

Ijraset Journal For Research in Applied Science and Engineering Technology
Maintenance Framework Implementation: A Case Study of Automobile Ancillary SMEs
Authors: Gouraw Beohar, Dr. Anjaney Pandey , Prof A. Duggal, Prof K.P. Mishra, Prof R.K Kharya
DOI Link: https://doi.org/10.22214/ijraset.2022.44444
Certificate: View Certificate
Abstract
The purpose of this chapter is to validate the proposed maintenance framework implementation methodology presented in the chapter by reporting on a case study in the automobile ancillary.
Introduction
I. INTRODUCTION
The research evaluation in previous chapters reveals that the manufacturing sector has the most publications in the field of maintenance. Initially maintenance was firstly implemented in manufacturing sector, but it quickly spread to other manufacturing industries (small, medium, and large) such as services, food, electrical and electronics, textiles, construction, and medicine. An automobile industry began in the India on late 1940s. These industries have shown significant increase in the last two decades, owing to globalization and deregulation, which incorporated 100% FDI in area. Manufacturing enterprises of India have seen rapid substantial growth and massive expansion due to increased demands of manufacturing and automobile sectors. As a result, automobile ancillary items such as brakes, clutches, body parts, pressure plates, shafts, engine mountings and other automobile ancillary items in higher trends.
Madhya Pradesh is the important state in India for manufacturing vehicles, especially for domestic use, due to its central location. Madhya Pradesh, together with its adjacent state, accounts for half of India's population. Indore is Madhya Pradesh commercial hub surrounded by automobile production and ancillary SMEs. Many international firms are enticed to participate in production and R &D facilities, due to the presence of trained personnel at even a cheaper price, lesser cost of production and nation's grown marketplace. We are the world's sixth largest manufacturer of vehicle components in terms of both volume and value. Sector contributed 4% in export, 7% in Gross domestic product of India, 39% in FDI, and 17% in overall income taxes. Pithampur, in MP just across Indore has an automobile cluster estimated worth more than INR 220 cores.
There are around 120 MSME and over 700 SMEs units of production and automobile components available in the cluster. It provided 3.8 percent to the country’s economy. Despite, being a raw material rich region, the technological development and adaptation of maintenance policies, SMEs are still underdeveloped in this region. Due of various obstacles of framework implementations in SMEs, the adoption of various maintenance processes in enterprises has been limited (Jimenez et al 2011). SME’s contributions are not just in terms of providing jobs in the region, but they also contributed for around 7-8 % of the country's GDP. In the Small and medium enterprises categories Automotive ancillaries are developed rapidly. Due to strong demand from worldwide vehicle manufacturers, this sector has also seen a growth. Organizations' existence and sustainability remain a key concern, as they strive to become the top in a worldwide aggressive climate. To thrive in the international market, automotive parts SMEs must acquire focus on customer satisfaction and reliability. At the same time, they confront the problems that come with being a small business, such as
- Inadequate technology
- Poor awareness about competitive environment.
- Insufficient financial
- Zero knowledge about business expansion
- Less Capital for investment
Improper utilization of Men, Money and Machines causes a lot of revenue losses and quality compromises with products to end users. Maintenance framework development and its proper implementation bring not only the usability and efficiency of SMEs but also enhance the adaptability and effectiveness of product in terms of SMEs profit and customer satisfaction.
In order for the SMEs sector to succeed in today’s competitive world, the approach must be creative (Biswas & Chowdhury 2016). Apart from empirical quality assessment, the SME sector needs immediate emphasis to promote to global development. (Kaushik et al., 2017a). In current era of competition, the approach should be generative for successful running of enterprises, Chowdhury and Biswas (2016).
The SME sector required urgent significantly contributed to worldwide advancement in the form of a refinement approach apart from statistical quality control (Kaushik et al., 2017a). Research scholars and corporate entities from all over the world presented several maintenance tools in order to achieve client happiness. (Kaushik et al., 2017b,c) and different strategies as TQM, TPM, QFD, Quality circles, LM, Six Sigma, WCM, RM, AHP, SWOT etc.
Maintenance framework is a very well of the strategies mentioned above. Its goal is to identify the root causes of quality problems and minimize them in order to obtain enterprise effectiveness (Kaushik et al., 2016b). Researchers have studied many components of the maintenance framework development technique in depth with their own ways, and research reveals that maintenance system improvements has mostly been considered as a quality improvement tool for major manufacturing enterprises.
The above thing in perspective, a case study has been created to illustrate the deployment of maintenance framework of small business and to evaluate its usability, adoptability, effectiveness and efficiency of SMEs.
II. ENTERPRISE SELECTION / CASE COMPANY
After informal discussions with a number of enterprises, the case study for small and medium enterprise, named XYZ to ensure privacy and security, was considered because management of the enterprise was interested for improvement of overall system of enterprise. XYZ is ISO certified company was established at year 2008 now having technical customers like Maruti, TATA, Hyundai, Mahindra etc.
Enterprise is an automobile ancillary company deals with power steering valve manufacturing and assembly. The enterprise is managed by competent technical personnel, engineers, and machine operators who have received specialized training in their disciplines.
Customers were regularly complaining for crack initiation in the steering valve assembly by the enterprise. That was just the major source of customer unhappiness, and it was compromising customer trust. Leadership had a difficulty in decreasing manufacturing waste and ineffectiveness in order to retain customers.
After meeting with long discussion and explanations, two managers of the company shows their confident on proposed maintenance structure and its advantages. These managers convinced top management that maintenance framework implementation may readily meet enterprise issues.
A. Pilot Case Study
Implementation objective is related with validation part of proposed framework. Motivation of pilot study related with improvement of product quality, working flexibility, increase productivity, safety working, overall equipment effectiveness and reduction in defects, machine downtime, and changeover time are the major task of implementation phase. Study purpose is an attempt to analyze and calculate the feasibility check of proposed framework, its partial or full effect with real data of enterprise in terms of problems/ solutions.
B. About Pilot Case Study
A pilot study of automobile SMEs at the steering valve fabrication plant in Jabalpur, M.P. was conducted. The Steering valves are the pilot study product.
The implementation of maintenance framework is in the steering valve assembly unit of SMEs. The efficiency of the proposed framework is tested in a steering valve manufacturing enterprise unit with the goal of increasing the proportion of first-time right manufacturing (FTRM).
C. Product Details
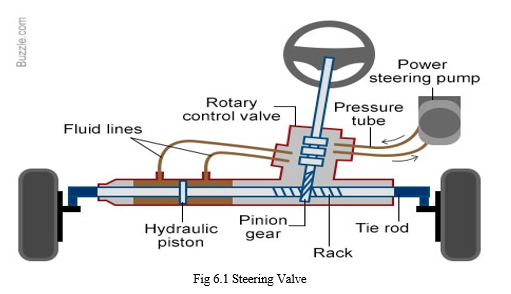
Steering valves has been taken as an example of a case study product. The steering wheel operates valves that control the flow into the cylinder. The more power the driver provides to the steering shaft and wheel with which it is connected, the valve permits more fluid let into the cylinders. As a result, additional effort is necessary to steer the steering wheels in the required position.
III. MAINTENANCE FRAMWORK
The maintenance framework is explored in the following sections.
A. Define the Problem
The major objective of the definitional stage is to identify the mission and development of a company. Team members and supporters employ all of the strategies required to assess the power of the real worth potential in a given production process, as well as the information required and the solution process' structure. Determine who the customer is, pick a research area, explain the project's aim, goal, and facilities, organize a development team, establish teammates' duties, and analyzed the program's profitability and expenditure to ensure the project's worth are all key activities at this stage.
The problem generally categorized on the basis of measurable standards and those important aspects which recognized quality needs of the customer. The plan blueprint, corporate processes mapping, vendors, inputs, procedure, outcomes, and customer charts are all essential instruments of this stage.
- Management Initiatives: A meeting is scheduled by top level management with engineers, managers, machine operators from other departments to review the changes that need to be made to present processes in order to improve customer satisfaction and reduce faults. A multidisciplinary team was formed including machine operators, production, quality engineers, and marketing executives, as well as senior management. The team spent many hours on the plant floor evaluating the various operations linked to the steering valve by production line in order to gather and interpret data.
- Define Problem: Based on customer feedback a number of problems - solving workshops for multidisciplinary team members were held to discover essential qualities. The problem with the valve assembly line, its scale, and its impact were discussed throughout the conference have been reviewed between the multidisciplinary team , then it became clear that the majority of the defects were related with D1 and D2 defects, also affected the steering valve production line's FTRM %. Now first objective of team is to figure out basic reason of the failures as well as to decrease the number of defects in the item.
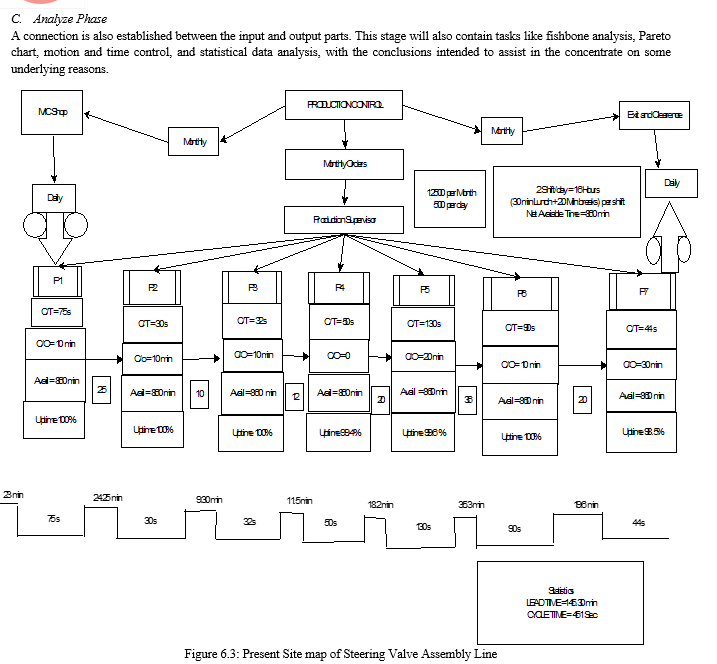
- Map of the Present Situations: A current system map is generated to gain a full knowledge of the current state of the steering valve production process. It offers an overview with the methods and allows for the measurement of improvement opportunities. The flow of raw materials throughout various machines during production is examined as a preliminary stage toward accomplishing this, and a conceptual model of the various operations associated in the valve production line is developed for subsequent references. Production scheduling (P/S), loading and unloading time (L/U), overall time availability and machinery uptime are shown under each procedure.
- Project Plan Declaration: Project outlines the goals, scope, and stakeholders in the plan. It specifies the projects manager's responsibility and gives an initial pictorisation of responsibilities and duties. It also explained the goals of the project, describes the major stakeholders, and identifies the program manager's authorization. It acts as a point of control for the program's destiny.
B. Measured Stage
The ability to monitor performance factors and elements that impact client satisfaction is also evaluated. To ensure that the current situation is properly comprehended, the method where the problem occurs or repair is required will be detailed, including men, time, and material aspects. By defining the important input and output variables, the impact on the factors that are crucial to the user's satisfaction may also be determined. These criteria are necessary for determining the procedure' reliability.
Table 6.1: Criteria definition
|
Product Level |
Grading with valves |
Units of Enterprise |
XYZ Valves |
|
Experts |
Mr A |
Customers for the product |
All automobile vehicles like Maruti , Mahindra, Hyundai, TATA etc |
|
Coordinator |
Mr B Mr C |
Team members
|
All the employees of valve assembly Lines |
|
Stake holder |
Mr D |
|
|
|
Start date |
12-Jan-22 |
Completion date |
12-Mar-22 |
- Real-time Data Recording: Steps are related with map construction and real time data collection with help of machine operators on various work locations. Every process, each data properly will be analyzed and recorded carefully with standard time frame. The lead time and cycle time properly calculated and handled for steering valve assembly.
2. Types of Losses: This step is concerned with identifying various types of defects and eliminating them in order to improve the total performance of the enterprise mechanism. There are seven different types of losses that might happen improper inventory, excess-production, defects and rejections, transportation, over-process, long waiting and random movement. 11 types of failures that have occurred in the enterprises and their cause due to: tool failure, workspace change, change of equipment, unavoidable stoppages, speed reduction, poor quality, improper scheduling, management vision, operational loss, logistics issues, measurements.
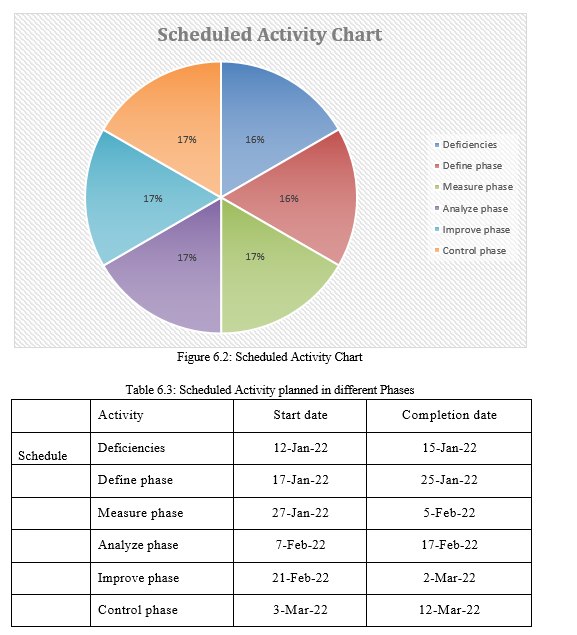
3. Activity Categorization: Task classification: Task identification for the steering valve assembly process was performed at this step, as shown in Figure 6.2. All tasks are classified into two main types: essential tasks and activities of general effectiveness. Changeover times and cycle times are examples of essential important tasks, whereas the lead time and vital significance time are examples of general value processes.
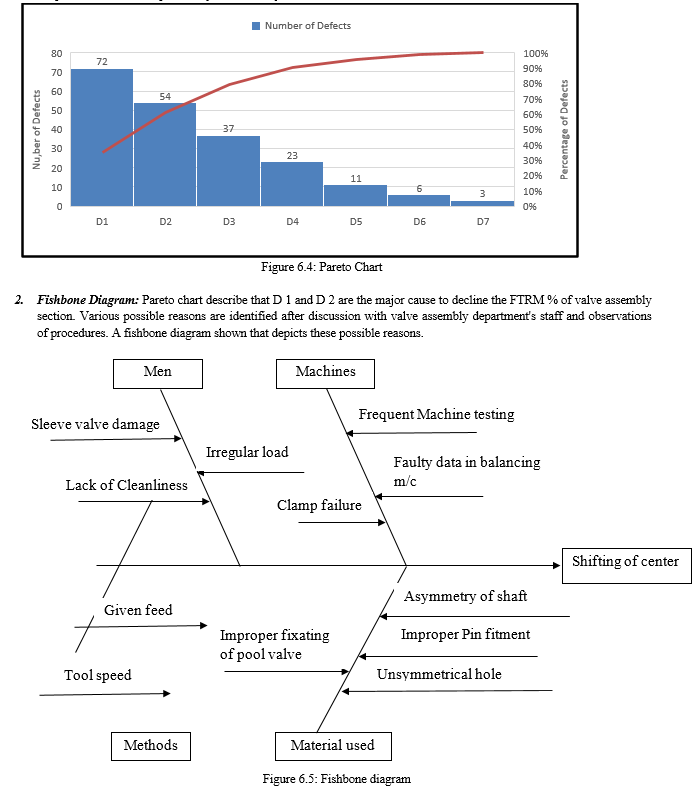
- Pareto Diagram: The main goal of the multitasking group was to increase the FTRR percent in the valve assembly section. Assembly unit suffered with seven defects represented by D 1, D 2, D 3, D 4, D 5, D 6 and D 7. D1 represents deviation between pinion with input shaft with their center point. It results dis-balance in fluid flow responsible for poor steering control. D2 is pinion shaft failure during process due to improper torque faced. D3 defect represents by improper fitting of pin between the input and pinion shaft. D3 presented. Loose fit may produce ejection called push out. Oil seal failure produced faulty steering shown by D4. Poor steering controls concern with customer dissatisfaction during vehicle handling. Defect D5 represents improper fixation of outer and inner spool valve. Main reasons are related with operator’s mistakes or mechanical failures. D 6 related with oil seal leakage. Improper utilization of tools during installation responsible for the same results hard steering. D7 related with reaming holes exceeded specified desired limitation.
During the analysis, frequency data for each problem was gathered over a 10-days period. To identify the most frequent common defects, complaints or failures of pilot study, Pareto analysis has been used.
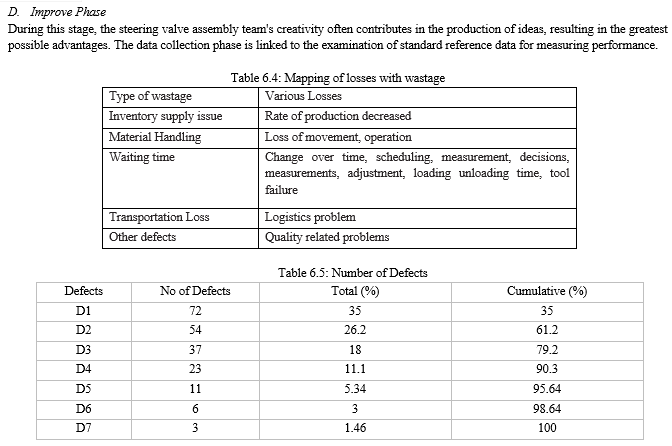
- Validation: From set of possible reasons shown in fish-bone diagram, the main reason of the D 1 defect must be determined. Every likely reason is validated, as well as the findings are shows in Table 6.5. The validation table shown that 'incorrect biased values in the balancer machine' and ' clamp of drive shaft failure' are the two most common reasons of the D 1 defect. The bias value of balancer machine is determined by the machine operator. To avoid fault and set machine correctly, the operator must be adequately trained and disciplined. In safety point of view suggestion for design of experiment for balancing force, speed and feed to the enterprise management.
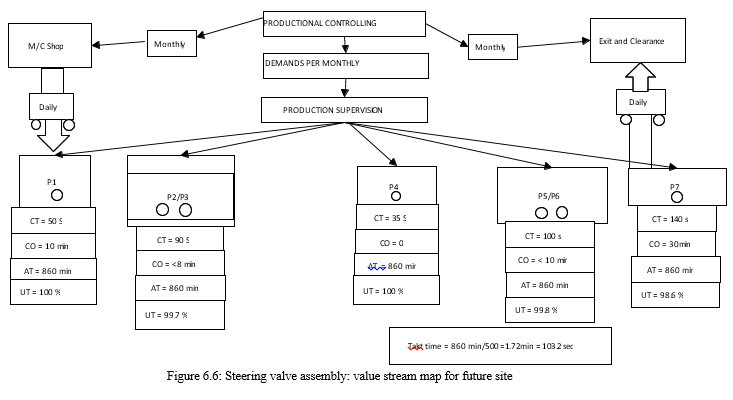
- Proposed Site Map: Figure 6.6 depicts the steering valve assembly line's future site map. The method of establishing and presenting the conceptual site map started with the development on the existing site map, when improved specific areas begin to emerge. The following are critical considerations while looking at the present status map of the steering valve assembly unit of the enterprise: (1) huge stocks, (2) the disparity between the entire manufacturing lead time (165.72 minutes) and the quality-added time (less than 7% of the total), and (3) every processes produced according to its own timetables. We can attempt to cut inventories and lead - times when establishing the proposed site map by searching at the timeline of the complete value chain. Lead- time and inventories are linked since the larger the stock, the longer the item must queue by its shift, and hence the longer the lead - times. The future site map is created in three phases. Very first step is the consumer demand phase, which includes determining the customer's need for steering valves, as well as their quality factors, lead - times, and cost.
This is where you'll find the Takt time. The term 'takt time' relates to the speed by which people purchase items from the manufacturing line, or the component volume of production required to meet customers ’ expectations. This is determined by divided per day consumer demand by complete allocated time each day. The steering valve assembly unit has a takt time of 55 seconds. Second phase is to include constant flows production where feasible to ensure that both inner and outside consumers get the proper products just at exact timing with the correct volume. At the conclusion of the production line, there is a completed products market.
The enterprise is being instructed to relocate manufacturing to a superstore (storage) and transfer the steering valves using a Agile approach. Whenever the superstore inventory decreases under a specific limit, the steering valve inspection (the final assembly step) would be triggered, allowing the steering valves to be scheduled to restock the superstore according to the pitch-time. The pitch-time is the fundamental time unit of the manufacturing time table for a product group. Because the balancing machinery and air leak testing devices (Figure 6.3) are in different spaces that are a few ft away, constant movement is not practicable. As a result, superstore has implemented the pull mechanism. One more superstore is planned in addition to the completed store. Before steering valve balancing, inspection, and valve assembling, this one is situated. Phase three is the leveled phase, that includes equally distribution of work by quantity and variation in minimize inventories and work - in - progress and enable customers to place small order quantity. As a consequence, with the application of existing techniques such as TPM, TQM, set-up time reduction, short CO time, 5S, and cellular manufacturing in combination or separately, the production rate of every item activity brought close to 55 seconds per piece.
At the steering valve assembly unit, this has been discovered that CO jobs are not divided into internally and externally. Although the machine has still been producing the operation, the equipment and attachments needed to change from one pattern to another are requested to be supplied to the machine. Two technicians are required in the balance and inspection area. During the transition, one worker can supervise the two balance and tester machines while another goes to get the necessary equipment and fasteners.
E. Control Phase
The improvements that are identified are implemented during the improve phase and needs to be documented and thoroughly captured. A road map of solving the problem needs to be established. Implementation plans as well as change management procedures should be developed to ensure the successful transition of the solution to the team that is ultimately responsible for the process. In order to ensure that the action plan is institutionalized, a control plan is worked out. An excerpt of the control plan is presented in Table 5. The purpose of this study is not only to improve the process performance, but also to sustain the improved results in the long run. Hence the standardization of the optimal process parameters setting is required (Kumar et al. 2006). Control charts are recommended to check the process is meeting the required specification.
IV. RESULTS AND DISCUSSIONS
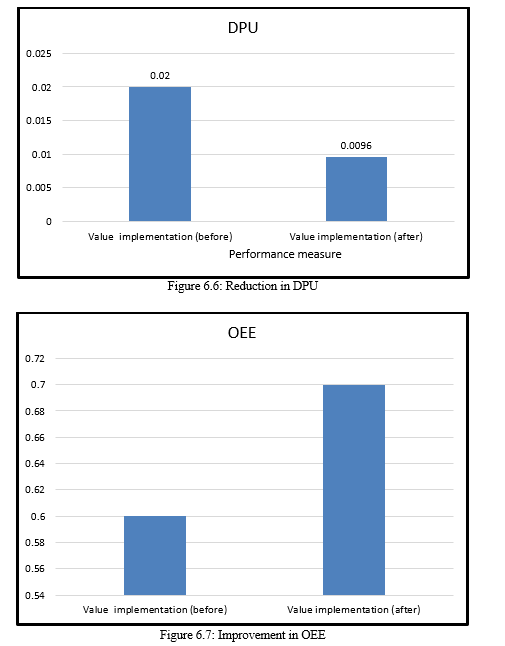
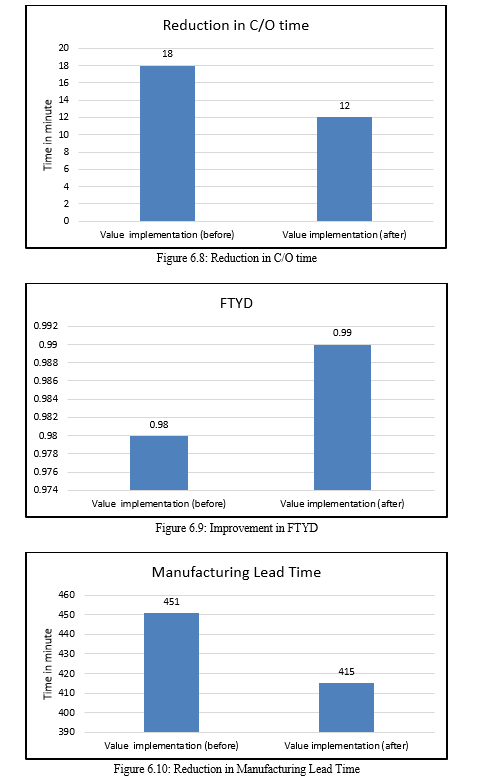
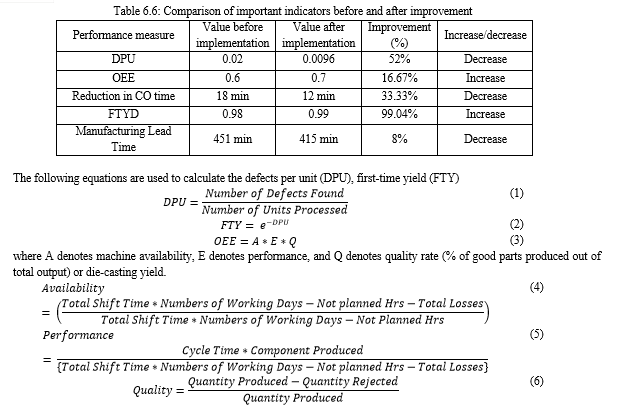
The Maintenance development framework initiative contributed in the efficient identification of problems. Framework provides an excellent foundation for directing continuous improved performance between leadership and the employees. The enterprise is in the early stages of implementing maintenance framework and plans to take advantage of the cost reductions in steering valve assembly unit. As a result, the enterprise's savings are projected. An increase in the FTRM from 98 percent to 99 percent would prevent the rejection of 1500 steering valves monthly. The execution also allows for a decrease in machine breakdown, an improvement in overall equipment effectiveness (OEE), a decrease in rejection rate, a decrease in inventory, a decrease in CO time, the application of benchmark facility management procedures, and an enhance in processing capacity. Figures 6.6–6.10 provide an evaluation of performance parameters.
V. MAPPING OF OUTCOMES WITH THE RESEARCH OBJECTIVES
It can be observed from Table 6 that there was significant improvement in the key performance metrics achieved by the company. The proposed lean sigma framework has been effectively implemented in the case organization. The lean sigma framework has been scientifically designed by proper selection of tools and techniques with the expertise of team. The lean anchorage in the framework has been improved by the utilization of lean tools across all the phases. The methodology has been properly selected; proper training and coaching have been provided to the team members; quantifiable results have been attained. There has been an improvement in the FTRM%.
Conclusion
This study\'s lean anchorage has improved thanks to the implementation of the lean sigma framework. The framework acted as a catalyst for the case organization to build best practices. After the installation, key performance measures such as DPU, FTRM, process capacity, and OEE showed significant improvement. It results in significant cost savings for the case organization. The effective implementation of the suggested integrated framework gives the organization a boost in terms of cultural transformation. This research permitted not just the deployment of the lean sigma framework, but also the methodical and scientific management of difficulties. DPU has decreased by 52%, OEE has increased by 16.67%, C/O time has decreased by 33.33 percent, FTY has improved by 0.99 percent, and manufacturing lead time has decreased by 8%. The company\'s cost reductions are estimated. An increase in the FTR from 98.2 percent to 99 percent would prevent the rejection of 10000 valves every month.
References
[1] Ab-samat, Hasnida, Livendran Nair Jeikumar, Ernnie Illyani Basri, and Nurul Aida Harun. 2012. “Effective Preventive Maintenance Scheduling?: A Case Study.” Proceedings of the 2012 International Conference on Industrial Engineering and Operations Management, Istanbul, Turkey: 1249–57. [2] Baba, Deros, Sha’ri Mohd Yusof, and Salleh Azhari. 2006. 13 Benchmarking: An International Journal A Benchmarking Implementation Framework for Automotive Manufacturing SMEs. [3] Bhuvaneshwari Alias Sunita Kulkarni, M., and Anand H. Mishrikoti. 2019. “Lean Practices in SMEs towards Improvement in Production Performance: A Research.” International Journal of Recent Technology and Engineering 8(2 Special Issue 3): 959–65. [4] Dowlatshahi, Shad, and Farzam Taham. 2009. “The Development of a Conceptual Framework for Just-In-Time Implementation in SMEs.” Production Planning and Control 20(7): 611–21. [5] Forsman, Helena. 2008. “Business Development Success in SMEs: A Case Study Approach.” Journal of Small Business and Enterprise Development 15(3): 606–22. [6] Gadallah, M. H., A. Almokadem, and M. F.Y. Shalaby. 2020. “A New Model for Production, Inspection, and Maintenance: Model Validation and Case Study.” Journal of Engineering and Applied Science 67(5): 1136–56. [7] Kumar, M. et al. 2006. “Implementing the Lean Sigma Framework in an Indian SME: A Case Study.” Production Planning and Control 17(4): 407–23. [8] Moya, Carlos Abraham, Daniel Galvez, Laurent Muller, and Mauricio Camargo. 2019. “A New Framework to Support Lean Six Sigma Deployment in SMEs.” International Journal of Lean Six Sigma 10(1): 58–80. [9] Nagar, Kasturibai. 2009. “Auto Ancillary Industry in India.” : 1–10. [10] Rana, Pardeep, and Prabhakar Kaushik. 2017. “Manufacturing Productivity Improvement through Dmaic Methodology: A Case Study of Automotive Ancillary Unit.” International Journal of Mechanical Engineering and Technology 8(11): 635–48. 2018. [11] “Initiatives of Six-Sigma in an Automotive Ancillary Unit: A Case Study.” Management Science Letters 8(6): 569–80. [12] The, Introduction, and South Africa. 2004. “Chapter 6: Validating the Conceptual Framework Introduction.274–90. [13] Vaz, Laveena. 2017. “SMEs in Auto Components in India Product Range.” VI(Iv): 187–89. [14] Vinodh, S., S. G. Gautham, and Anesh Ramiya R. 2011. “Implementing Lean Sigma Framework in an Indian Automotive Valves Manufacturing Organisation: A Case Study.” Production Planning and Control 22(7): 708–22.
Copyright
Copyright © 2022 Gouraw Beohar, Dr. Anjaney Pandey , Prof A. Duggal, Prof K.P. Mishra, Prof R.K Kharya. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET44444
Publish Date : 2022-06-17
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online