

Ijraset Journal For Research in Applied Science and Engineering Technology
Minimization of Non-Value-Added Activities in an Aerospace Industry
Authors: NagamalleswaraRao Damacharla, Dr. B Guru Prasad, Dr. A. Sreenivasulu Reddy
DOI Link: https://doi.org/10.22214/ijraset.2022.43583
Certificate: View Certificate
Abstract
The industry was having lesser productivity than the required due to the presence of certain ‘non-value added’ activities. Hence, the requirement was to improve productivity by means of cost reduction and rationalisation of manpower. Since the main purpose was to eliminate any process that does not add value to the final output. To reduce the waste, the lean manufacturing is the best choice among the available techniques. The Value Stream Mapping (VSM) is one of the major components in lean manufacturing techniques. This helps in identifying the major opportunities for performance improvement in the assembly line of the aerospace industry. The Value Stream Mapping was developed in the required assembly lines of the aerospace industry. The Value Stream Mapping consists of Time-Study, 5s implementation and skill based line balancing at the required workstations. Time-Study was conducted at the bottleneck workstations. The results were analysed by categorising them as value added (VA) and non-value added (NVA) components. This has benefited in identifying waste in the assembly line. The activities which were not adding value to the final product were eliminated and compared with previous results. Based on the analysis, the required man-power was added to improve the productivity.
Introduction
I. INTRODUCTION
In the present day competitive market environment, a company's survival is determined by how well it serves its consumers in terms of providing high-quality products at an affordable price. Product quality is determined by the various aspects such as operation characteristics, reliability and customer satisfaction. Under this circumstances, the value for money paid as the price for the component has become a critical parameter. This calls for continuously synchronizing the value adding aspects to the product development environment.
A. About Lean Manufacturing
In any process there is always a chance to improve endlessly. Similarly, in the aerospace industry, the non-value added activities were present and the main aim of lean manufacturing was to eliminate such non-value added activities. The lean manufacturing is one of the most suitable technique for this purpose. Lean Manufacturing is an operational strategy aimed at getting the least possible cycle time by eliminating waste. The main goal is to maximise value-added work by minimising waste and eliminating incidental work. However, lean tools was later evolved in response to the changing and competitive business environment. Many authors believe that lean manufacturing is a waste reduction approach, but in practice, lean manufacturing maximises the value of the product through waste minimization. The value of the products/services as seen by the client is defined by lean principles, and then the flow is created.
B. About Value Stream Mapping (VSM)
Many businesses make use of the VSM tool. VSM is a graphical representation of material and information flow in manufacturing systems. The map depicts all of the tasks involved in the process, beginning with the acquisition of raw materials and ending with the delivery of finished goods to the consumer. This study enables the identification of all types of waste and the planning of subsequent actions to eradicate them.
???????C. About Work Study
Work study is a technique for increasing a company's production efficiency (productivity) by eliminating waste and redundant procedures. It's a method for identifying non-value-adding actions by looking into all the variables that influence the job. It's the only method for establishing time standards that is both accurate and systematic.
II. LITERATURE REVIEW
The following published articles were referred to in the course of completing the present research study.
???????A. Literature Articles about Lean Manufacturing
Vidhate Teja and Ashwini salunke [2018], stated that the necessary lean techniques that are supremely used in the construction industry are VSM, Pull system, JIT, Kanban, 5S and Last Planner System (LPS) [1].
Devarani Devi et al [2013] investigated the adoption of lean manufacturing methodologies in the Indian electronics manufacturing industry, identifying JIT (Just in Time), Six Sigma, Jidoka, and Kaizen as the most extensively utilised lean manufacturing technologies [2].
Abhishek Kumar Singh et al [3] employed an information system in conjunction with lean manufacturing to decrease waste in the process sector, opting to apply lean tools (VSM, TPM, Pull system, Kanban, SMED, and production levelling) to shorten lead times.
???????B. Literature Articles about Value Stream Mapping
Hariram VR and V. Muthukumaran [2017] used VSM to detect non-value added time in the auto component sector and executed a layout adjustment to boost efficiency. Another lean implementation modified the plant architecture and enhanced OEE [4].
Subashini et al [2012], employed VSM as a major tool in a kitchenware manufacturing industry because it detects wastes throughout the value chain and paves the path for the identification of improvement areas, which results to a reduction in lead time and Work in Progress Inventory [5].
C. Literature articles about Time Study
A. Sai Nishanth Reddy, P. Srinath Rao and Rajyalakshmi G. [2016], used time study for productivity improvement in small scale solar appliances industry [6].
III. METHODOLOGY
The procedure was carried out by collecting data from different inquiries with shop floor experts and participating personally in the measurement of time spent on various procedures.
???????A. Collecting Data
First, acquiring data directly from the shop floor of the assembly area. To do this, relevant discussions were held with the concerned authorities of the plant. All the required data were collected in order to identify the locations where improvements can be effected.
???????B. nalysing Data
The data and information that had been compiled had been discussed with heads of different departments. The objective of this analysis is to reduce lead times and increase throughput. The current state Value Stream Map had been drawn based on the data and information compiled.
???????C. Identifying the Required Improvements
This will enable us to spot the problem areas and thus evolve the means to improve the work flow, efficiency, reliability, and flexibility of the process. Based on a comparison between cycle time and takt time we define the bottleneck work stations which were becoming critical.
???????D. Work Study at Critical Workstations
The observations were made at 5 minute intervals which were recorded with respect to activities that were performed. These were further analysed by categorising them into value-added (VA) and Non-Value Added (NVA) activities. This forms the basis for productivity improvement.
???????E. Effecting the Changes for Improvement
Based on the above analysis, pull system has been adopted for eliminating inventory build-up through, the transition from ‘build to stock’ to ‘made to order’. This had resulted in a significant improvement in productivity.
IV. VALUE STREAM MAPPING AND TIME STUDY
A. Creation of Value Stream Map
Among all the sections of the assembly line, the forward edifice was chosen for value stream mapping as it creating bottleneck and including of more man-power.
Based on a comparison between cycle time and takt time we define bottleneck work stations to meet the customer demand.
Data obtained from the Value Stream Map:
The total lead time for the process = 49 days.
Total Value Added time = 37 days
Total Non-Value Added time = 12 days
Here, the takt time of the assembly line is calculated as the available time divided by customer demand.
Takt time = 26/8 = 3.25 (time is 26 days since the working days of a month are taken as 26 and customer demand is 8)
The workstations in critical path which are having more cycle time than takt time are considered as bottlenecks.
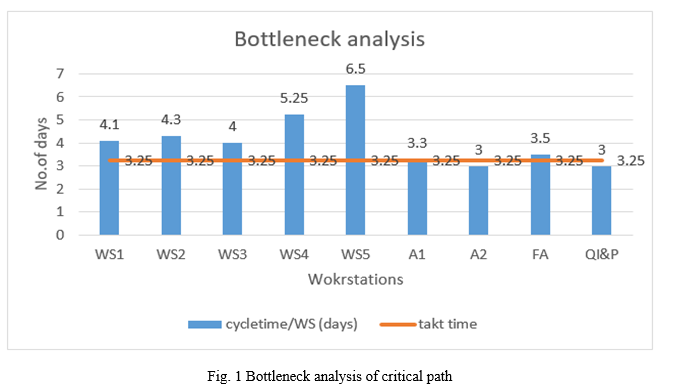
The Time Study was planned to perform at workstation-5 due to its cycle time, which was much higher than takt time. Once the solutions are identified then it could be applied horizontally to the other workstations.
???????B. Time Study at Workstation-5
The observations were made at 5 minute intervals which were recorded with respect to activities that were performed. After time study, we bifurcated VA and NVA activities. It represented in below chart by means of percentage.
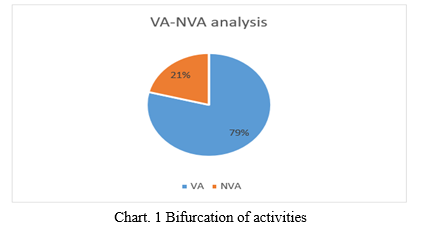
There are mainly two steps in process. First one is to perform the VA as fast as possible and second is to minimize the NVA as much as possible.
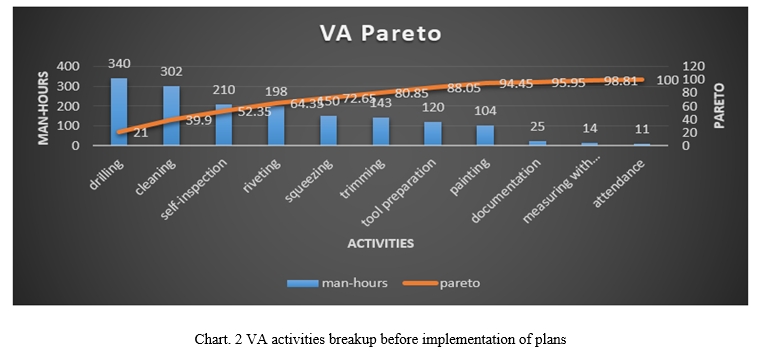
- First Step: As the process of VSM, first step is to make the VA as fast as possible. In that regard it should concentrate on VA activities. The majority VA activities are drilling and riveting. I started finding difficulties while these operations. Some of those observations and their proposed solutions are as follows:
TABLE1
VA-RESPECTIVE ACTION PLANS FOR PROBLEMS
|
Problems |
Action Plans |
|
Using the reaming operation to increase the size of the hole due to lack of non-availability of correct drill bit size. |
The non-availability of tools problem was taken to the higher administration. |
|
Unskilled workers were not used to work and taking so much time.
|
Proper training was proposed to the required employees. And this problem had addressed to the respective supervisors. |
|
Trimming with less sharp blades and emery papers due to non-availability of advanced tools. |
Make the availability of advanced trimming tools thus it could noticeably reduce the cycle time of workstation eventually the whole assembly line. |
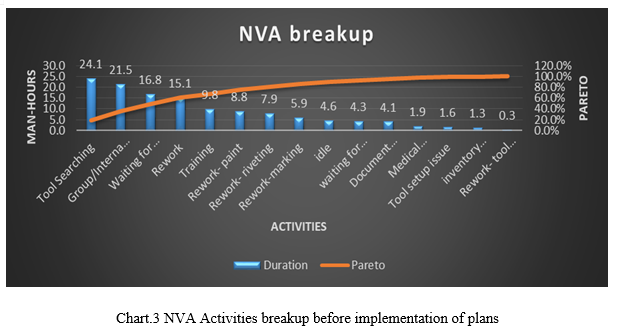
2. Second Step: In VSM, second step is to nullify the NVA activities. The problems and proposed solutions were as follows.
TABLE 2
NVA-Respective action plans for problems
|
Problems |
Action Plans |
|
Waiting for quality checkup persons due to unavailability of persons. |
By applying the lean, make everyone to participate in all works |
|
Waiting for approval from superiors to proceed, the workers were idle till the approval was given |
The authority should be given to some of the experienced and skilled employees, so that they didn’t need to wait for approval. |
|
The authority should be given to some of the experienced and skilled employees, so that they didn’t need to wait for approval.
|
Critical operations should be done by particular skilled workers. This will eventually reduce the NVA time. The skill based line balancing was proposed to distribute the workload equally.
|
The skill-based line balancing, this is about line balancing using operator skill efficiency that taking data of all the operators working at workstation about their previous working capacity and their primary working ability. The 5s technique also used for clean and tidy environment in the workspace.
After observing the time study analysis, it was clear that in this workstation, the manpower were lesser than required. So we proposed for authority to employ 2 more manpower at workstation-5 of critical path-II. There was very lesser chance of improvement in work-wise, only the man-power need to be added, so the again the time-study was not conducted.
???????C. Output of Time-Study Analysis
- The cycle time of the workstation before Time Study was 6.5 days.
- Two workers were added to the workstation to improve the
- The cycle time after two workers added was reduced to 5 days. But the takt time was 3.25 days.
- To achieve this takt time, lean techniques and lean trainings were implemented.
- Lean manufacturing is a continuous improvement, there is always scope for improvement.
V. RESULTS AND DISCUSSIONS
A. In this area of problem, from the bottleneck analysis the workstation was identified as a bottleneck as it was having higher cycle time compared to all other work stations.
B. The takt time of the assembly line is calculated as the available time divided by customer demand.
Takt time = 26/8 = 3.25 (time is 26 days since the working days of a month are taken as 26.
C. The cycle time of the workstation before time study was 6 days, after implementing lean techniques, cycle time was reduced to 5 days. I.e. the percentage of reduction in cycle time is 20.8%.The percentage of time reduced with respect to activities.
D. . After using the automatic cutting machine for trimming, the time for trimming was reduced with respect to all workstations.
E. After observing the time study analysis, it was clear that in this workstation, the manpower were lesser than required. So we proposed for authority to employ 2 more manpower at workstation-5 of critical path-II.
There was very lesser chance of improvement in work-wise, only the man-power need to be added, so the again the time-study was not conducted.
Conclusion
There is always scope for improvement in the work area for better production. The cycle time had come down from 6 days to the 5 days with various improvement techniques. Similarly there is scope for better improvement again, it is a continuous process till achieving zero wastage. The other benefits resulting from the adoption of Lean manufacturing were the creation of a clean and tidy work area. This will make life hassle-free for the workers by facilitating easier access to the right tools, material and other required things. With the adoption of Lean techniques in the work area, the workers will get more focused on the main task instead of wasting time on unnecessary jobs like searching for tools and interpreting unclear instructions. This would result in high quality work along with the cost reduction. Apart from these improvements, there are many other benefits from lean techniques which were not measurable, some of them are as follows - Clean and tidy working area which make the operator to concentrate more. This was achieved with 5s. - Shadow boards for tools to select preferred tool in respective location. - Skill based line balancing, it simplifies the work and respecting the operator efficiency. - The communication between different departments with lean can lead to coordination between them which leads to smooth flow of assembly line. The value is added when customer satisfied with the output. The customer demand was to achieve 8 aircraft per month, when we achieve it then the reliability on the firm would increase and that will eventually increase the good will of the company.
References
[1] Dadashnejad, A.-A.; Valmohammadi, C. Investigating the Effect of Value Stream Mapping on Overall Equipment Effectiveness:A Case Study. Total Qual. Manag. Bus. Excell. 2019, 30, 466–482. [2] Stadnicka, D.; Litwin, P. Value Stream Mapping and System Dynamics Integration for Manufacturing Line Modelling and Analysis. Int. J. Prod. Econ. 2019, 208, 400–411 [3] Jeong, B.K.; Yoon, T.E. Improving IT Process Management through Value Stream Mapping Approach: A Case Study. JISTEM 2016, 13. [4] Chiarini, A. Sustainable Manufacturing-Greening Processes Using Specific Lean Production Tools: An Empirical Observation from European Motorcycle Component Manufacturers. J. Clean. Prod. 2014, 85, 226–233. [5] Gurumurthy, A.; Kodali, R. Design of Lean Manufacturing Systems Using Value Stream Mapping with Simulation: A Case Study. J. Manuf. Technol. Manag. 2011, 22, 444–473. [6] Zahraee, S.M.; Tolooie, A.; Abrishami, S.J.; Shiwakoti, N.; Stasinopoulos, P. Lean Manufacturing Analysis of a Heater Industry Based on Value Stream Mapping and Computer Simulation. Procedia Manuf. 2020, 51, 1379–1386. [7] Florescu, A.; Baraba¸s, B. “Integrating the Lean Concept in Sustainable Manufacturing Development.” IOP Conf. Ser. Mater. Sci. Eng. 2018, 399, 012018. [8] Schoeman, Y.; Oberholster, P.; Somerset, V. Value Stream Mapping as a Supporting Management Tool to Identify the Flow of Industrial Waste: A Case Study. Sustainability 2020, 13, 91. [9] Salwin, M.; Kraslawski, A.; Lipiak, J.; Go??ebiewski, D.; Andrzejewski, M. “Product-Service System Business Model for Printing Houses.” J. Clean. Prod. 2020, 274, 12293910. [10] Salwin, M.; Kraslawski, A.; Lipiak, J. State-of-the-Art in “Product-Service System Design” In The 10th International Conference on Engineering, Project, and Production Management; Panuwatwanich, K., Ko, C.-H., Eds.; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2020; pp. 645–658. ISBN 9789811519093. [11] Huang, F.; Chen, Q.; Ding, H.; Wang, Y.; Mou, X.; Chen, J. Automotive Steel with a High Product of Strength and Elongation Used for Cold and Hot Forming Simultaneously. Materials 2021, 14, 1121. Energies 2021, 14, 3527 19 of 19 [12] Balbuena, J.; Sánchez, L.; Cruz-Yusta, M. Use of Steel Industry Wastes for the Preparation of Self-Cleaning Mortars. Materials 2019, 12, 621. [13] Knezovi´c, N.; Garaši´c, I.; Juri´c, I. Influence of the Interlayer Temperature on Structure and Properties ofWire and Arc Additive Manufactured Duplex Stainless Steel Product. Materials 2020, 13, 5795. [14] Forno, A.J.D.; Pereira, F.A.; Forcellini, F.A.; Kipper, L.M. Value Stream Mapping: A Study about the Problems and Challenges Found in the Literature from the Past 15 Years about Application of Lean Tools. Int. J. Adv. Manuf. Technol. 2014, 72, 779–790. [15] Hidalgo Martins, G.; Gechele Cleto, M. Value stream mapping and earned value analysis: A case study in the paper packaging industry in Brazil. Braz. J. Oper. Prod. Manag. 2016, 13, 360
Copyright
Copyright © 2022 NagamalleswaraRao Damacharla, Dr. B Guru Prasad, Dr. A. Sreenivasulu Reddy. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET43583
Publish Date : 2022-05-30
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online