F. Ansell, published in International Journal of Impact Engineering. [9] \"Development of high-performance steels for earthquake-resistant structures\" by H. Nishihara and M. Nakashima, published in Journal of Constructional Steel Research. [10] \"Fracture toughness of structural steels at low temperatures\" by K. E. Easterling and R. W. K. Honeycombe, published in Materials Science and Technology. [11] \"Corrosion Behavior of Austenitic and Duplex Stainless Steels in Various Solutions: A Review,\" by M. A. U. Khan and M. A. Rhaman. Published in Materials 2021. [12] \"Microstructural characterization and corrosion behavior of laser-welded AISI 304 and AISI 316 stainless steel joints,\" by A. F. A. Abdelaziz, et al. Published in Journal of Materials Processing Technology 2020. [13] \"A review of the microstructure and properties of precipitation-hardened stainless steels,\" by A. E. Williams, et al. Published in Materials Science and Engineering: A 2020. [14] \"Microstructure and mechanical properties of duplex stainless steels: a review,\" by Y. H. Zhang, et al. Published in Materials Science and Engineering: A 2019. [15] \"Mechanical properties and microstructure of ultrafine-grained austenitic stainless steels,\" by S. V. Dobatkin, et al. Published in Materials Science and Engineering: A 2018. [16] \"A review on welding of high strength duplex stainless steels,\" by M. N. Islam, et al. Published in Journal of Materials Processing Technology 2017. [17] \"Investigation of the effect of nitriding temperature and time on the corrosion behavior of AISI 316 stainless steel,\" by B. M. Goksu, et al. Published in Materials Science and Engineering: C 2016. [18] \"A review on the development of duplex stainless steels,\" by H. K. D. H. Bhadeshia. Published in Journal of Materials Science 2015. [19] \"Corrosion behavior of austenitic and duplex stainless steels in chloride environments: A review,\" by M. A. U. Khan and M. A. Rhaman. Published in Corrosion Reviews 2015. [20] \"A review on the mechanical properties of duplex stainless steels,\" by S. S. Hosseini, et al. Published in Materials Science and Engineering: A 2014.
Copyright
Copyright © 2023 Atharva Joshi, Abhishek Bokil, Ashish Chhajed, Tejas Choudhari, Atharva Kalamkar , Prof. G. N. Kotwal, Prof. A. U. Rajurkar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET50984
Publish Date : 2023-04-25
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online