

Ijraset Journal For Research in Applied Science and Engineering Technology
Industrial Case Study on Lean Manufacturing Implemented on Manufacturing Polypropylene Ropes Industry Amravati
Authors: Vipul Deshpande, Ram Kakani
DOI Link: https://doi.org/10.22214/ijraset.2021.39453
Certificate: View Certificate
Abstract
Lean manufacturing has been one of the most standard method in the manufacturing and service industry for elimination of waste. Every manufacturing industry has to put in continuous effort for its survival in the current impulsive and competitive economy. The purpose of this paper is to investigate the adoption of lean manufacturing tools and techniques in the manufacturing industries. This paper is based on actual implementation of lean manufacturing techniques. It focuses on the execution of flow from the start until the end of the implementation, types of analysis and tools applied, evaluation methods and how the industry benefited from the implementation. In this case study we particularly focused on Shop floor management, Quality Management (QM), Supplier and Customer Management (SCM) and Workforce Management (WM). After going through various testing on implementation of Lean Manufacturing principles in Micro Small medium Enterprise (MSME), researcher studied thoughts of some author where they discussed pragmatic problems they overcome while implementing lean principles in developing economies MSME. At the end, the result shows that there is monthly increment in capital productivity and labour productivity. And decrement in inhouse rejection, breakdown hours and customer complaint from the implementation of lean.
Introduction
I. INTRODUCTION
The company involved in the study is Rajshree industry is a group Company of Shah industries. The Company was incorporated in 1986 as a Private Limited Company which manufacture High-density polypropylene ropes (P.P. fibrillated) of 12mm, 16mm and 25mm size and distribute all over the India. Before application of Lean Manufacturing principles and six sigma we had identified various inconsistency which included low productivity, disorganised working environment that affect the efficacy of process flow, absence of labels on tools, inventory that cause the space not enough, wastes such as defect, inessential motion and lastly is lack of multi-skill workers. Therefore, the researcher aims to overcome the problem faced by introducing the lean concept.
In this research, the company’s production flow was identified and 5S was implemented in the production floor for effective flow. Beyond that, the company’s Overall Equipment Effectiveness (OEE) in production layout and redesign layout was analyzed. The scope of this research involves areas within the factory focusing on cleanliness and tidiness criteria. Meanwhile, the distance between the stations is far apart from each other which extend the cycle time production as well as the overall transportation distance of work.
II. LITERATURE REVIEW
DMAIC that is Define, Measure, Analyse, Improve, Control. To implement DMAIC successfully we have 5 important steps to get the problem, resolve and improve it within the control of the process. That are (i) Define the problem statement, (ii) Maps the process and collect require data, (iii) investigate the problem, (iv) find a proper way to solve the problem, (v) Sustain the improved results.
Production scheduling and effective utilization of resources were among the key drivers that help in implementation of lean manufacturing [1][2]. By production scheduling the work can be standardized throughout the process [3][4]. Similarly, by reviewing ‘Just-In-Time’, manufacturing systems, Kanban practices, and by effectively allocating and monitoring the resources within the system, the entire shop-floor management can be more effectively managed [5]. However, the control of product flow and safety improvement initiatives strengthen the involvement of employees and help to keep employees and management motivated [6].
By reducing cycle times, set-up times and by making checklists for set-ups available, improvements in shop-floor management usually results [7]. By linking these drivers together, all shop-floor activities can be synchronized effectively, which can lead to 15 enhanced productivities of the entire production system [8].
Quality product design and aligned distribution management across networks plays a vital role in efficient and effective production. It consists of striving to achieve zero defects by utilizing the proper equipment that can detect defects and by providing solutions for root causes of the problems [9].
By providing effective training and education for better understanding of LM activities elevates the importance of the workforce training and educational system [10][11]. Employee proficiency includes enhancement of multi-functionality of employees by rotating their work programs and thereby making them more adaptive for new workforce challenges [12]
III. TYPES OF WASTE
Lean Manufacturing is the major tool for identifying and to eliminate wastes also it bifurcates these wastes into eight types as follows: -
- Defects – Defective goods are formed.
- Overproduction – Producing more goods than required.
- Waiting – Unnecessary waiting for tools, supplies, parts, due to improper indication.
- Not-utilizing Talent – Workers are not using their talent and getting involved.
- Conveyance (Transport) – Unnecessary transport of materials, parts, or finished goods into or out of storage, or between processes.
- Inventory - Maintaining excess inventory of raw materials, parts in process, or finished goods.
- Motion - Unnecessary motion to pick up parts or stack parts.
- Excess Processing - Doing more work than required.
There is no any doubt that elimination of wastes is important in today’s world. All companies trying to manufacture high quality product with low production cost. Production cost can be reduced by elimi-nation of wastes and for that initial step is to identify and to split out waste which will be possible by lean manufacturing.
IV. ONE PIECE FLOW
The objective of one-piece flow is to build up the parts of product one at a time in a more organizing and sequencing processes in order to avoid the problem of long queue times or producing in batches. In addition, another objective of one-piece flow is used to avoid the non-value-added movement which means the unnecessary movement and due to this unnecessary movement time consumption is also more and requirement of operator is also more.
V. METHODOLOGY
This research begins with choosing a suitable manufacturing industry from MIDC, Amravati after reviewing sufficient amount of literature, ABC industry has been chosen for the research. After that a proper schedule was developed to visit the chosen industry to identify the problems and to investigate the whole layout of an industry. During industrial visits, the required data was collected according to the time required for each working processes and on the basis of operator’s references. This data was used further in calculating the Overall Equipment Effectiveness (OEE) before and after lean implementation.
The standard six different steps were followed out to complete the research; (i)start-up, (ii)data gathering, (iii)analyzing the data, (iv)solution design, (v)practical testing of ideas and (vi)conclusions.
After investigation of data, one piece flow of cellular manufacturing was suggested along with other Lean tools like DMAIC, SMED, JIDOKO, Poka-Yoke, Kaizen, Kanban, 5S, Preventive Maintenance, SOP. Data was analysed with the help of VSM. And on the basis of the data, OEE calculation was carried out before and after lean. With reference of the current VSM the new VSM was made. Further recomm-endations were proposed afterward.
VI. RESULTS AND DISCUSSION
Lean focus on identifying the problem and solve it using its tool. OEE is the standard tool for measuring manufacturing productivity. It started by calculating Availability of production time, Performance of machine and Quality of production. And from this three we get the OEE of that machine for that product. And it initialized by creating awareness among management to manage total productive to be manufactured because commitment and vision of management has direct impact on the workers training to work as a team and to develop coordination between them and try to work on problem solving. Also, OEE has been improved by providing proper check sheet to each machine so that on time-to-time basis maintenance of machine has been caried out due to that unnecessary breakdown of machine has been reduced to greater extent.
As a result, OEE was increased from 38% to 93.8%. This can conclude that lean produced significant result in raising the productivity and improve the performance of machine by lower down the breakdown time for the machine.
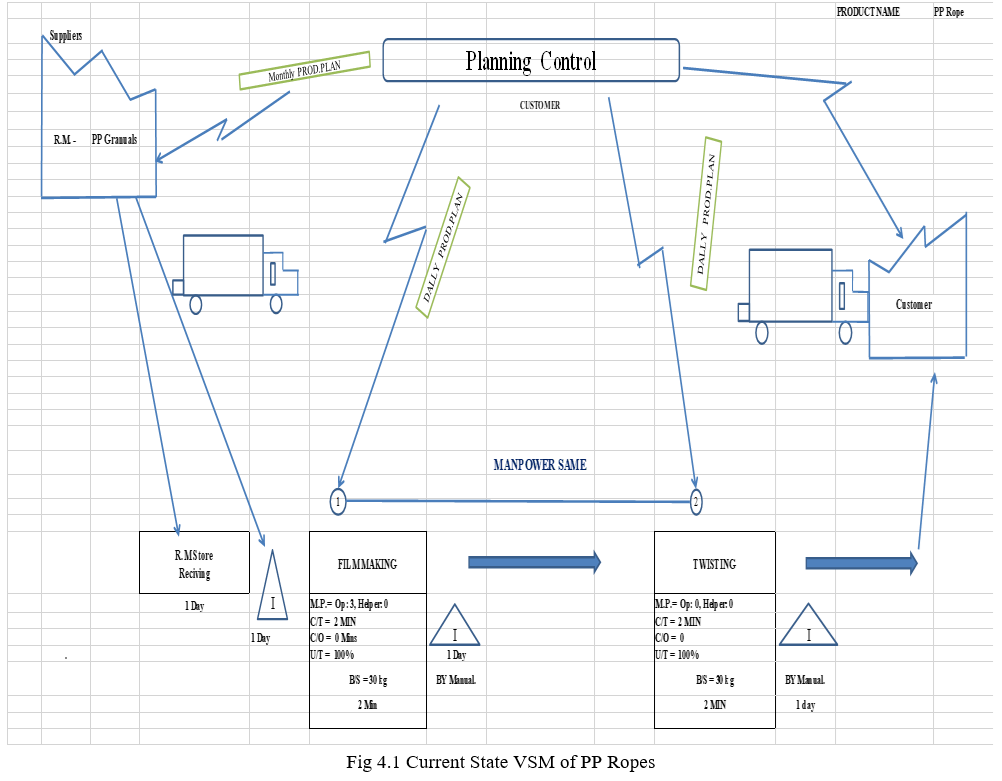
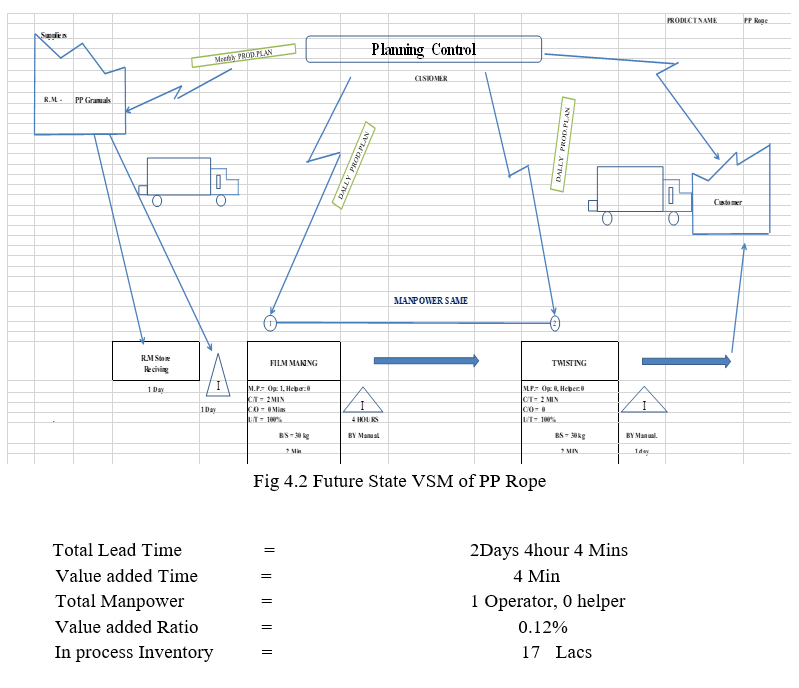
Beside from OEE, VSM is the most preferred lean principle to adopt. We had mapped the current and future state of the industry as shown in Fig 1 & Fig 2 respectively. After Mapping the process and material flow of the current state we come to conclusion that there is room for improvement, i.e. After filmmaking process of rope, Industry took 1 whole day for storing and move to next process of twisting which we thought can be improved by putting one more filmmaking plant and then it will be enough film for moving to next process of twisting on the same day. The inventory time count reduced from 1 day to 4 hours as shown in the future state map below, and which increases value added ratio to 0.12%. Also, JIT (Just in time) principle was adopted by industry, that helped in reducing total lead time.

VII. KPI
One the basis of this changes we develop a KPI of capital productivity, labour productivity, customer complaints, Inhouse PPM as shown below.
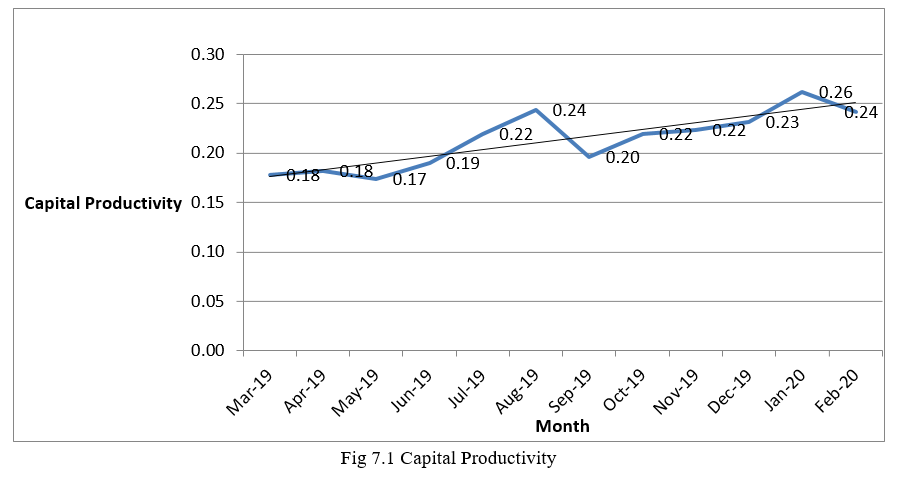
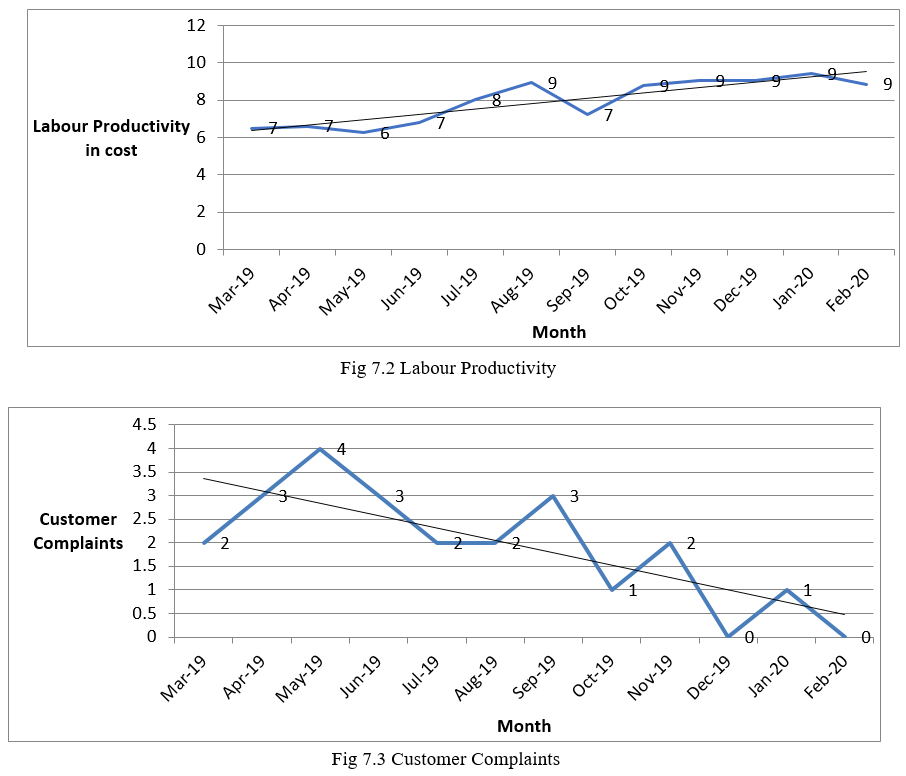
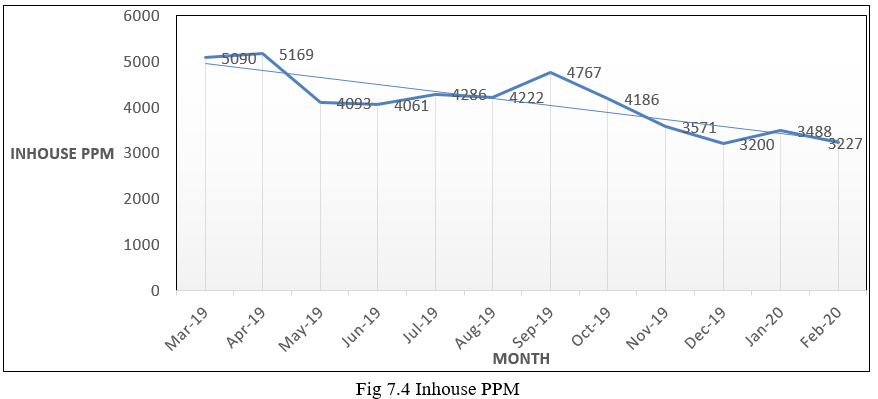
From the KPI, we found out that there is monthly increment in capital productivity and Labour productivity. And also decrement in inhouse rejection, breakdown hours and customer complaint from the start of implementation of lean.
Conclusion
This study analysed the existing state of manufacturing and testing the product of industry and further analysed the state, after pragmatic implementation of Lean and its principle. An implementation plan was developed to implement lean manufacturing principles to support one-piece flow. The plan was implemented and the results of the implementation resulted in improved productivity, Quality, Ergonomic of work place and resulted in a reduction in work-in-process (WIP), and several other non-value-added activities. After the implementation of lean manufacturing principles, the OEE (Overall Equipment Effectiveness) got improved from 38% to 93%. Also application of 5’s principles changed the scenario, whole company environment got improved and there is reduction in the mistakes and in working. Lastly, there is a suggestion of change in the VSM after analyzing the existing layout. There is reduction of 20 hours per day in lead time, the ratio of manpower got changes from 3 to 1 and there is improvement in the value added ratio from 0.9% to 0.12%. Moreover, there is absence of quality control station in production line because of which company get some complaints from customers regarding quality and defective products. Thus, the researcher suggested that ABC have to set up a work station for quality control purpose in the company immediately before the company getting complaints or negative feedbacks from the customers.
References
[1] Bayou and Korvin, December 2008, A case study of Ford Motor Company and General Motors. [2] Matt and Rauch, July 2012, Implementation of Lean Production in Small Sized Enterprises. [3] Shah and Ward, June 2007, Defining and Developing Measures of Lean Production. [4] Marinescu and Toma, 2008, Implementing Lean Management in the Romanian Industry. [5] Teichgräber and Bucourt, January 2012, Applying value stream mapping techniques to eliminate non-value-added waste for the procurement of endovascular stents. [6] Panizzolo, May 2000, Applying the lessons learned from 27 lean manufacturers.: There levance of relationships management. [7] Avinash Panwar Bimal P. Nepal, June 2015. On the adoption of lean manufacturing principles in process industries. [8] Thanki and Thakkar, 2014 Status of lean manufacturing practices in Indian industries and government initiatives: A pilot study. [9] Christian Hofer Cuneyt Eroglu Adriana Rossiter Hofer, March 2012The effect of lean production on financial performance: The mediating role of inventory leanness. [10] Machado and Tavares, May 2013; Value streams based strategy: Modelling for lean management performance. [11] McDonald et al., 2009 Evacuation modelling analysis within the operational research context: A combined approach for improving enclosure designs. [12] Upadhye Nitin, 2010, Lean manufacturing system for medium size manufacturing enterprises: An Indian case.
Copyright
Copyright © 2022 Vipul Deshpande, Ram Kakani. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET39453
Publish Date : 2021-12-15
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online