

Ijraset Journal For Research in Applied Science and Engineering Technology
Investment Casting Using FDM 3-D Printing
Authors: Prof. Hemant Hogade, Richard Lobo, Abdul Ahad Khan, Calvin Fernandes
DOI Link: https://doi.org/10.22214/ijraset.2022.45967
Certificate: View Certificate
Abstract
The earliest casting method is investment casting, which dates back to roughly 3500 BC. Precision casting and near net form are two applications. Product demand is increasing in India and around the world. The use of simulation and rapid prototyping techniques in the investment casting process improves quality while reducing lead time and cost. However, as complexity increases, the traditional sand casting technique has limits, one of which is the expensive expense of equipment to make moulds and cores. These limitations can be solved by using a 3D printer, which offers the distinct advantage of geometric freedom. A polycast design is created in the precise shape of the item to be cast in this project. A refractory ceramic substance has been applied to this pattern. The metal is flown through a mould that is linked to the tree. The accuracy and surface finish of the models and castings were also assessed in order to provide a comparison. It has a significant impact on part quality (surface finish, dimensional correctness, strength, and longevity), as well as lead time and cost. In terms of remote pattern manufacture, it offers a lot of potential.
Introduction
I. INTRODUCTION
Investment casting is a millennial distribution process that focuses on lost wax creation. It entails pouring a liquid material over the wax mould. The wax begins to shrink as it warms up. The molten metal is injected into the mould hole, mostly to replace the hole wax. After that, the metal is allowed to cool before being removed from the mould. Because the mould pattern utilised in this modelling technique is "planting" with a liquid crystal, it's called "investment distribution." There are various advantages to investing in simulation. It's perfect for manufacturing items with components that have a nice effect on the surface since it entails coating the mould with an extractable liquid.In addition, the distribution of investment supports the distribution of materials, many of which include chrome steel, copper, steel, aluminium, glass. Investment simulation is considered the most efficient process, because it creates less waste compared to other dumping processes. It is also called the ‘lost wax’ process as wax is lost as it goes in the furnace after the ceramic dip. When it comes to its origins, this procedure may be traced back over 5,000 years in Egypt and China. It's used to make a wide range of tiny and medium-sized objects, including high-quality, high-performance industrial parts. This procedure is currently carried out utilising PolyCast polymer reel FDM 3D Printed moulds. It is then used in place of dye wax in the manufacturing process, lowering costs and increasing production speed. Intricate designs may be practised since mould design is fairly rapid. It may also be accessed remotely since a 3D file containing the design can be sent, and the mould can then be printed.The cost of polycast mould making is less compared to overall wax and die making. This casting can give high strength and dimensional accuracy.
II. MATERIALS AND METHODS
A. List of Components and their Features
|
Sr. No. |
Components |
Features |
Quantity |
|
1 |
PolyCast |
3D printing polymer |
1Kg |
|
2 |
Tree |
Used to attach the polymer mould |
1 |
|
3 |
Ceramic Slurry |
Gives layers of ceramic on polymer mould |
Depending upon the mould size |
|
4 |
Finishing Tools |
Gives smooth edges |
- |
Table 2.1: Costing of components

B. Methods of Investment Casting
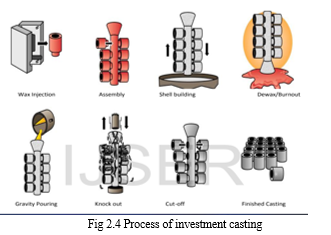
Investment casting is a popular process for producing small and medium-sized ordinary and precious metals with complicated geometry for a variety of purposes. A wax dipping (fused) pattern or PolyCast mould created by the FDM 3D printing process. These moulds are then dipped in ceramic slurry (silica, zircon, alumina, etc.) as the first step. Plaster is used to cover the slurry-coated design. Each shell is distinct. The coat is left to dry for a period of a few hours or days depending on the complexity of structure,weather,etc. One or two prime coats, four to five back up coatings, and a seal coat are all part of the shell-building process. The design is then waxed or thermally broken away from the shell, which is later cleaned and strengthened with fire.Ceramic sintering gives the investment casting shell a strong enough structure to withstand liquid metal pressure. It has evolved through time to attain a greater level of surface polish while minimising finishing and machining costs.
C. Important properties
The file format for making moulds is.stl (STereoLithography), which is commonly used in the 3D printing sector. Cura software is used to create the file, that helps determine the temperature, thickness, sharpness, and average time to print the 3D mould. This original study casting was performed with Stainless Steel 304, which has a melting point of around 1400 to 1450°C. Since it was readily available, it was an excellent resource for our research.
D. Process of Investment Casting
- Making Ceramic Shell: The design has two coats applied on it. The first is a slurry wet coating. Dry coating with refractory ceramic material is the second choice.
- Burnout Process: It is permitted to dry for 18 to 24 hours after being coated in ceramic. The firm ceramic shell is turned upside down and heated until the polymer melts and drains out, transforming the hardened ceramic shell into an expanding investment mould.
- Pouring Metal: Molten metal is poured into ceramic shell and it is left to cool down
- Breaking Shell: Once the molten metal is cooled the shell is broken down and the component is removed.
- Finishing Process: After removing the component from the shell it is passed to the finishing department for machining and finishing the Product.
- Testing of Finished Product: Then the finished product is given to quality department for testing its quality with standard quality
- Final Product: After the finishing, the product is passed through the quality department and we acquire the final product we desire.
E. Specifications
- Material used : STAINLESS STEEL 304
- Dia. of PolyCast spool : 2.85mm ±0.05mm
- Tolerance : ± 0.2mm for inner diameter
± 0.2mm for outer diameter
F. Bill of Materials
This is the bill of material of making one piece of 20 grams of polycast mould to the final product. Metal used here is Stainless steel 304
|
Sr. No. |
Material Procured |
Quantity |
Cost (in Rs.) |
|
1. |
PolyCast |
20 grams |
100 |
|
2. |
3-D Printing |
- |
300 |
|
3. |
Ceramic Slurry |
- |
120 |
|
4. |
Tree |
- |
250 |
|
5. |
Metal (Stainless Steel) |
- |
30 |
|
6. |
Labour |
- |
20 |
|
|
Total |
|
820 |
III. RESULTS AND DISCUSSION
The metal used by us for this research project is Stainless Steel 304 and as far as the whole quality is concerned its one of the best. The results that were obtained were:
A. The finishing obtained were smooth.
B. The edges were sharp.
C. Intricate patterns could be obtained.
IV. ACKNOWLEDGEMENTS
Professor Hemant Hogade and Professor Cleta Pereira earn special thanks for their direction, support, and helpful reviews of this effort. Prof. Shreeprasad Manohar is also to be thanked for allowing us to produce polycast moulds. We are also thankful to Tahir Sir and his team at Dabir Precitech for donating their time and assistance in allowing us to complete the procedure at their facility. We're also glad that Fr. Mario is interested in our casting method. Our strategy will be implemented in college activities. Prasad Tone, Aishwarya Warke, Aakash Zaware, and Sarthak Pawar were all quite helpful throughout the process. They had previously worked on this subject, and their understanding guided our research this year.
Finally, we'd want to express our gratitude to Abdul Ahad Khan and his parents for their unwavering support and encouragement throughout the process, as well as for taking our pieces to potential manufacturers. Our project was successful because to his early involvement. Without him, this accomplishment would not have been possible.
Conclusion
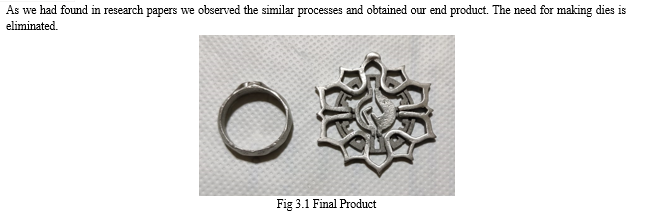
The aim of the process is to ensure that most parts are reusable and this method has less waste. This method eliminates the need to make dies. The process is cost efficient.
References
[1] D. K. Pal , Dr. B. Ravi ,L. S. Bhargava ,U. Chandrasekhar Presented a paper on \"Investment Casting One-off Intricate Part Using Rapid Prototyping Technology“ at National Conference on Investment Casting, September 22-23, 2003, CMERI, Durgapur. [2] Advances in shell moulding for investment casting, S. Jones and C. Yuan, 2003. 258-265 in Journal of Materials Processing Technology, 135(2-3). [3] S. Pattnaik, D.B. Karunakar, and P.K. Jha, 2012. A review of recent developments in the investment casting process. 212(11), pp.2332-2348 in Journal of Materials Processing Technology. [4] A. De Bussac and C.A. Gandin, 1997. Prediction of a process window for dendritic single crystal investment casting. 237(1), pp. 35-42, Materials Science and Engineering. [5] Advanced in Investment Casting – India, 13th World Conference on Investment Casting, Japan, 2012. Dave Deepan and Tamboli Piyush, Advanced in Investment Casting – India, 13th World Conference on Investment Casting, Japan, 2012. [6] Metal-Ceramic Shell Interactions during Investment Casting. C. Mahimkar, V. L. Richards, and S. N. Lekakh - 2011
Copyright
Copyright © 2022 Prof. Hemant Hogade, Richard Lobo, Abdul Ahad Khan, Calvin Fernandes. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET45967
Publish Date : 2022-07-24
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online