

Ijraset Journal For Research in Applied Science and Engineering Technology
Innovative Study on Microstructural Change in Duplex Stainless Steel in Corrosive Media
Authors: Sumit Banerjee
DOI Link: https://doi.org/10.22214/ijraset.2021.39534
Certificate: View Certificate
Abstract
Duplex Stainless Steel was developed long back in 1930 and gradually finds its wide application because of its high strength, good weldability, good toughness and resistance to stress corrosion cracking. This alloy finds its application in pressure vessels, bridges, process plants and also in typically down to minus 50 degree centigrade applications. However, because of its high alloy content thermal conductivities of duplex stainless steel are low. Casting this alloy is difficult and can be industrially used after proper heat treatment. In this present study corrosion rates were measured for CD4MCu in terms of weight loss/unit area/hour and microstructures were observed in different corrosive medium with time as variable.
Introduction
I. INTRODUCTION
Duplex stainless steel combines many beneficial properties of ferritic and austenitic stainless steels. The initial duplex stainless steel provides good performance characteristics but has limitations under welding conditions. The metallurgical process at the time was not suitable for producing grades with the correct austenite-ferrite balance. In addition, the carbon content of these early duplex stainless steels was relatively high because there was no effective decarburization process technology at the time. Therefore, the production of these materials is often the main production limited to some specific applications.
In the late 1960s, several factors led to the development of duplex stainless steel. First, the introduction of vacuum and argon deoxygenation (VOD and AOD) processes opened the door to the production of modern biphasic grades. These developments make it possible to achieve a good balance of low carbon content with high chromium content, high nickel content, and ferrite and austenite. This can produce materials with very good properties. Alloy content provides good resistance to local and uniform corrosion. The two-phase microstructure contributes to the high resistance to chloride stress corrosion cracking under many conditions and high strength. Modern duplex stainless steel also has good weldability.
These modern duplex stainless steels appeared in the same period as the offshore industry increased its activities. The industry needs a stainless steel that can handle aggressive environments. All these factors combine to encourage adopting duplex stainless steel in off shore applications.
All grades of Duplex Stainless Steel are weld able by SMAW, MIG and TIG method. If Cu content is above 3 % then there can be under bead crack formation. Preheat is not required, but castings should be welded in solution annealed condition and must be re-heat treated after welding to restore ductility and corrosion resistance of the weld zone.
Charles and Vincent observed duplex stainless steel was used as cargo material. Higher mechanical properties of this alloy helps to reduce weight when vessels are properly designed. This alloy is having the basic toughness of austenitic stainless steel with higher strength and improved corrosion resistance of ferritic steels. ( Ref 5th World Conference 1997 ).
The aim of this present work is to study microstructural change of duplex alloy in different corrosive media.
II. BASIC METALLURGY OF DUPLEX STAINLESS STEEL (1 &11)
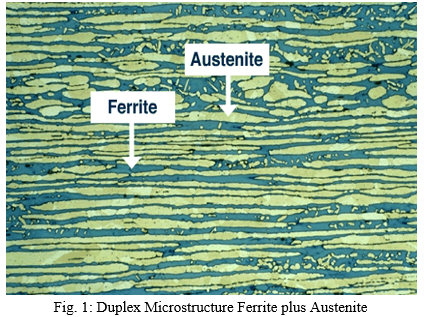
Duplex Stainless Steels have a mixed structure of bcc ferrite and fcc austenite. The exact amount of each phase is a function of composition and heat treatment. Most of the alloys are designed to have equal amounts of each phase in annealed condition
To understand how duplex steels work, first compare the composition of two familiar steels austenitic SS 304 and ferritic SS 430 :

The important elements in stainless steels can be classified into ferritisers and austenitisers. Each element favours one structure or the other (11)
Ferritisers – Cr (chromium), Si (silicon), Mo (molybdenum), W (tungsten), Ti (titanium), Nb (niobium)The important elements in stainless steels can be classified into ferritisers and austenitisers. Each element favours one structure or the other (11)
Austenitisers – C (carbon), Ni (nickel), Mn (manganese), N (nitrogen), Cu (copper)
At high temperature at around 1250 degree C austenite nucleates and grows first at ferrite grain boundaries and later along preferred crystallographic directions within the ferrite grains. Diffusion of alloying elements occur as the transformation of ferrite to austenite proceeds with austenite stabilizing elements C, N, Ni and Cu concentrating in the austenite and ferrite stabilizing elements Cr, Mo and W concentrating in the ferrite. Time available for diffusion of alloying elements is very vital in this transformation process.
In some of the recently developed grades, nitrogen and manganese are used together to bring the nickel content to very low levels. This is done from favorable economics point of view.
Nitrogen is beneficial for improving crevice corrosion resistance of duplex alloy. (3)
Cu improves strength,offers better corrosion resistance and reduces cracking tendency of this alloy. (11)
A. Corrosion Resistance of Duplex Steels
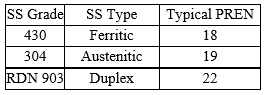
The range of duplex steels allows them to be matched for corrosion resistance with the austenitic and ferritic steel grades. There is no single measure of corrosion resistance. However, it is convenient to use the Pitting Resistance Equivalent Number (PREN) as a means of ranking the grades. (11,12)
PREN = %Cr + 3.3 x %Mo + 16 x %N
The following table shows typical PREN of duplex alloy in comparison with austenitic and ferritic grades.
B. Stress Corrosion Cracking (SCC)
SCC is a form of corrosion which occurs with a particular combination of factors:
- Tensile stress
- Corrosive environment
- Sufficiently high temperature.
The standard austenitic steels like SS 304 and SS 316 are the most susceptible to SCC. The following materials are much less prone to SCC: Duplex alloy and Ferritic stainless steels are less prone to SCC.
In addition to ferrite and austenite, duplex steels can also form a number of unwanted phases if the steel is not given the correct processing, notably in heat treatment. Two of the most important phases are illustrated in the diagram below:
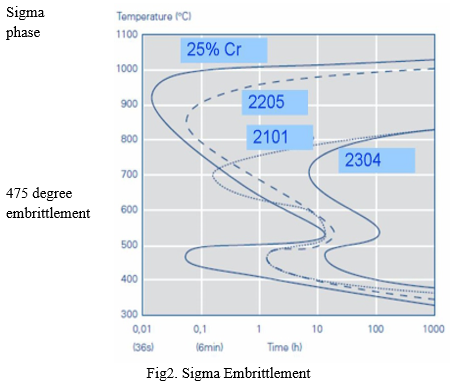
Sigma embrittlement leads to loss of impact toughness. (10 & 11). The formation of sigma phase is most likely to occur when the cooling rate during manufacture or welding is not fast enough. The more highly alloyed the steel, the higher the probability of sigma phase formation. 475 degree embrittlement is due to the formation of a phase called α′ (alpha prime). Although the worst temperature is 475 deg C, it can still form at temperatures as low as 300 deg C. This leads to a limitation on the maximum service temperature for duplex steels. This restriction reduces the potential range of applications even further.
At the other end of the scale, there is a restriction on the low temperature use of duplex stainless steels compared to austenitic grades. Unlike austenitic steels duplex steels exhibit a ductile-brittle transition in the impact test. A typical test temperature is minus 46 deg C for offshore oil and gas applications. Minus 80 deg C is the lowest temperature that is normally encountered for duplex steels.
C. Summary Of Duplex Characteristics
- Twice design strength of austenitic and ferritic stainless steels
- Wide range of corrosion resistance to match application
- Good toughness down to minus 80 deg C but not genuine cryogenic applications
- Particular resistance to stress corrosion cracking
- Weldable with care in thick sections
- More difficult to form and machine than austenitic
- Restricted to 300 deg C maximum top
D. Experimental ( 11)
Chemical /physical results of Nitrogen bearing duplex stainless steel are tabulated below:
Table1 Chemical Composition in percentage
|
Grade |
C |
Si |
Mn |
Cr |
Ni |
S |
P |
Cu |
M0 |
N |
|
ASTMA890 |
0.029 |
0.84 |
0.45 |
22.4 |
5.15 |
0.002 |
0.021 |
2.885 |
3.08 |
0.14 |
Table2 Physical Properties
|
Grade |
Hardness (BHN) |
UTS Mpa |
YS Mpa |
% Elongation |
|
ASTM A 890 |
244, 246 |
875 |
560 |
25 |
III. HEAT TREATMENT SCHEDULE
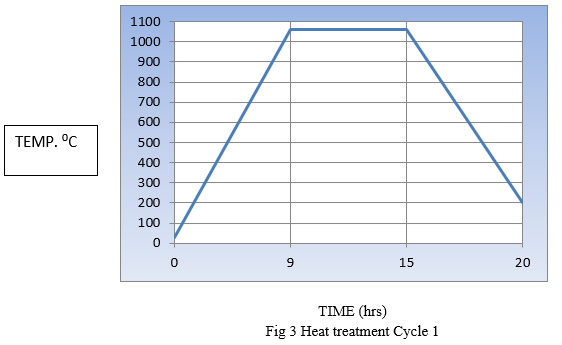
A. Cycle 1
Samples were heated to 1060 degree C in 9 hours followed by soaking at 1060 degree C for 6 hours. Then the samples were water quenched.
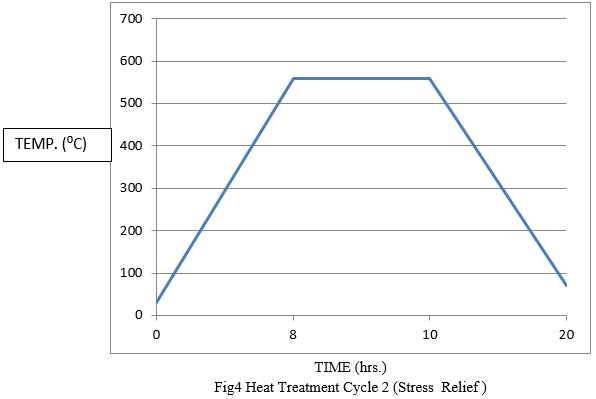
B. Cycle 2
Heating the samples to 570 degree C followed by soaking at 570 degree C for 2 hours. Then the samples were taken out around 70 degree C.
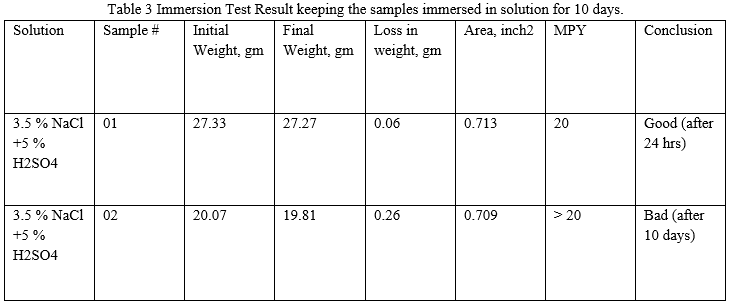
C. Immersion Test
As cast and heat treated samples were subjected to Immersion Tests. 3.5 % NaCl with 5 % H2SO4 solution was used for studying the corrosion rate using the empirical formula
MPY = 534 W/DAT
where W = Weight Loss in mg, D = Density of steel 7.35 gms /cc, T = Time Allowed in hours, A = Area in inch2.
MPY value for Duplex Stainless Steel will be considered as Good if it is within 20.
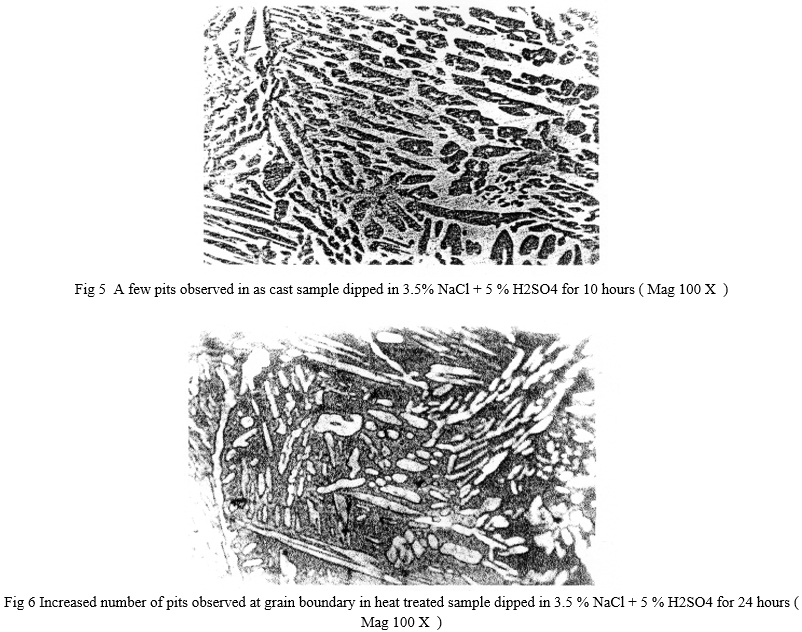
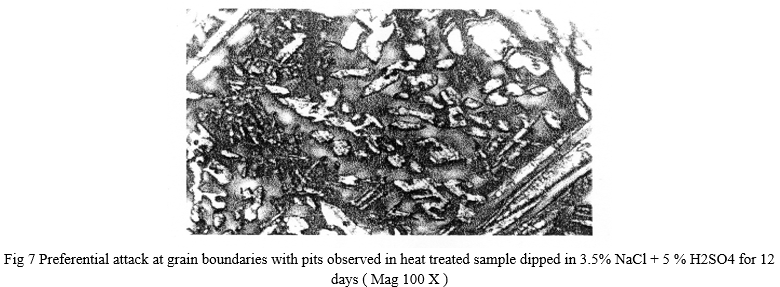
IV. MICROSTRUCTURAL STUDY OF SAMPLES (11)
Samples were polished with micro-polishing papers. Aqua Regia was used as etchant.
Conclusion
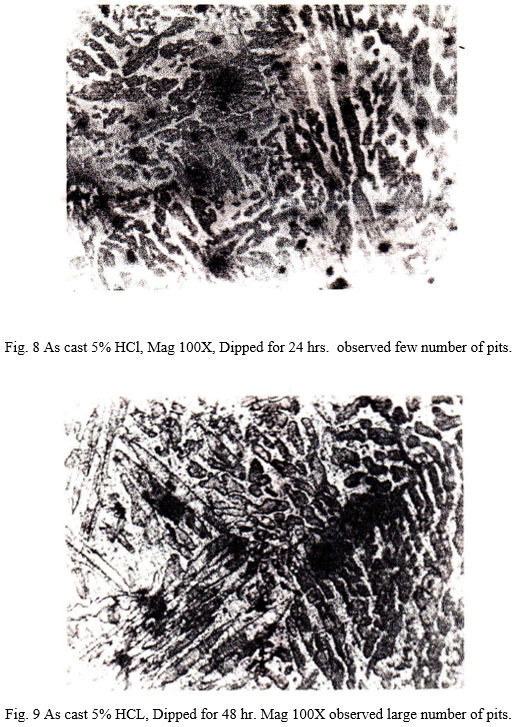
It can be concluded that due to high chromium, high molybdenum content duplex stainless steel is having high surface toughness and hence offers excellent corrosion resistance. Pitting corrosion is not an issue with duplex stainless steel in HCL as this alloy is having high chromium, molybdenum and nitrogen. This characteristics enables duplex alloy to be used in off shore application. There is a distinct difference in pitting characteristics and corrosion behavior when samples were dipped in 3.5 % NaCl + 5 % H2SO4 and in 5% HCL with time as variable. Hydrogen ion and chloride ion stimulate the dendritic areas and the entire process gets accelerated with time. As the inter dendritic space is leached the dendrites become more prominent. Obviously there occurs a differential cell with the dendrites becoming more cathodic and inter dendritic regions are anodic and hence attacked in saline media with H2SO4. A few pits are generated in 5 % HCL medium. In acid medium when the immersion time increases to 12 days the number of pits also increases.
References
[1] www.stainlesssteelworld.com [2] ASTM Hand Book Section 1, Volume 1.02 page#600 [3] Role of Nitrogen in Pitting Resistance in Stainless Steel by SJ Pawel, CD Lundin [4] Metals Hand Book 8th Edition, Volume1 [5] Stainless Steel by C. Zappfe ASM 1949 [6] ASM Handbook Volume 13 A & 13 C [7] Heat Treatment by Rajan & Sharma 4th Edition Prentice Hall [8] www.aisi.com [9] www.aksteelcorp.com [10] www.steelorg.com [11] ME Project Thesis at BESU of Sumit Banerjee, [12] Handbook of Stainless Steel Macgrawhill Chapter 8
Copyright
Copyright © 2022 Sumit Banerjee. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET39534
Publish Date : 2021-12-20
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online