

Ijraset Journal For Research in Applied Science and Engineering Technology
An Investigation on Cut Quality of Aluminum Matrix Composites Cut by Abrasive Waterjet
Authors: R Arivazhagan, C Dominic Savio, K Aakash, M Ahamed Abuthahir, C Ganesh
DOI Link: https://doi.org/10.22214/ijraset.2022.41263
Certificate: View Certificate
Abstract
Metal matrix composites are difficult to machine in traditional machining methods. Abrasive water jet machining is a state-of-the art technology which enables machining of practically all engineering materials. Abrasive water jet machining is a very efficient machining process which overcomes tool wear issues and cutting temperature issues. This experimental investigates a particular study performed on hybrid metal matrix composites prepared by AA6082 and reinforced 7.5% of TiB2 and 1% graphite in aluminum alloy and processed with abrasive water jets that are formed with garnet 80 mesh size. Particularly roughness average majorly influences with water jet traverse speed. Among interaction effects stand of distance is majorly influenced with geometrical properties except diameter error. Although developing the statistical models for predicting the machining characteristics and geometrical accuracy and the study carried out in this work would help to choose the parameters carefully.
Introduction
I. INTRODUCTION
Abrasive water jet machining (AWJM) is a mechanical material removal process used to erode holes and cavities by the impact of abrasive particles of the slurry on hard and brittle materials. Since the process is non- thermal, non-chemical and non-electrical it creates no change in the metallurgical and physical properties of the work piece.
A. Abrasive Slurry
The slurry used in this process is a mixture of abrasive particles and a liquid component, mainly water. The ratio of abrasive to liquid can vary from 1: 6 to 1: 14 (by volume). Slurry is to be fed through the nozzle, which directs the abrasive slurry centrally to the work piece. The slurry serves several purposes. It carries and distributes the abrasive grains on the work surface thus, removes the waste material and cools the work piece avoiding thermal stresses. The abrasives normally used in the process are boron carbide (cubic boron nitride), silicon carbide, aluminum oxide, garnet, tin oxide etc.,
B. Workpiece
The work piece material may be of any size and shape. It is held by means of a fixture. Many of the difficult to work materials may be machined by abrasive water jet machining. The abrasive water jet machining technique is especially suited for hard materials like tungsten carbide, titanium carbide and ceramics. Materials which exhibit high hardness, and which have high impact brittleness can be successfully machined by this technique. Such materials are germanium, ferrites, glass, and quartz. These materials often cannot withstand the forces needed for ordinary mechanical working.
???????C. Applications
Due to the uniqueness of abrasive water jet cutting, there are many applications where it is more useful and economical than standard machining processes. In this section, some of the major applications and uses of abrasive water jet cutting are given. Abrasive water jet machining is used mostly to cut stronger materials such as steel, and even some tool steels can be cut. Though the applications are somewhat limited listed below are some of the applications.
II. INTRODUCTION OF COMPOSITE
A. Composite
Composite material is a material composed of two or more distinct phases (matrix phase and reinforcing phase) and having bulk properties significantly different from those of any of the constituents. Many of common materials (metals, alloys, doped ceramics, and polymers mixed with additives) also have a small number of dispersed phases in their structures, however they are not considered as composite materials since their properties are similar to those of their constituents (physical property of steel are similar to those of pure iron). Favorable properties of composites materials are high stiffness and high strength, low density, high temperature stability, high electrical and thermal conductivity, adjustable coefficient of thermal expansion, corrosion resistance, improved wear resistance etc.
???????B. Matrix Phase
- The primary phase, having a continuous character,
- Usually more ductile and less hard phase,
- Holds the reinforcing phase and shares a load with it.
???????C. Metal Matrix Composites (MMCs)
Automobile manufacturers are responding to demands for greater fuel efficiency through use of alternate materials such as metal matrix composites (MMCs). Parts made of MMCs offer significant weight savings while maintaining if not improving performance as compared with conventional materials. Over the last decade, MMCs have made slow but steady progress toward mainstream utilization in the automobile industry. To meet the demands of less fuel consumption, less pollution, and more efficiency standards and to maintain competitiveness, automobile producers are seriously considering alternate materials in the design of their products. Advanced materials, such as metal matrix composites (MMC) appear a promising way to achieve significant improvements in performance.
III. OBJECTIVES
A. Objectives of Present Work
The requirement of composite material has gained popularity in these days due to their various properties like low density, good wear resistance, good tensile strength, and good surface finish. Titanium di boride is one of the least expensive and low-density reinforcement available in huge quantities as solid waste by-product in ceramic plant. The Hardness strength will also be taken into consideration. For the achievement of the above, an experimental set up is prepared where all the necessary inputs will be made. In this work a composite is developed by adding Titanium di boride & Graphite in Aluminum metal by mass ratio with various percentages. The composite must be prepared by crucible casting technique and must be analyzed various mechanical properties.
IV. MATERIALS & METHODS
A. Aluminum-6082
Al 6082 has a good surface finish, high corrosion resistance, is readily suited to welding and can be easily anodized. Most commonly available as T6 temper, in the T4 condition it has good formability.
???????B. Applications of 6082 Aluminum
Aluminum alloy 6082 is used in the same applications as 6082 aluminum. It is also used in: Road transport, Rail transport, Extreme sports equipment Source.
???????C. Titanium di Boride
Titanium di boride (TiB2) is well known as a ceramic material with relatively high strength and durability as characterized by the relatively high values of its melting point, hardness, strength to density ratio, and wear resistance. Current use of this material, however, appears to be limited to specialized applications in such areas as impact resistant armor, cutting tools, crucibles, and wear resistant coatings. An important evolving application is the use of TiB2 cathodes in the electro-chemical reduction of alumina to aluminum metal. Other applications may develop rapidly if the electrical discharge machining of TiB2 can be perfected. Broader application of this material may be inhibited by economic factors, particularly the cost of densifying a material with a high melting point, and concerns about the variability of the material properties. The present paper addresses the latter issue by examining the physical, mechanical, and thermal properties of TiB2 as a function of density and grain size.
???????D. Graphite
Graphite will be used as soft reinforcement on account of its low coefficient of friction, excellent thermal conductivity, and corrosion resistance. Also, Graphite will act as a solid lubricant for frictional applications. Preparing composites with built in solid lubricating characteristics is of major importance for antifriction applications.
V. CASTING PROCESS
A. Casting
In this project we have used sand mold casting for produce the requirement size. Sand casting, also known as sand molded casting, is a metal casting process characterized by using sand as the mold material. It is relatively cheap and sufficiently refractory even for steel foundry use. A suitable bonding agent (usually clay) is mixed or occurs with the sand. The mixture is moistened with water to develop strength and plasticity of the clay and to make the aggregate suitable for molding.
???????B. Mixing Ratio
Sample 1 : : Al6082 + TiB2-7.5% + Gr-1%
TABLE I
Mixing Ratio- Total Al 6082- Approx. 1263 gram
|
RATIO |
AL 6082 grams |
TiB2 7.5% |
Gr 1% |
|
1 |
1263 |
94.7 |
12.63 |
???????C. Experimental Setup

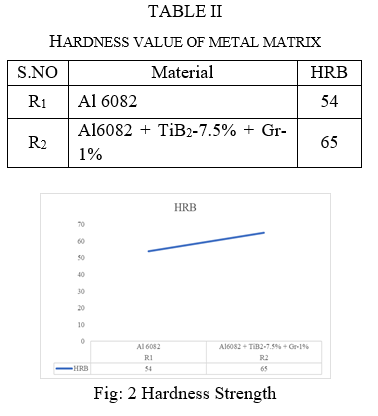
???????D. Hardness Value
After casting hardness value evaluated through Rockwell –B scale during the investigation was found below mentioned value
VI. EXPERIMENTAL DESIGN
A. Design of Experiment
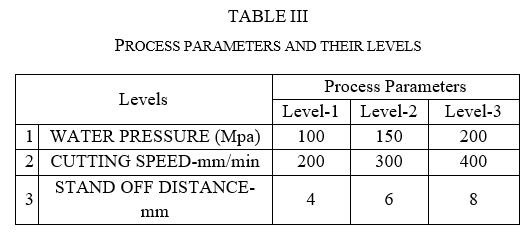
Constant parameter: AMFR-250g/min & Grant Mesh size -80 (0.165mm)
???????B. Work Piece Material
Work material –AMMC
Work material size–290 x 150 x 8 mm
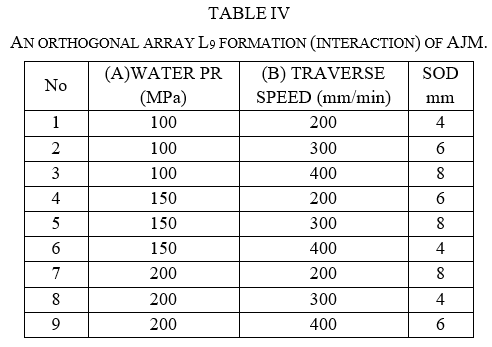
???????C. An Orthogonal Array L9 Formation (Interaction)
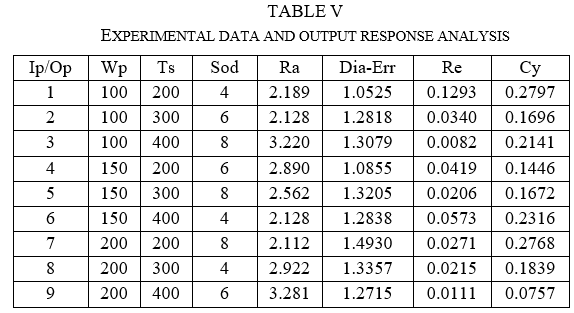
VII. EXPERIMENTAL DATA ANALYSIS & OPTIMIZATION
A. Experimental Data Analysis and Optimization
 ???????
???????
Conclusion
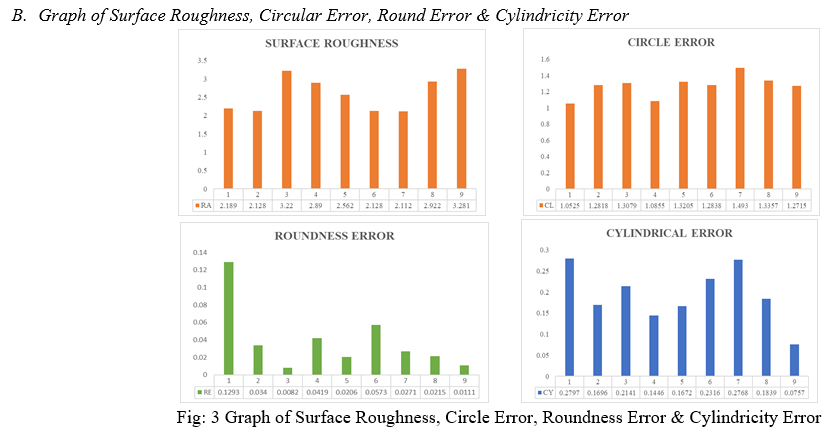
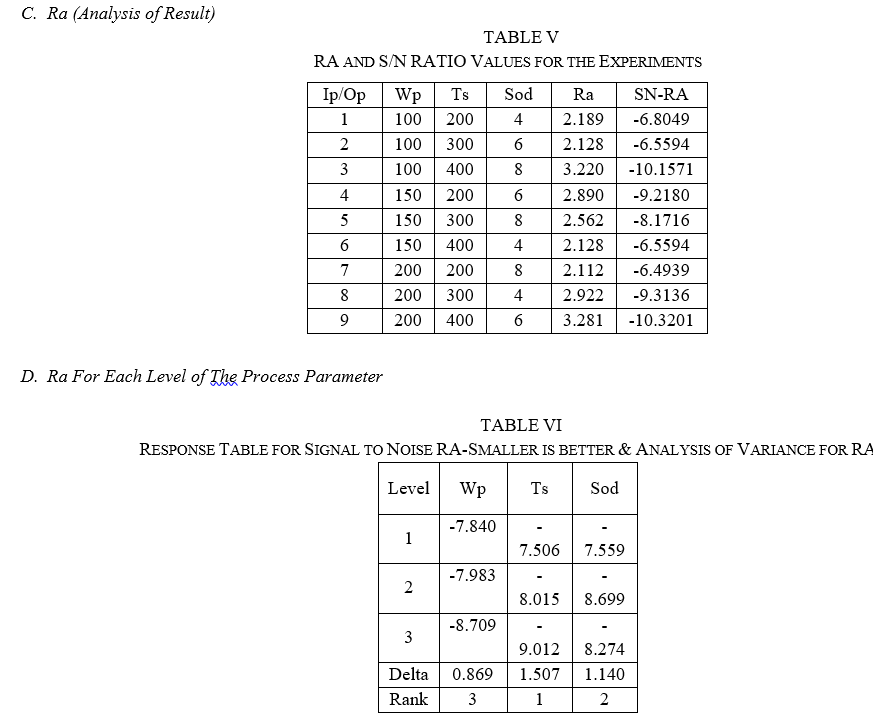
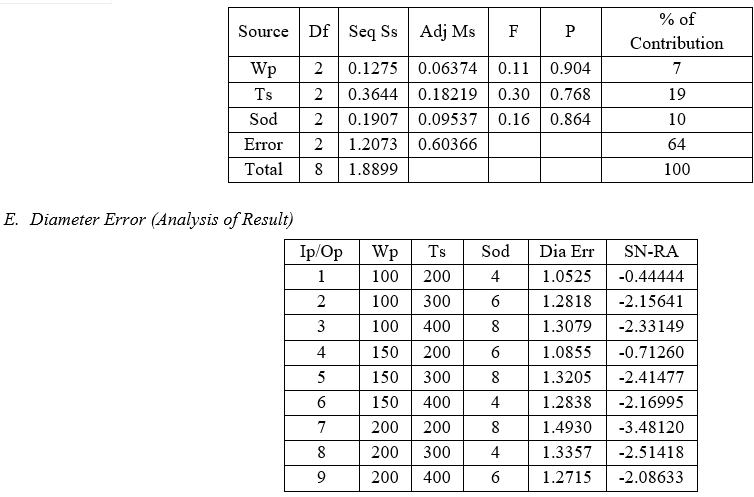
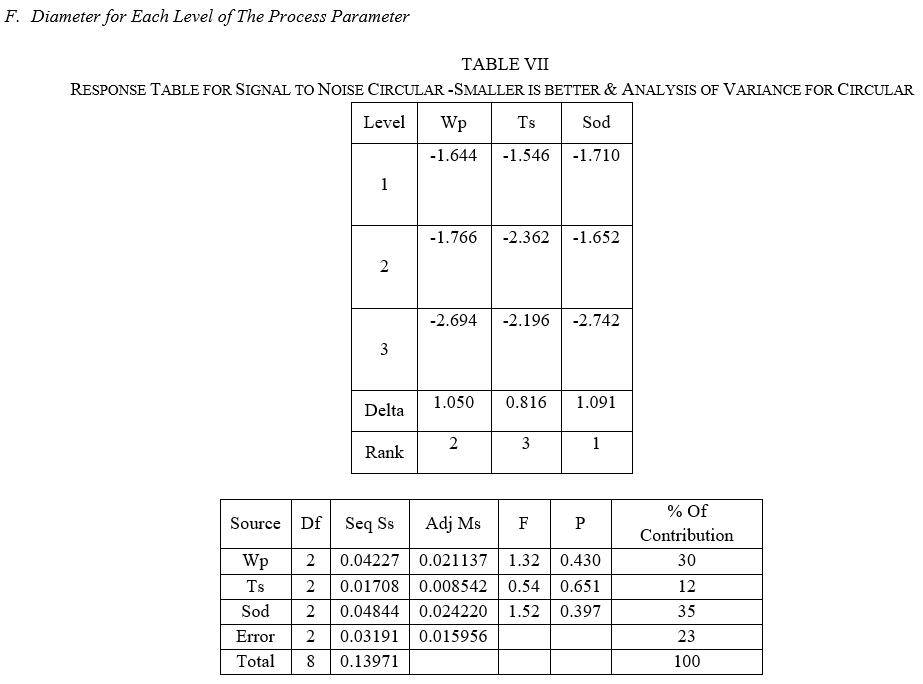
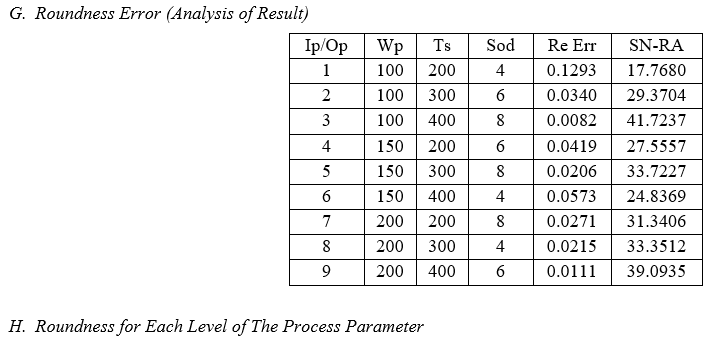
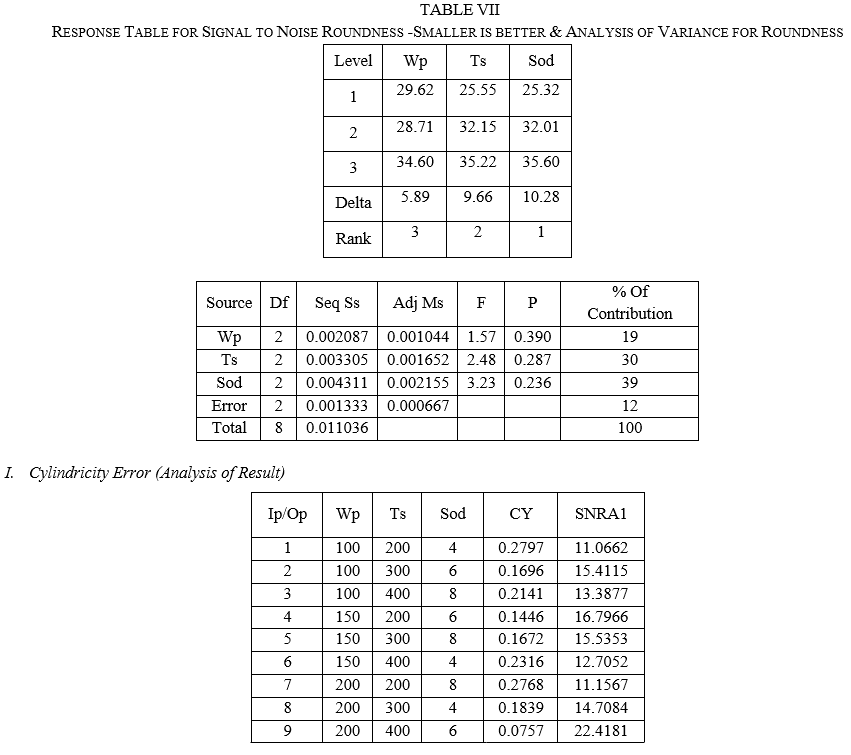
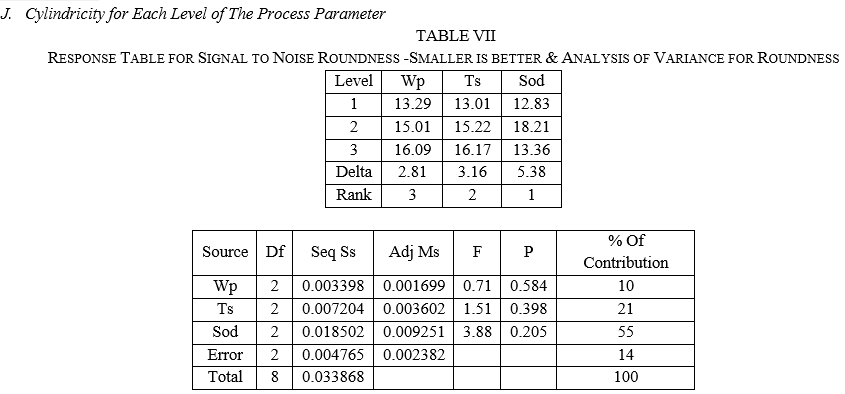
The present study clearly indicates the suitability of sand-casting method to produce larger-sized components. Contribution of water jet pressure and traverse speed are more than the contribution of abrasive flow rate on the jet penetration depths. Particularly roughness average majorly influences with water jet traverse speed. Among interaction effects stand of distance is majorly influenced with geometrical properties except diameter error. Although developing the statistical models for predicting the machining characteristics and geometrical accuracy and the study carried out in this work would help to choose the parameters carefully. Hence, the result of the experiment was summarized and concluded as follows: A. Optimal Control Factor 1) Surface roughness-A3 (WP -200 Mpa) B1 (TS -200 mm/min) C2 (SOD6 mm) 2) Circular Error-A2 (WP -150 Mpa) B3 (TS -400 mm/min) C1 (SOD4 mm) 3) Roundness Error- A3 (WP -200 Mpa) B2 (TS -300 mm/min) C1 (SOD4 mm) 4) Cylindricity Error- A3 (WP -200 Mpa) B2 (TS -300 mm/min) C1 (SOD 4 mm) B. Percentage Contribution of Process Parameter 1) Surface roughness –Traverse Speed 19% 2) Circular Error – Water Pressure 30% 3) Roundness error – SOD 39% 4) Cylindricity Error - SOD 55%
References
[1] Prabhu Swamy N R [1] An investigation on surface roughness of aluminium metal matrix composites cut by abrasive waterjet N R Prabhu Swamy and S Srinivas 2018 IOP Conf. Ser.: Mater. Sci. Eng. 455 012089. [2] S. Srinivas [2] Penetration Ability of Abrasive Water jets In Cutting of Aluminum-Silicon Carbide Particulate Metal Matrix Composites, Machining Science and Technology: An International Journal, 16:3, 337-354. [3] Rajesh Patel K [3] Abrasive Water Jet Turning of Aluminum-silicon Carbide Metal Matrix Composites international conference on precision, meso, micro& macro engineering ISBN: 978-93-80689-28-9. [4] A. Gnanavel Babu [4] effect of abrasive water jet machining parameters oh hybrid AA6061-B4C-CNT Composites Science Direct Materials Today: Proceedings 5 (2018) 13438–13450. [5] A. Arul Kumar [5] Abrasive water jet machining of aluminum-silicon carbide particulate Metal Matrix Composites Materials Science Forum Submitted: 2015-03-20 ISSN: 1662-9752, Vols. 830-831, pp 83-86. [6] Anand Raju [6] Variation of depth of cut on al7075-t6 and fly ash metal matrix composite in abrasive water jet cutting International Journal of Development Research Vol. 07, Issue, 08, pp.14324-14328, August 2017. [7] J T Kavya [7] Studies on parametric optimization for abrasive water jet machining of Al7075-TiB2 in-situ composite IOP Conf. Series: Materials Science and Engineering 149 (2016) 012024 doi:10.1088/1757-899X/149/1/012024. [8] F. Kartal [8] Optimization of Abrasive Water Jet Turning Parameters for Machining of Low-Density Polyethylene Material Based on Experimental Design Method International Polymer Processing Journal of the Polymer Processing Society · August 2014. [9] Prabhuswamy N R [9] machining ability studies of aluminium 6061 cut by abrasive water jet of aluminum-silicon carbide particulate Metal Science Direct Materials Today: Proceedings 5 (2018) 2865–2870. [10] KSK Sasikumar [10] A study on kerf characteristics of hybrid aluminium 7075 metal matrix composites machined using abrasive water jet machining technology Proc IMechE Part B: J Engineering Manufacture 1–1 IMechE 2016 Reprints and permissions: sagepub.co.uk/ journals Permissions. nav DOI: 10.1177/0954405416654085 pib.sagepub.com.
Copyright
Copyright © 2022 R Arivazhagan, C Dominic Savio, K Aakash, M Ahamed Abuthahir, C Ganesh. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET41263
Publish Date : 2022-04-06
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online