

Ijraset Journal For Research in Applied Science and Engineering Technology
Machining (A Case Study) - Nature of Different Tools
Authors: Aditya Kumar Singh, Ajay Solanki, Arnav Gupta
DOI Link: https://doi.org/10.22214/ijraset.2023.57304
Certificate: View Certificate
Abstract
Metal cutting and forming depend heavily on machining, also on tool nature which is very important , which is a significant component of metal working. Machine tools, in particular cutting tools, are crucial for efficient metal cutting in machining. This is as a result of their contributions to the creation of various shapes and forms.
Introduction
I. INTRODUCTION
Machine tools are typically cutting tools or metal farming equipment used to reshape or transform the workpiece to the desired size and shape by various operations such as drilling, cutting, and machining.
II. DISCUSSION
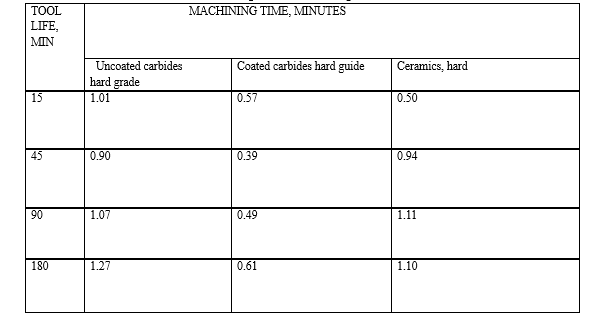
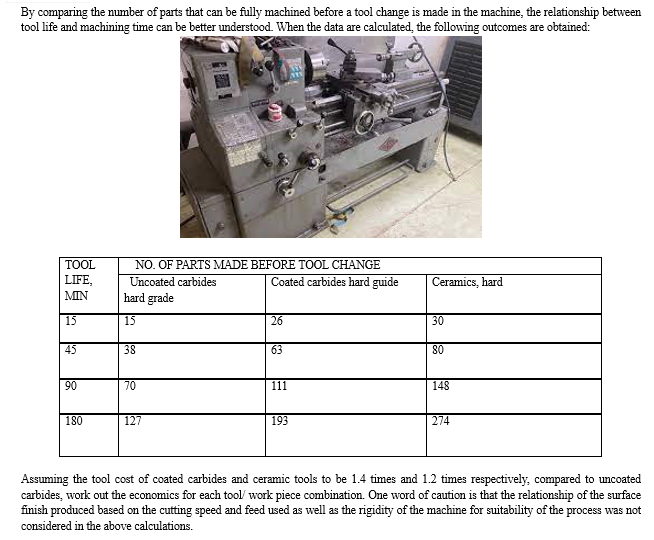
In a machine shop, 150 mm diameter AISI 4140 steel rods that have been annealed must be reduced down to 149 mm. The material has a BHN 250 hardness rating. The rods measure 100 mm in length. Machinery's Handbook (30th edition, p 1071) provides the ideal cutting speed and feed for various cutting tool materials. For instance, 108, 192, and 375 m/min are the ideal cutting speeds for the following tool materials listed in the table. 0.43, 0.43, and 0.25 mm/rev are the feed rates. These feeds and speeds are good for a 15-minute tool life. Regular production necessitates replacing the tool every 15 minutes, which increases the amount of idle time on the machine and the operator involvement. From the Taylor tool life equation, it is noticed that for increasing the tool life the cutting speed needs to be reduced. For carbide tools, to increase the tool life the cutting speed is to be multiplied by 0.86 for 45-minute tool life, 0.78 for 90-minute tool life, 0.71 for 180-minute tool life. The factors for coated carbides are 0.80. 0.70 and 0.61 respectively. Similarly for ceramic tools are 0.89, 0.82 and 0.76 respectively. When the cutting speed is decreased, the machining time will increase. It may be noticed that the increase in tool life is not directly proportional to the reduction in cutting speed. The machining times can therefore be recalculated for all tool lives as given in the following table:
Conclusion
Tool nature and its variable are very important for the machining efficiency and we can conclude its parameter affects the workpiece heavily.
References
[1] https://www.researchgate.net/publication/291139018_DISCUSSION_OF_MACHINE_TOOL_INTELLIGENCE_BASED_ON_SELECTED_CONCEPTS_AND_RESEARCH [2] https://www.journalcra.com/sites/default/files/issue-pdf/8733.pdf [3] https://worldwidescience.org/topicpages/m/machine+tool+technology.html [4] https://link.springer.com/referenceworkentry/10.1007/978-1-4471-4976-7_4-1 [5] https://www.sciencedirect.com/topics/engineering/machine-tool-design
Copyright
Copyright © 2023 Aditya Kumar Singh, Ajay Solanki, Arnav Gupta. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET57304
Publish Date : 2023-12-03
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online