

Ijraset Journal For Research in Applied Science and Engineering Technology
Machining Character Analysis of Coated and Uncoated End Mill on Heat Treated C45 Steel
Authors: E Sivaprakash, S Aswin, D Dhanaruban, G Dinesh, M Inbamathi
DOI Link: https://doi.org/10.22214/ijraset.2022.41872
Certificate: View Certificate
Abstract
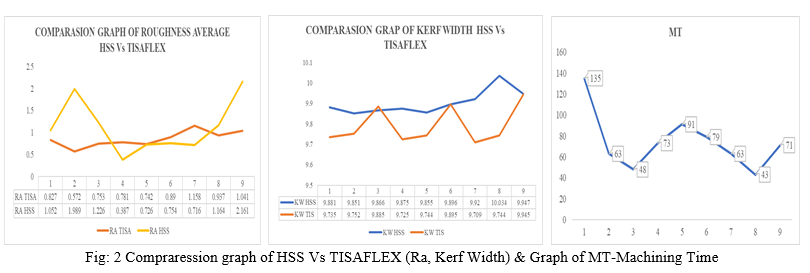
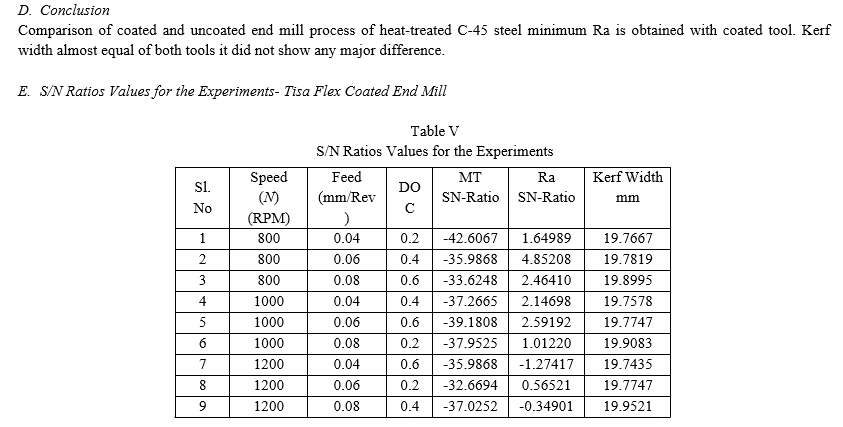
Machining operations are used to produce shapes or surface characteristics for a product. Some common conventional machining operations are turning, boring, drilling, reaming, milling, and tapping. Conditions for machining operations were chosen based on geometry and surface finish requirements rather than profit when costs were comparatively low on labor, resource, machines, and tools. However, nowadays, many researchers proposed optimizing machining parameters to maximize profit when using expensive modern machine tools. The purpose of machining operations is to make specific shapes or surface characteristics for a product. Conditions for machining operations were traditionally selected based on geometry and surface finish requirements. This study was investigated the parameter optimization of end milling operation various parameter and coated tools and ordinary tool with heat treated C45 steel with single objective function criteria based on the Taguchi orthogonal array with the Taguchi design. Comparison of coated and uncoated end mill process of heat-treated C-45 steel fine Ra is obtained with coated tool. Kerf width almost equal of both tools it did not show any major difference Optimum level and ANOVA were calculated for both tools.
Introduction
I. INTRODUCTION
A. Milling
Milling is the process of removing metal by feeding the work past a rotating multipoint cutter. In milling operation, the rate of metal removal is rapid as the cutter rotates at a high speed and has many cutting edges. Thus, the jobs are machined at a faster rate than with single point tools and the surface finish is also better due to multipoint cutting edges.
The action of the milling cutter is vastly different from that of a drill or lathe tool. In milling operation, the cutting edge of the cutter is kept continuously in contact with the material being cut. The cuts pick gradually. The cycle of operation to remove the chip produced by each tooth is first a sliding action at the beginning, the cutter meets the metal and then crushing action takes place just after it is leading finally to the cutting actions. The versatility and accuracy of the milling process causes it to be widely used in modern manufacturing.
B. End Milling
The End Milling may be considering as the combination of peripheral and face milling operations. The cutter has teeth both on the end face and on the periphery. The cutting characteristics may be of peripheral or face milling type according to the particular cutter surface used. When the end cutting edges are only used to remove the metal the direction of rotation and the direction of the helix of the cutter should be same. When the peripheral cutting edges are used to remove the metal, the direction of rotation and the direction of helix should be opposite to each other. The end milling is the operation of producing a flat surface which may be vertical, horizontal or at an angle in reference to the table surface.
II. CNC MILLING OVERVIEW & INPUT PARAMETER

A. Experimental Setup
The experiments were conducted based on L9 orthogonal array with Taguchi design. BATLIBOI CHETAK-75MC model was used to perform the coated and uncoated end milling operation.
???????B. Machine Specifications
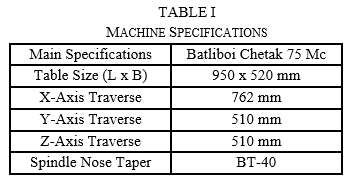
???????C. Tool and Insert
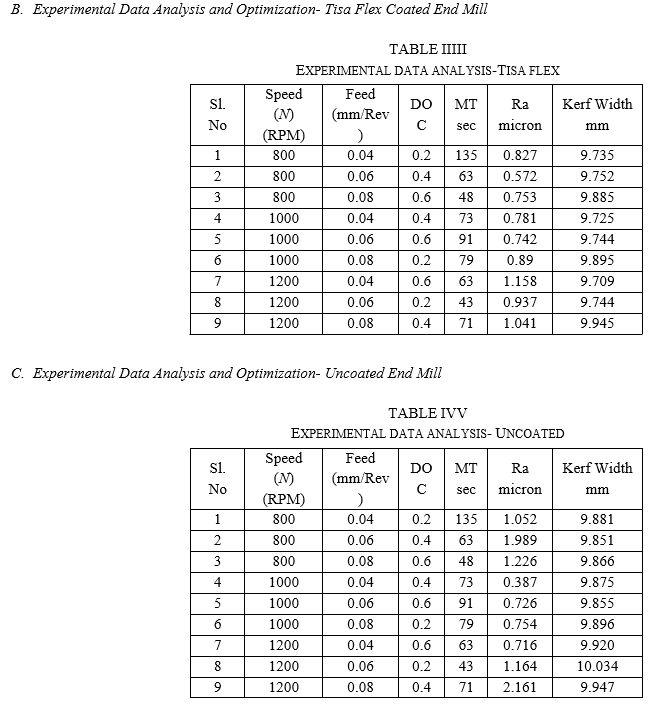
The tool diameter is a key factor while calculating the material removal rate. The diameter of tool is coated and uncoated (TISA FLEX) 8- mm for this experimental purpose.
???????D. Coated End Mill TISA FLEX
TISAFLEX from Oerlikon Balzers provides outstanding oxidation resistance, high thermal stability, and excellent wear resistance. The new high-end coating solution is thus the perfect solution for machining these demanding materials.
- Superior oxidation resistance and thermal stability.
- Perfect coating solution for machining difficult-to-cut materials like titanium, nickel-based alloys, stainless steel, and hardened steel
- Coating material: AlTiN
???????E. Work Material Details
Work material – C45 Steel
Work material size–100X 100 mm rectangular plate 6 mm thickness. Heat treated with oil hardening method and hardness was found 40 HRC.
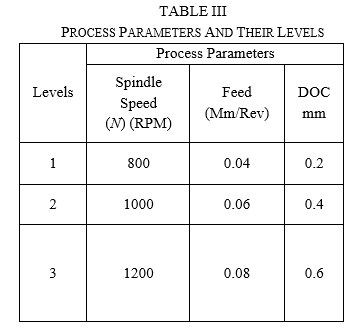
III. MACHINING PARAMETER
A. Design of Experiment
 ???????
???????
Conclusion
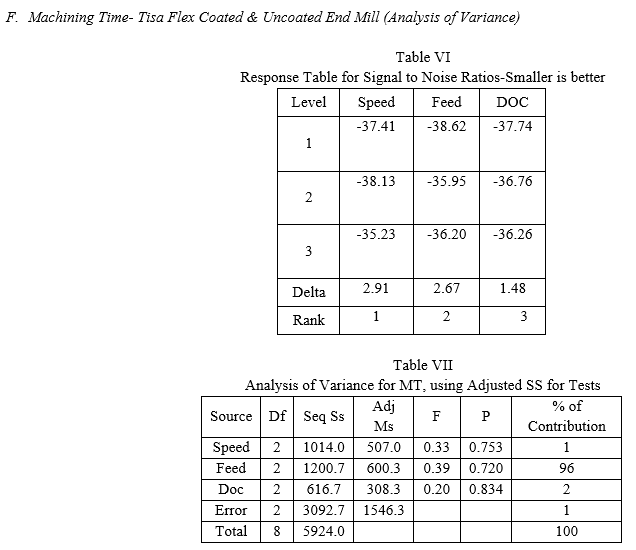
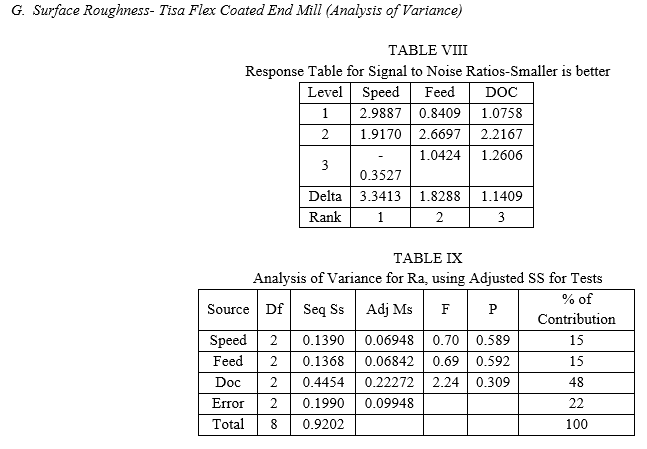
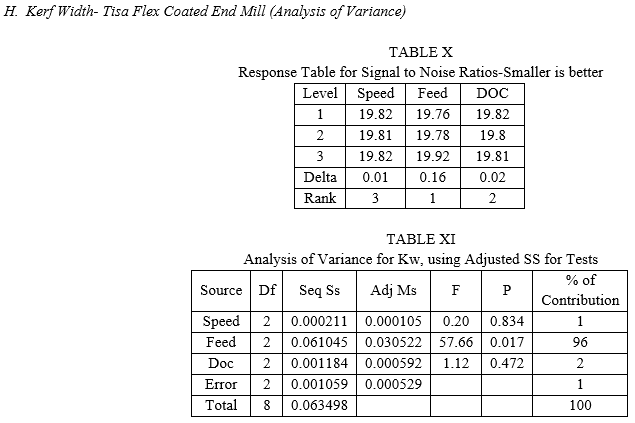
In this study, the Taguchi technique and ANOVA were used to obtain optimal end milling parameters of heat-treated C-45 steel with coated and uncoated end mill under wet conditions. The experimental results were evaluated using Taguchi technique. From the experimental study finally, we have concluded coated and uncoated end mill process of heat-treated C-45 steel fine Ra is obtained with coated tool. Kerf width almost equal of both tools.it did not show any major difference. A. Result Optimal Control Factor- Tisa Flex Coated End Mill 1) Surface roughness- A1 (Speed-800) B2 (Feed-0.06 mm/rev) C3 (DOC-0.6) 2) Kerf Width- A3 (Speed-1200) B1 (Feed-0.04 mm/rev) C2 (DOC-0.4) 3) Machining timing- A1 (Speed-800) B2 (Feed-0.06 mm/rev) C3 (DOC-0.6) B. Percentage Of Contribution for Tisa Flex End Mill Annova 1) Surface roughness- Speed- 71% 2) Kerf width - Feed-96% 3) Machining tining-20%
References
[1] Kishan Dhameliya 1, Jignesh Desai1, Mohit Gandhi1, Divyesh Dave1 Experimental investigation of process parameters on MRR and Surface roughness in turning operation on CNC Lathe machine for Mild Steel – E250: IS 2062, 1. Dr. Jivraj Mehta an institute of technology, Mogar- 388340, Anand, Gujarat-India, International Journal of Engineering Research & Technology (IJERT) [2] Abubakar Buhari, Liu Ping (Prof.), Study of the Effect of Machining Parameters on Surface Finish in End Milling of Heat-Treated Manganese Steel, School of Mechanical Engineering, Tianjin University of Technology and Education (TUTE) Tianjin, P.R. China., International Journal of Engineering Research & Technology (IJERT) [3] J. Vehmeyera, I. Piotrowska-Kurczewskia, F. Bohmermannb, O. Riemerb, P. Maasa, Least-squares based parameter identification for a function-related surface optimization in micro ball-end milling., a Center for Industrial Mathematics (ZeTeM), University of Bremen, 28359 Bremen, Germany laboratory for Precision Machining (LFM), University of Bremen, 28359 Bremen, Germany, Procedia CIRP 31 (2015) 276 – 281 [4] Biswajit Das, S. Roy, R.N. Rai, S.C. Saha, Application of grey fuzzy logic for the optimization of CNC milling parameters for Al–4.5%Cu–TiC MMCs with multi-performance characteristics, National Institute of Technology, Agartala, Barjala, Jirania, Tripura, Pin-799046, India, Engineering Science and Technology, an International Journal 19 (2016) 857–865 [5] Nikolaos Tapoglou, Jörn Mehnen, Jevgenijs Butans, Nicolau Iralal Morar, online on-board optimization of cutting parameter for energy efficient CNC milling, EPSRC Centre for Innovative Manufacturing in Through-life Engineering Services, Manufacturing Department, Cranfield University, MK43 0AL, UK [6] Andris Loginsa, Toms Torimsa, The Influence of High-Speed Milling Strategies on 3D Surface Roughness Parameters, a Riga Technical University, Faculty of Transport and Mechanical Engineering, Ezermalas St. 6K-105, Riga, LV-1006, 25th DAAAM International Symposium on Intelligent Manufacturing and Automation, DAAAM 2014 [7] chandranath, zachary brooks and thimas r. Kurfess, on machinability study and process optimization in face milling of some alloys with indexable copy face mill inserts, school of mechanical engineering, Georgia institute of technology, Atlanta, Georgia, USA [8] Saurin Sheth a, P M George b, Experimental Investigation and Prediction of Flatness and Surface Roughness during Face Milling Operation of WCB Material, Associate professor, Mechatronics Engineering Department, G.H. Patel College of Engineering & Tech, VV Nagar, Gujarat, India professor & Head, Mechanical Engineering Department, B V M Engineering College, VV Nagar, Gujarat, India., 3rd International Conference on Innovations in Automation and Mechatronics Engineering, ICIAME 2016 [9] Kannan. S1, Baskar. N, Modeling and Optimization of Face Milling Operation Based on Response Surface Methodology and Genetic Algorithm, #Department of Mechanical Engineering, A. V. C. College of Engineering, Mannampandal, Mayiladuthurai, Tamil N?du, India. Pin: 609 305, Kannan. S. et.al / International Journal of Engineering and Technology (IJET) [10] Mulugundam Siva Surya1, Sridhar Atla2, Effect of Approach Angle in Face Milling Using Tungsten Carbide Tool, Assistant Professor, Mechanical Department, GITAM University, Hyderabad, Telangana, International Journal of Recent advances in Mechanical Engineering (IJMECH) Vol.4, No.2, May 2015.
Copyright
Copyright © 2022 E Sivaprakash, S Aswin, D Dhanaruban, G Dinesh, M Inbamathi. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET41872
Publish Date : 2022-04-26
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online