

Ijraset Journal For Research in Applied Science and Engineering Technology
Minimizing Shrinkage Porosity by Optimizing Some Parameters of Al Alloy (6061T6) Using DOE
Authors: Greeshma Aarya, Pratesh Jayaswal, M. K. Gaur
DOI Link: https://doi.org/10.22214/ijraset.2022.39852
Certificate: View Certificate
Abstract
Response surface methodology is an efficient and powerful tool which is widely applied for casting optimization. In this research aluminum alloy wheel hub casting is done by using BOXBEHNKEN design, three level of each parameter were taken. Solid modeling of casting and gating system is done by CAD. Simulation of Aluminium Alloy (6061 T6) casting were perform in PRO-cast (2009.1) the simulation result indicates that selected parameters significantly affect the quality of casting. ANOVA is employed to examine the relationship between the factors. Input parameter namely flow rate, pouring temperature and runner size were taken to reduce the volume of shrinkage porosity. Experimental Design consist 15 experimental trials and output data obtained from simulation will be optimized through minitab-18. Result indicates that selected independent variables are significantly influence the response. ANOVA gives the optimized value of selected factors which reduces the porosity volume up to 30cm³.
Introduction
I. INTRODUCTION
From casting it has been observed that melting and pouring conditions directly or indirectly affects such mechanical properties of cast materials as: hardness, percentage elongation, percentage reduction in diameter, toughness and so on. There is no doubt that casting as a process involves so many parameters such as charge melting temperature, mould charge, pouring speed, pouring temperature, composition, feeder design, core design, microstructure, size of casting, runner size, composition of the alloy and solidification time just to mention but a few have successfully carried out studies on the varying effects of casting process parameters on the mechanical properties of casted metals and their alloys. These all above factors or parameters affect the properties both physical and mechanical. Unfortunate mechanical properties leads to defect like blow hole and cold shuts etc. Mainly ductility and brittleness of a casted material is depends upon its grain size. Larger grain size makes the material ductile and smaller makes them brittle these grain sizes are influenced by different factors during casting of alloy. To improve the mechanical properties of these alloys either grain refining is to be done by adding grain refining element or by using cast technology depending upon particular alloy. The wide range of the application of aluminum alloys is very obvious. The wheel hub (also abbreviated as wheel or hub) is a critical safety component of transportation equipment such as vehicles like automobiles and trains, and it has close relation with many performances of vehicles, for example motion properties, comfort ability and dependability.
Three parameters pouring temperature, Flow rate and runner size are taken into consideration. It has been stated that when pouring temperature is lower than optimum the mould cavity will not fill the gate or riser will solidify too rapidly and intercept directional solidification. On the other hand, higher pouring temperature causes shrinkage of the casting and mould wrapping. Many casting defects result because the optimum casting condition was not used during casting process. Similarly optimum value of permeability number is required because lower value of permeability number leads to poor porosity property of moulding sand this is because of gap between sand particles and additives which doesn’t allows the gases to pass through the mould and these entrapped gases will be the reason for blow holes defect, whereas with higher permeability number gap between sand particles and additives is more so to increase permeability sand particle size should be more but this may leads to surface roughness and strength will be low. Increasing the runner size will decrease the solidification time & other mechanical properties the decrease in mechanical properties may be result of non-uniform crystal structure formed because of decrease in solidification time. Since the velocity of molten metal going in the mould cavity is decrease, the filling of the mould cavity is delayed resulting to non-uniform solidification of molten metal and this can result to non-uniform microstructure formation within the casting. (i.e. Coarse and fine grains within the casting) but decreasing the runner size at great instead will may result sand erosion but keeping the runner size at certain level will leads to increase in solidification time, ultimate strength, and elongation, therefore it is necessary. If we talk about our third factor i.e. Flow rate and Pouring speed, slow pouring speed reduces the flow rate of molten metal hence metal is incompletely filled in thin areas, fast pouring causes air entrapment into the mould cavity which leads to blow holes.
Dr.B. Ravi, et al[1] discussed about the simulation in cating. His study describes the tangible and non tengible benefits of casting simulation, bottlenecks ,study is based on survay of 150 foundary industries about the computer application during 2001-2006. He suggested that casting simulation technique has become and nacessary tool for removing the casting defects and method optimization.
Feng Liu et al. [2]in this paper, with the aid of parametric modeling technology of runner and riser are modeled parametrically. By varying each parameter, it is easy to get different casting cad models. These models output data populate the orthogonal matrix, which is used in the orthogonal array testing strategy to define the most suitable combinations of runners and risers parameters. After inputting the completed orthogonal matrix data and all cad models into the simulation software the simulation result can be obtained.
S.Shamasunder, et al.[3] applied ADSTEFAN simulation software for optimizing the gating and riseing system for valve body castng to reduce the defects followed by number of itration. Nx V9(UG) CAD software is used to develop the solid model and imported in to adstefan software. This software package perticularly helpful for foundry application to visualize and predict the casting result so as to provide guidelines for improving product as well as mould design in order to achive desired quality.
T.R. Vijayaram, S.Sulaiman, et al.[4] had presented the objective, steps involved and significance of modelling and simulation process, author also discussed about the importance of heat transfer in simulation process and details of computer simulation of solidification of casting in metallurigical engineering foundary. Suggested that casting simulation can be employed not only to find defective location. Beside it is use to find behaviour of different material under different conditions. It is use to determine the cooling rate which affect the grain size of the casting. Solidification simulation provides time temperature which explains the effect of under cooling of solidifying casting which reflects more on the inside microstructure responsible for material properties.
Dr.p.prsbhakara rao et al.[5] had presented their work on solidification simulation on flywheel casting made by gray cast iron to find potential location of defects by using CLICK2CAST software package. The modification on existing riser and gating design were changed to improve the casting quality.
The aim is to determine the optimum settings by using response surface methodology (BBD) at which these parameter produce good quality casting. The analysis of variance (ANOVA) and regression analysis are employed to find the optimum level and to analyse the effect of casting process parameter on ultimate tensile strength, hardness, impact strength. Therefore, this research presents extensive research into solidification simulation to minimize shrinkage during the development of aluminum alloy wheel hub. The material of alloy wheel hubs is aluminum alloy. The grade of the aluminum alloy is AL6061-T6; the temperature of environment is 30?.
A. Sand Casting and Parameters
Basic elements of gating system
- Pouring Basin: Its acting as a reservoir for supplying molten metal to the cavity. It also separates the impurity present in the charge Shape and size of pouring basin does not affect the pouring time and filling time of molten metal in the casting.
- Sprue: It is a connecting passage between pouring basin and runner it is always vertical with straight tapered circular cross section the height of the sprue mainly responsible for producing velocity of molten metal in the gating system hence height of the sprue is selected in such that velocity of molten metal in the gating system must ensure the laminar flow.
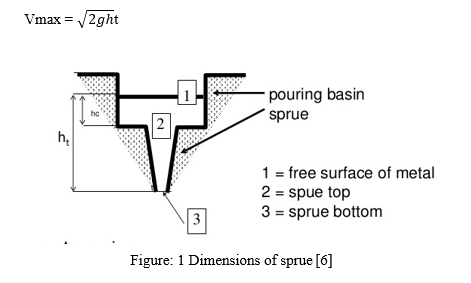
Mass flow rate= ρAV= constant
Applying continuity equation between point 2 and 3 we get
Actual shape of sprue is parabola but to avoid manufacturing difficulty we use tapered cylinder shape
3. Runner: Connecting passage between bottom of the sprue and Ingate its always horizontal with uniform trapezoidal cross section, trapezoidal cross section is preferred because it gives the high coefficient of discharge(Cd)
Cact= Cd.Qtheoritical
Variation of Cd in only in the case of horizontal passage whereas in vertical passage flow of liquid is due the datum head irrespective of cross section the value of Cd is remain constant hence whichever cross section is easier to manufacture the corresponding cross section is use to making the runner.
4. Ingate: It is the last point of the gating system from where molten metal is entering in to casting cavity. Fig represents the elements of gating system

II. RESEARCH METHODOLOGY
The entire study has been carried out in three sections, designing of casting and gating system in creo parametric 3.0, Numerical simulation for percentage of shrinkage porosity by using PROcast, analysis for the significant factors and optimization has been carried out through minitab18.1
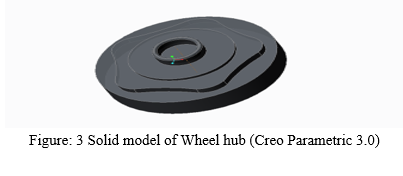
A. Modeling of Wheel hub in 3D using CAD
The solid model information regarding the overall shape of casting, base features, local features and tooling is stored in geometry objects using the symmetric data structure for boundary representation. This involves storing the bounding faces, edges and vertices of the corresponding solid model, along with the relevant topological relationships (such as adjacent faces for an edge) and geometric parameters (plane coefficients, direction cosines and Cartesian coordinates) The solid model information regarding the overall shape of casting, base features, local features and tooling is stored in geometry objects using the symmetric data structure for boundary representation. This involves storing the bounding faces, edges and vertices of the corresponding solid model, along with the relevant topological relationships (such as adjacent faces for an edge) and geometric parameters (runner size.)
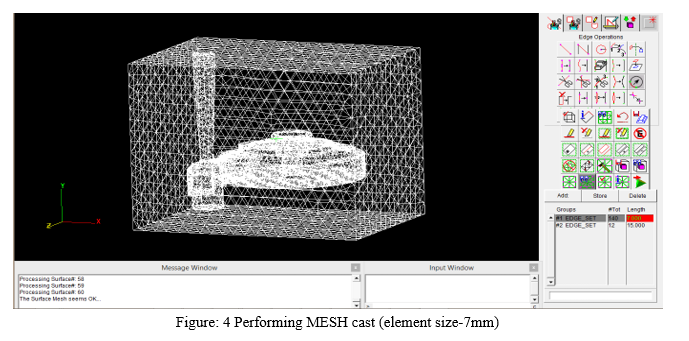
B. Meshing with mesh CAST
The work steps which you follow when using mesh CAST depend upon the following: the nature of your mission, the upcoming use of the meshes generated by mesh CAST and the type and quality of CAD model you use as the initial input.
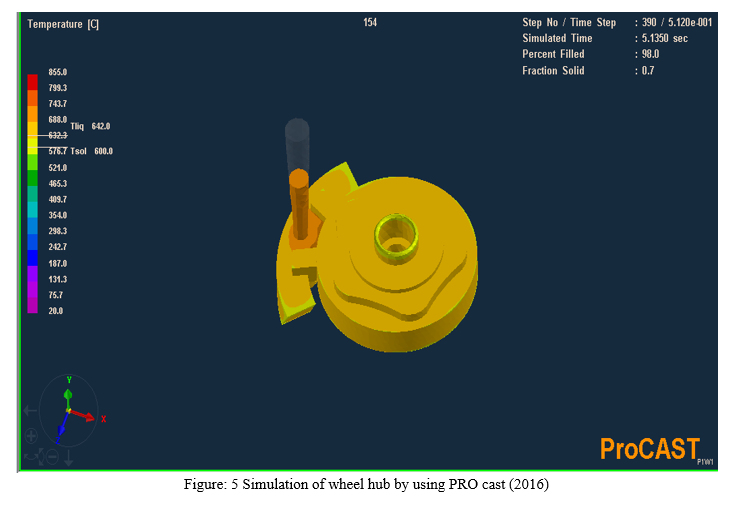
C. Solidification Simulation using Pro- CAST
Pro CAST is the world's most intuitive, incredibly fast, and truly integrated casting software for methods design, simulation and optimization Pro CAST is fast and easy to use, even if you are new to computers. It is also the most economical casting methods software available today, and is supported by a network of highly qualified and helpful consultants.
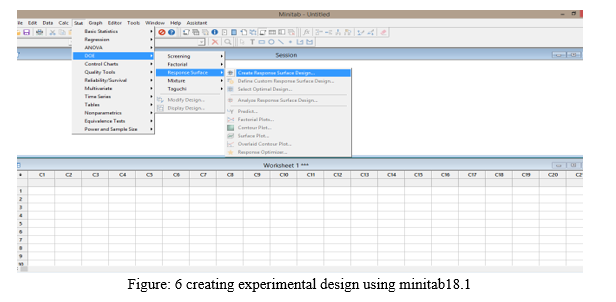
D. Analysis of data using Response Surface Methodology in MINITAB 18.1
- Create Response Surface Design: Response surface methods are used to inspect the connection between a response and a set of measurable experimental variables or factors. These methods are often hired after you have identified a "vital few" manageable factors and you want to find the factor settings that optimize the response. Designs of this type are usually chosen when you suspect curvature in the response surface.
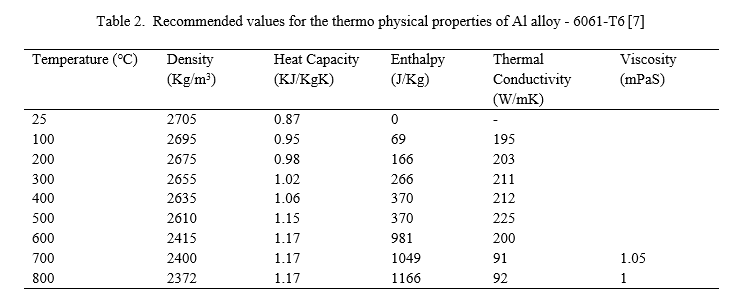
III. SELECTION OF MATERIAL
The material of alloy wheel hubs is aluminum alloy. The grade of the aluminum alloy is AL6061-T6; the temperature of environment is 20?. The material composition including its properties are shown in Table 2.3 & 2.4
A. Composition (mass %)
Table 1. Material composition [7]
|
Al |
Cr |
Cu |
Fe |
Mg |
Mn |
Si |
Ti |
Zn |
|
96.45 |
0.4 |
0.3 |
0.7 |
1.0 |
0.15 |
0.6 |
0.15 |
0.25 |
B. Solidus and Liquids Temperature
Tsol = 600º?, Tliq = 642º?
C. Density
ρ = 2705 Kg/m³
IV. RESULT AND DISCUSSION
- Statistical Analyses (ANOVA)
The statistical foundation for design of experiment and the analysis of variance (ANOVA) was first introduced by Sir Ronald A. Fisher the British biologist. ANOVA is a method of partitioning total variation into accountable sources of variation in an experiment.it is a statistical method used to interpret experimented data and make decision about the parameters under study the basic equation of ANOVA is given by:
Total sum of square = sum of square due to factors + sum of square due to error
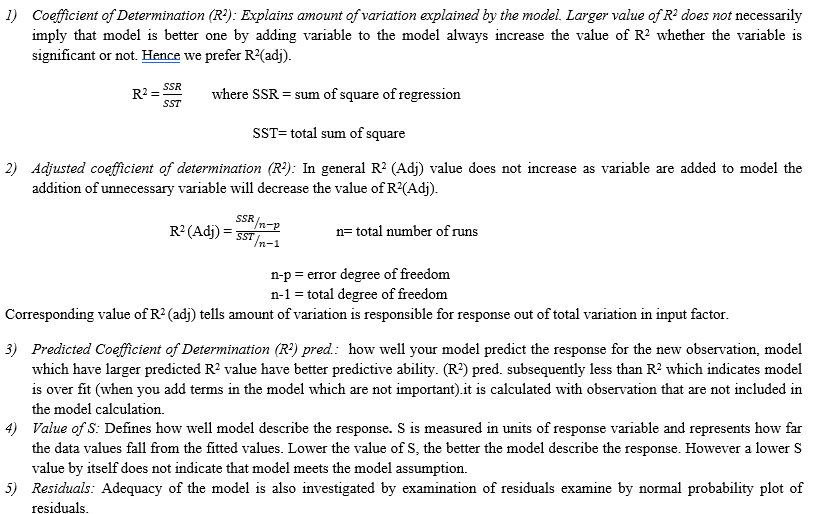
Here are some important terms which are important to interpret the result:
Now after getting the response for every combination of experiment click on analyse the response surface design AVOVA table will be given by the software which will tell the selected factors are significant or not and it also test the hypothesis table 3 shows ANOVA table for linear term, squared term , and interaction term.
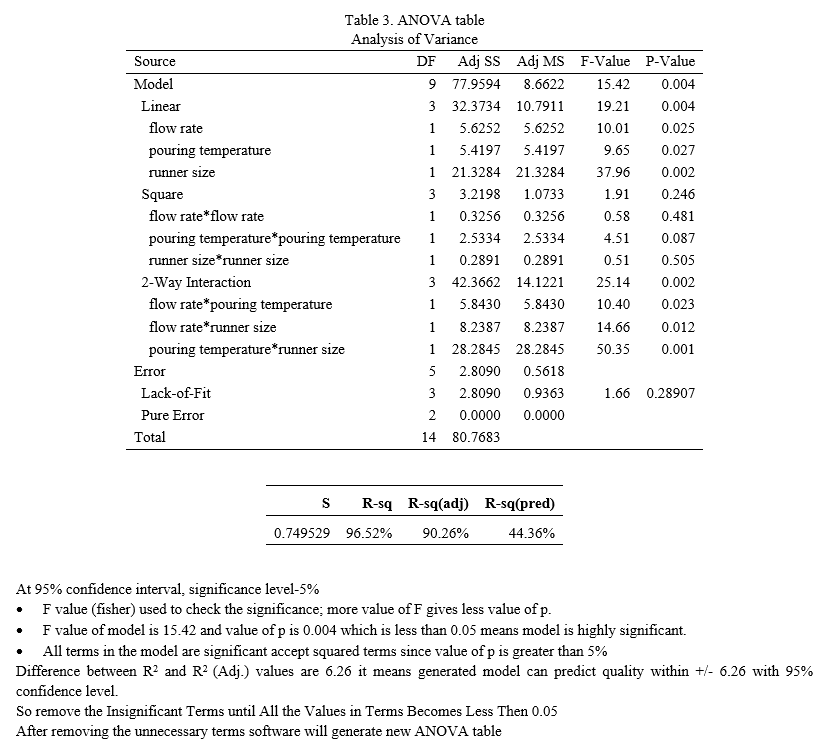
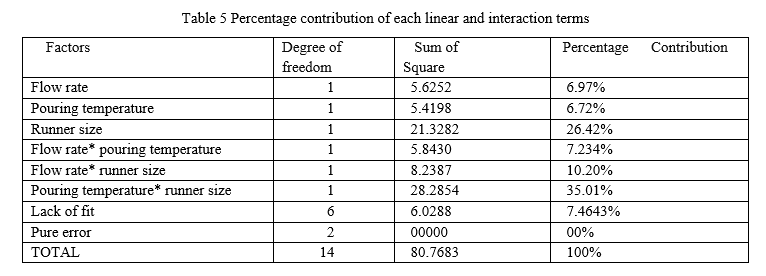
From ANOVA table and observing p value it was observed that “runner size” is the most significant factor in linear term, percentage on contribution by runner size is 26.42% while pouring temperature and runner size together are the most significant factor in the regression model, corresponding p-value Is 0.0001 percentage of contribution is 35.01%.
6). Lack of Fit: A regression model exhibits lack of fit when it fails to adequately describe the functional relationship between the experimental factor and response variable, lack of fit can occur if important terms in the model such as interaction or quadratic terms are not included it can also occur of several unusually large residual from fitting the model.
7). Pure Error: Occur from repeated value of dependent variable(Y) for a fixed value of independent variable.
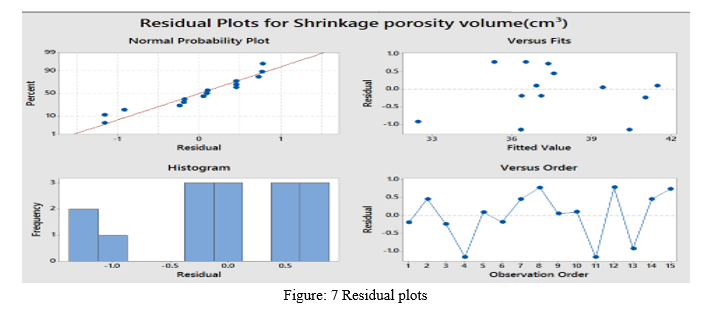
8). Normality: The population normally checked from normal probability plot of residual if the distribution of residual is normal the plot will be reassemble in straight line. In this design the probability plot (fig-5.1a) shows strongly linear pattern this is verified by the correlation coefficient of 0.8694 of the line fit to the probability plot. The fact that the points in lower and extremes of the plot do not deviate significantly from their straight pattern indicates that there are not any insignificant outliers (relative to normal distribution). In this case it conclude that the normal distribution an excellent model for the data.
9). Constant Variance: The variance of the observation in each treatment should be equal. A constant variance assumption can be checked with residual versus fit plot. This plot shows (figure: 7) a random pattern of residual on both side of zero and not showing any recognizable patterns.
Conclusion
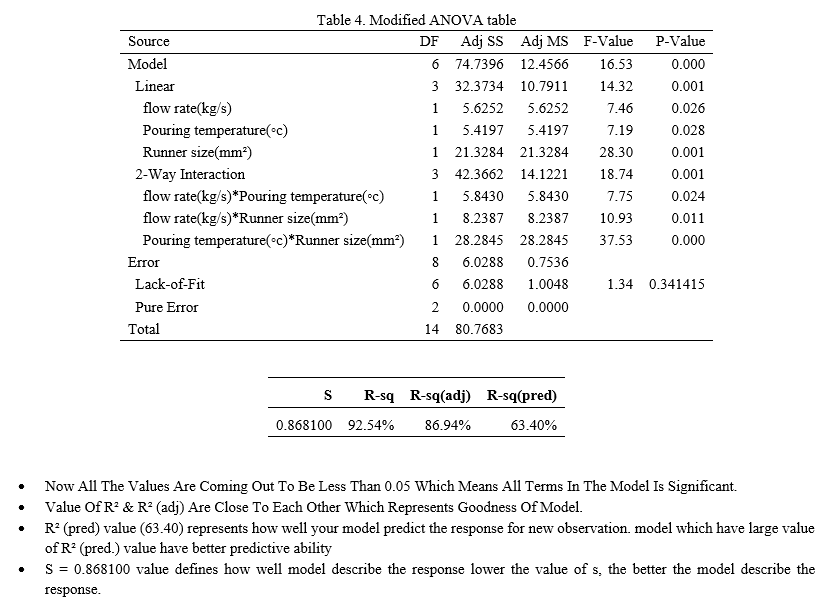
Conventional optimization studies are time consuming and expensive. To overcome these problems, a BOX BEHNKEN design (BBD) was used for the optimization of process conditions. From the present study, it is evident that the use of statistical process condition optimization approach, response surface methodology has helped to locate the most significant conditions with minimum effort and time. In addition, it has also proved to be useful for predict less shrinkage porosity volume only 15 experiments were necessary and the obtained model was adequate (p < 0.00041). By solving regression equation, the optimum process condition was determined. The value of R² and adjusted R² represent the proportion of variation in the response. In this study the value or R² is 92.54 for wheel hub which describes the amount of variation in the observed responses and it is more significant.
References
[1] Dr. B.Ravi “casting simulation & optimization, benefits, bottlenecks and best practice” Technical paper for Indian foundry journal (jan-2008) [2] Feng Liu, Worcester polytechnic institute, December 2008 [3] Saad Chowdhary, Santhosh Kumar, S. Shamasundar “optimization of gating system and risering system for casting of valve body using ADSTEFAN simulation software”IJESC 2016 [4] T.R. Vijayaram, S. Suleiman, A.M.S. Hamouda, M.H.M. Ahmad, numerical simulation of casting solidification in permanent metallic molds, journal of materials processing technology 178 (2006) 29–33 [5] B. Shradesh Kumar, Dr. P.Prabhakararao Rao Predicting the Casting Defects through Simulation International Journal of Engineering Technology Science and Research (Dec-2017)2394 – 3386 [6] https://www.slideshare.net/93Bhardwaj/gating-system [7] Kenneth C Mills Recommended Values of Thermo physical Properties for Selected Commercial Alloys National Physical Laboratory the Materials Information Society WOODHEAD P U B L I S H I N G L I M I T E D Cambridge England
Copyright
Copyright © 2022 Greeshma Aarya, Pratesh Jayaswal, M. K. Gaur. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET39852
Publish Date : 2022-01-08
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online