

Ijraset Journal For Research in Applied Science and Engineering Technology
Modelling and Analysis of CNC Milling Machine Bed with UHM CFRP composite Material
Authors: Dr. C P Patel , Shubham Patel
DOI Link: https://doi.org/10.22214/ijraset.2022.42026
Certificate: View Certificate
Abstract
Structural materials are used in a machine tool have a key role in defining the productivity, accuracy and Size proportions of the part manufactured by machine tool. The conventional structural materials like cast iron and Stainless or carbon steel at high operating speeds but used in precision machine tools grow positional errors due to the vibrations transferred into the Machine tool structure. Faster cutting speeds can be achieve only by structure which has good damping characteristics and high stiffness. Clearly the life of a machine tool is proportional to the levels of vibration Produce by machine. The further Work is carried out to Study the deformation and natural frequency using Static analysis and Modal analysis respectively. The bed in machine tool Took Major role in the precision in components. It is one of the greatest vital tool structures which is absorb the vibrations resultant from the cutting operation. To analyse the bed for possible material changes and Structure changes that could increase stiffness, decrease weight, expand damping characteristics and segregate natural frequency at the operating range. So main enthusiasm behind the impression to go for a composite Material in model involving ultra-High Modulus Carbon Fibre Reinforced Polymer Composite Material (UHM CFRP). In a carbon has good stiffness and strength properties but its absences in damping requirements. On the other hand, polymers, though its deficiencies in strength but, good damping in characteristics and it is easily holding the carbon fibres. So, this is makes greatest combination of materials in an appropriate manner. In this work, a machine tool’s bed is selected for the analysis static loads. Then study is carried out to decrease the weight of the machine tool’s bed without affecting its structural rigidity. The 3D CAD model of the bed has been created by using commercial 3D modelling software and analyses were carried out using ANSYS 2021 R2.
Introduction
I. INTRODUCTION
The transmission of high speed as well as the cutting speed of machine tools is very vital important for the enhancement of productivity. Faster cutting speed can be attained only by Machine tool structure which has higher stiffness and good damping Capacity. The deformation of machine tool’s structure under cutting forces, Directional motion and Dead/ live loads which leads to the undesirable quality and Quantity of product. So, the Quantity of deformation and vibration that governs the high precision. It is one of the greatest vital tool structures which is absorb the vibrations resultant from the cutting operation. To analyse the bed for possible material changes and Structure changes that could increase stiffness, decrease weight, expand damping characteristics and segregate natural frequency at the operating range. At existing the Machine Beds are made of grey Cast Iron material, which cause a number of difficulties in Machine tools. Cast Iron whenever the load reaches Maximum loads it simply fails without any prior indication. Casting is process used to produce to manufacture the beds.in a This Manufacturing Process leads to various Casting Defects. Also, in order to have high strength and high stiffness the weight of the machine bed should be high. So, use Passive method for improve bed Stiffness Redesign Existing Bed design and Replace Existing Conventional material to Morden Material.
Selvakumar [1] works states that at similar stiffness, the epoxy granite structure give a significant weight reduction, along with high damping Ratio to Cast iron. The epoxy granite structure offers a Great drop in mass along with high damping ratio. S. Syath Abuthakeer [2] Give a Line how to improve static and dynamic characteristics on a CNC machine. In a ANSYS Simulation results show that the static and dynamic performances improve by using Structure Changes they modify bed to vertical ribs with hollow bed have been improved. Structural vertical ribs with hollow inside offers a method to improve the conventional design of machine structure. Based on structural changes Load distributions can be further optimized. A. Merlo [3] analysed the combination of Modern materials like CFRP, Al honeycomb and an intensive use of Laminate and create sandwich structure to increase damping and, at the same time, get a reliable mass reduction up to 40% without dropping the overall stiffness. Sivarao [4] Study of Tangential Force, Horsepower and Material Removal Rate Connecting HAAS CNC Milling, Al6061 T6511 Work piece Material & Titan Coated End Mill Tool. And Give Modified Approach for Cutting Force Measurement in Milling Process.
II. OBJECTIVES
The major objective of the work is to study passive damping techniques in machine tool structures (foundation) using composite materials and to reduce vibrations in the milling machine during cutting processes by using these materials as the base of the work piece which act like a bed absorbing vibration force. Composites can be used in machine tool structures because of its integral damping characteristics which reduces the undesirable effects of the vibrations. Passive damping technology has a widely used of engineering applications, engine mounts, including bridges, and machine mechanisms such as component vibration isolation, , novel spring, rotating shafts designs which incorporate damping without the use of outdated dashpots or shock absorbers, and structural supports. Study structure design and reduce weight without losses of structure rigidity.
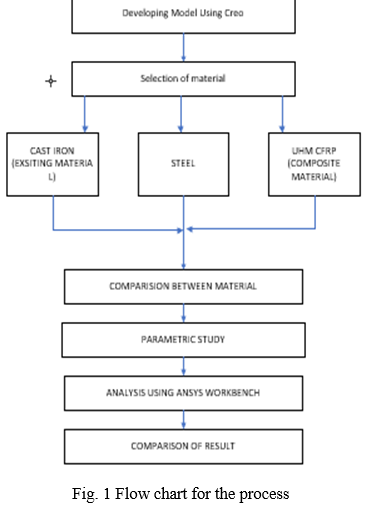
III. METHODOLOGY
All paragraphs must be indented. All paragraphs must be justified, i.e. both left-justified and right-justified.
A. Machine bed
The machine bed was key role in providing rigidity and the strength of machine tool. Machine bed support all elements like spindle hub, column, work table, saddle support and other accessories and controlling elements. Also cutting force simply transferred to machine bed. So, its design is vital role for accuracy and the performance of machine. In a machine tool include rotary and transient parts which moves or change location as programming code.in that case dynamic and static forces generate
So, in that case to maintain accurate products bed need good damping properties with higher structural index so fulfil this this requirement we combine structure design with proper material combinations with different sizes of systems.
B. Design Cases and Model Configurations
Major Loadings dividing into three parts (1) Self weight and live weight (2) Rotary equipment forces and moments (3) Cutting forces, thrust and moment. From this we use Combine load cases in maximum stages and Apply into different Configuration with same geometry design and materials.
In this design case We Include Accessories weight, dead load of primary members, and Work piece weight on Work table with standard earth gravity. At end of simulation achieved reaction force for check Global equilibrium is multiply weight to standard earth gravity. Also include Cutting thrust & moment on work table
- Total weight of Machine = 4200-4500 Kg.
- Load acting on rear end of Machine Bed = 1200 Kg.=12000 N
- Weight of the Work Table = 300 Kg
- Total forces and moment acting on guide ways = Torque and Moment on Spindle
- Standard earth gravity
- Servo Motor assembly: 500 N
- Force on Spindle hub due to Servo motor = 102 kg = 1000 N
Moment =1=71000 N.mm
- diameter D= 63 mm
Feed rate f= 6 mm/rev
Cutting speed v= 23.75 m/min
Cutting Thrust (Thrust Force N)
- Cutting Force and Cutting thrust: Fz
Fz = (-79 + 51.4D +1.22V -504F - 2.65*D*D-0.0102*V*V +2038*f*f + 0.128*D*V + 1 87*D*F + 0.07*Vf ) N
= 133896.0666 N (addition of work piece weight)
= 145668.0666 N
- Cutting Moment: Mz
Mz= (1.51-0.309D + 0.00236V+1.06F + 0.016*D*D- 0.000037*V*V - 12.5*f*f +0 .000208D*V + 1.33D*F+0.0213V*F ) (N*m)
= 108.0286497 N*m
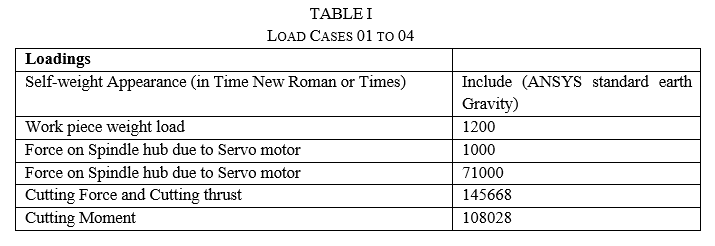
All above calculated loads applied on the machine bed during the further analysis.
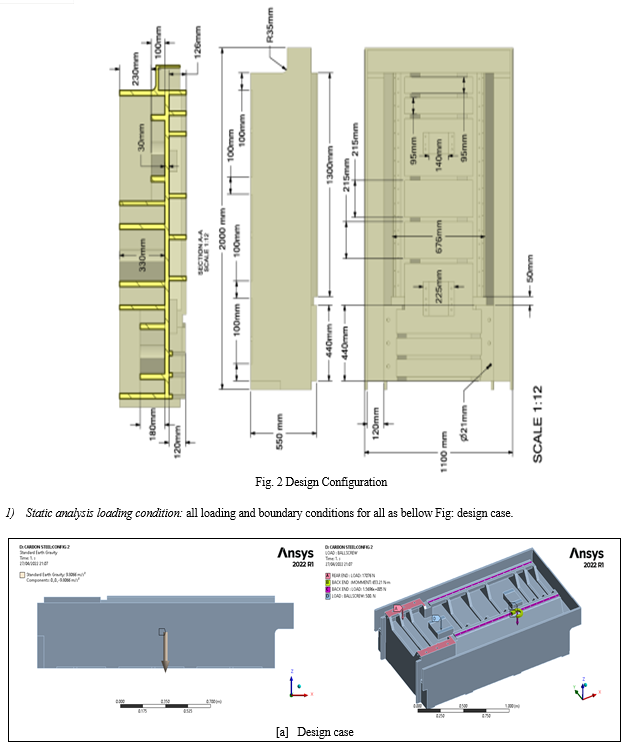
C. Design Modelling and Analysis of Machine Bed
CREO 8.0 used to create a 3D model of CNC machine and shaved in STEP format to import geometry to ANSYS workbench 2021 r2. The analysis was carried out on four materials Carbon steel, cast iron and UHM CFRP. In a different case we considered, Forces and Displacement boundary Condition considering Following Forces, in a front-end Machine tool bed carries Cutting Forces, trust and moments, work piece weight and other successive bod’s weight so that force applied on a Guide ways of machine tool bed. The rear end of machine tool carries load of a Column, spindle hub and other accessories like servo motors, tool changers and others. For Design case we consider bellow geometry.
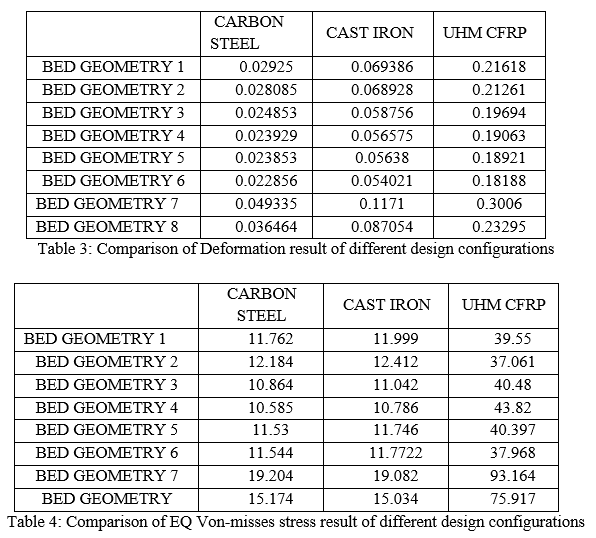
- Result summary and discussion of static analysis
D. Comparison of the result obtain from analysis under static load is given in bellow Configuration 1 to 6 compared in table:
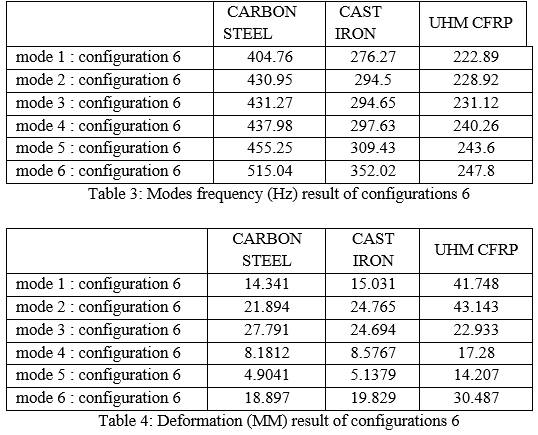
E. Result summary and discussion Dynamic analysis (Model analysis)
Model analysis perform only configuration 01/05.andd gives a result summery on a graphical table below.
G. Discussion of analysis
In this work the CNC Machine Tools Different Component was modelled in CREO 8.0 and Simplify Geometry in a Space Claim. The static structural analysis performing on a using ANSYS 2021 r2. The analysis was done on the multiple different design with their optimized proposed section. The stress analysis, deformation analysis was performed on all of them.
After the different design analysis. The use of lightweight material to further reduce the weight. But Affecting A Their Structure Stiffness So Need Optimised Design to Reduce Weight Without Losses Structure Weight. In this Case Weight Is Second Priority and Structure Rigidity Is first priority so try some cheapest and finest material for a machine tool part which have much weight so reduce cost of material and optimises but in case We Performing multiple cases at static and dynamic cases which is Aware us a how much affecting material selection and geometry designing.
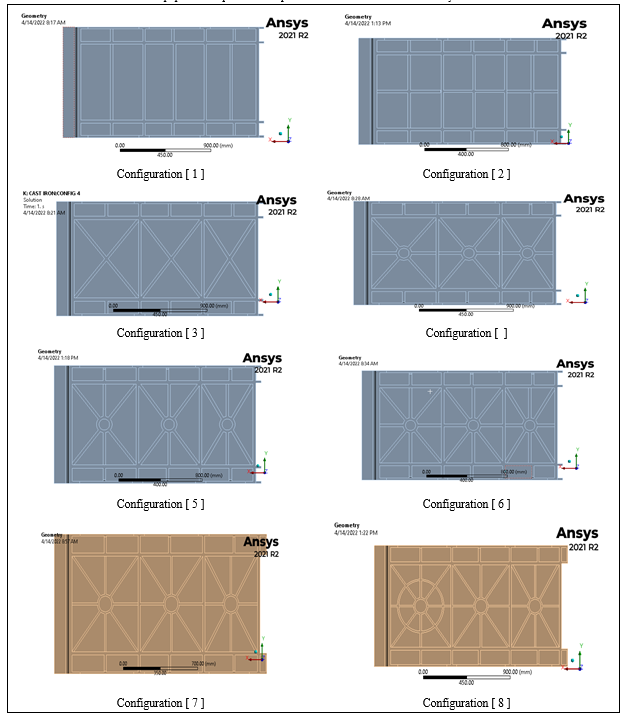
Starting Study with maximum design cases as describes above. First we created all of Component of machine tool and apply loading system when applicable than start to carry out reaction forces and moment to next analysis and final total forces and moment applied on structural bed.
We divide bed geometry into two parts first one top where all component attached and second one base that have given a appropriated height and stress distribute. We update geometry with stiffener. And changes in base stiffeners as mentions in a configuration table Configuration 01 to 08. Configuration 01 is a simplest design without any geometry modification than in all other we update a design and perform analysis to study. Configuration 02 to 06 With Same Plat thickness but only geometry change. Configuration 07 & 08 We Change thickness of plate minimize 5mm Thickness. At Final Configuration 08 we reduce plate thickness to reduction of weight with proper stiffness.
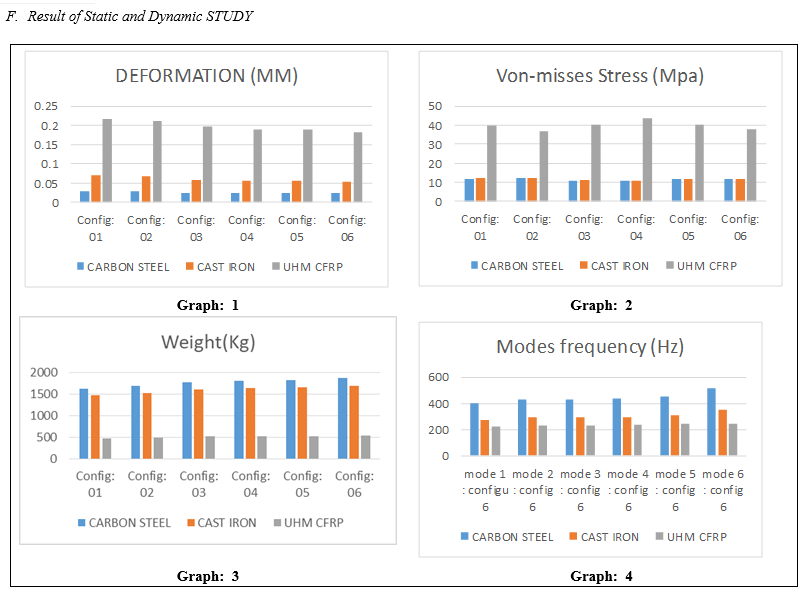
In above Graph 1 shows that deformation change according to geometry and material changes.as graph shows carbon steel and cast iron gives a smallest deformation than UHM CFRP but when we compare with them with weight ratio is good. Geometry 06 lowest deformation in all before configuration so we use .hat geometry and optimization of that geometry and get final result in configuration 08 which have total deformation is our limit. Our design gives 0.23295 mm accuracy with UHM CFRP material and reduced weight around 20 %. Which is good in large scale. Also that geometry reduce higher number of weight in carbon steel and cast iron. We study. From Graph 2 we show that all generated stress value is far away from their allowable range. Main Study Material is UHM CFRP which is perform a good to their weight and total deformation is much higher but within allowable state also Equivalent stress also does not affecting their yield.
In Study Configuration 01 to 06 have same thickness of plate with different stiffener geometry. Than we study each of result and choose best suitable stiffener and start optimization of weight by reducing thickness of plate and perform multiple analysis by varying thicknesses. And get optimal geometry which is Configuration 07. From Model analysis we study that Configuration 07 have deforms from bottom stiffener at large frequency so we improve that week point by modify design.
Model analysis perform for all case for optimization of structural design we put only optimal of them in a study we found week point of design and optimize each and every time. Each configuration have week point we found in a study of model analysis than we update that portion in Configuration 08.from model analysis we shows that at modes frequency base deforms at side plate which not affect at working. From above study we understand that Carbon steel is grate rigidity than cast iron and carbon steel. UHM CFRP Have Given much result competition to their weight ratio.
H, Conclusions
Machine Tools are available in different Configurations with different capabilities, as engineering background rely that in manufacturing resources uses to maintain the quality of a manufactured part. This methodology is based on a manufacture assurance from out study material as well as designing is parallel work to overall result. For achieving our goal so as above we study for different Configuration and cases that not only material improve product Quality but design matters too
In a Single case We Consider Multiple Configuration with different material property to, improves a system with reduction of weight by using material, in a case of material variation reduction weight but increase stresses than Conventional materials but they are with in allowable limit and far away from their Yield limit
From study we understand that in this case stress does not affecting system but when increase stress that time Deformation increase or a decrease that time material properties affecting, while selecting material we aware about a purpose of material while we selecting of material for study that time only, we improve damping properties but effecting deformation.
From Our study we understand that by using UHM CFRP is grate solution to reduction of weight but losses of some rigidity due to their ductile properties but weight to deformation ratio of critical part is improved than conventional material. UHM CFRP gives weight reduction by three times. Configuration 08 is final design which is reduction of weight with sufficient rigidity and their deformation is with in allowable stage. Configuration 08 gives around 12 percentage of weight reduction. Comparison with configuration 1 deformation is 0.03mm (carbon steel), 0.08mm (cast iron) and 0.28 mm (UHM CFRP) accurate.
IV. FUTURE WORKS
- Study the different types of analysis such as Variable Thickness and geometry by using parameter and find suitable thickness and reduction of weight
- Create Prototype of Concrete structural bed and Column. Fatigue life prediction analysis can also be performed.
- Make a Sandwich of Different material ply In a ANSYS Composite ACP and Study about Material behavior of Composite of material and study them.
- Using Honey comb-structure Create Sustainable bed using material behavior.
- In ANSYS Composite ACP incudes Different material ply with Compounding Solution and use that material for a parametric study of System
- Use Rib At end of edge for improve structural index and improve model analysis
V. ACKNOWLEDGMENT
A special thanks is offered to Dr. C P Patel, UVPCE, Ganpat University, for her encouragement, constructive guidance and advice throughout the preparation of this research.
References
[1] A.Selvakumar, P.V. Mohanram, “Analysis of alternative composite material for high speed precision machine tool structures” International journal of Engineering, 2 ,pp.95-98, 2012R.
[2] S. Syath Abuthakeer, P.V. Mohanram, G.Mohan kumar, “Structural redesigning of a CNC lathe bed to improve its static and dynamic characteristics”, International journal of Engineering, 2, pp.389-394, 2011
[3] Merlo, D. Ricciardi, A. Cremona, F. Meo, F. Aggogeri, “Advanced composite materials in precision machine tools sector – Applications and perspectives”, 2013
[4] Sivarao, Fairuz Dimin, T.J.S.Anand, A.Kamely, Kamil “Investigation of Tangential Force, Horsepower and Material Removal Rate Associating HAAS CNC Milling”, A 6061-T6511 Work Material & TiAlN Coated End Mill Tool
[5] PRECORP’s Machining Carbon Fibre Materials Osamu Maeda, Yuzhong Cao, “Expert Spindle Design”, Proc of International Journal of Machine Tool and Manufacturer, August 24, 2007
[6] Nikunj Aadesha, Prof. R.C. Patel “Static and Dynamic Analysis of Base of Vertical Machining centre”. International Journal of Engineering trends and Technology
[7] CNC spindle. Available from:
Copyright
Copyright © 2022 Dr. C P Patel , Shubham Patel . This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET42026
Publish Date : 2022-04-29
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online