

Ijraset Journal For Research in Applied Science and Engineering Technology
Industry 4.0 and Chemical Industry: The Technology Enablers behind Strategic Growth of Chemical Companies
Authors: Nitin S. Kolhe, Adarsh Panicker, Siddhi Mhatre, Janhavi Vichare
DOI Link: https://doi.org/10.22214/ijraset.2023.48486
Certificate: View Certificate
Abstract
Industry 4.0, also known as the fourth industrial revolution, focuses on various digital transformations within manufacturing units that help them improve their connections and networks, leading to better product evaluation according to the diversified and changing market. Connections are at the heart of the golden age: the link between a company and its related departments, people and products, and global relationships between consumers, suppliers, and producers. All stakeholders must communicate effectively and agree on best practices to ensure smooth daily operations and prompt problem resolutions to maximise the power and potential of such connections. Inculcating and reviewing the applications of Industry 4.0 aspects in a Chemical Industry is the subject of this paper. The paper would assist enterprises in understanding how digitalisation will help them increase production efficiency and integrate their business. It also explains the various enabling technologies under Industry 4.0 that help capture process data from industrial devices, connectivity for data captured, and business intelligence tools to convert that data into impact. This paper also emphasises the challenges associated with promoting Industry 4.0. Methodologies for putting the fourth revolution strategy into action in the chemical industry would be efficiently carried out as a result of this.
Introduction
I. INTRODUCTION
These days, worldwide rivalry drives modern creation and accordingly, there is a requirement for quick transformation of creation to the steadily changing business sector demands. Most of the time, only significant advancements in current manufacturing technology are needed to meet these requirements. Industry 4.0 is a promising strategy that integrates all parties in a company’s value chain (suppliers and customers) in the business and manufacturing processes. The transition from digital to physical and from connected/digital technologies to creating a physical object is the essence of Industry 4.0. In other words, it is an enhancement to the procedure. Industry 4.0 can transform the chemical industry by promoting strategic growth and streamlining operations. It combines several advanced digital and physical technologies to create a stronger physical-to-digital-to-physical connection.
Cyber-Physical Systems (CPS) and the Industrial Internet of Things (IIoT) are applied to the economic production systems to address the technical aspect of those requirements. Therefore, the connections of CPS building blocks support the industry 4.0 ‘execution system.’ These embedded systems with decentralised control and advanced connectivity collect and exchange real-time information to identify, locate, track, monitor, and optimise production processes. There are other such impactful pillars of Industry 4.0 discussed in this paper, which could help in transforming the chemical industry.
A. Roots Of Industry 4.0
From manual labour to digitalisation, the evolution of industrial manufacturing systems can be described as a journey through four industrial revolutions. In the 1800s, mechanisation and mechanical power generation marked the origination of the first industrial revolution. It carried the progress from manual work to the principal fabricating process, mainly in the material business. The primary driver of the change was an improvement in quality of life. The second industrial revolution, which made it possible for industrialisation and mass production, was sparked by electrification. With the introduction of microelectronics and automation, the third industrial revolution is characterised by digitalisation. This revolution makes it easier to use flexible production lines and programmable machines to manufacture various products. Such creation frameworks, in any case, actually don't have adaptability concerning creation amount.
We are in the fourth industrial revolution, sparked by the development of information and communications technologies (ICT). The smart automation of cyber-physical systems with decentralised control and advanced connectivity (IoT functionalities) serves as its technological foundation. The reorganisation of traditional hierarchical automation systems into a self-organising cyber-physical production system that permits flexible mass custom production and quantity flexibility results from this new technology for industrial production systems.
B. Industry 4.0 Technological Trends
Industry 4.0 is known for a wide range of cutting-edge technological innovations that combine existing manufacturing systems with information and communication technology (ICT) to make efficient and precise engineering decisions in real-time. The coupling of computerised advancements and tasks and assembling innovations can incorporate intra-hierarchical and between-authoritative frameworks utilising IoT, cloud information and processing administrations, and start-to-finish arrangements across esteemed organisations.
The global trend of industry 4.0 includes big data and analytics, cloud computing, additive manufacturing, cyber-physical systems (CPSs), the blockchain, artificial intelligence (AI), digital twinning, and the Internet of Things (IoT). Computers and communication infrastructure are integrated with real-world physical processes in a computer-aided cyber-physical system (CPS). The Internet of Things (IoT) collects data from actual objects through a computer network or by expanding wireless connectivity. Analysing IoT network data for raw insights and optimisation opportunities is at the heart of big data and analytics. The large-scale, scalable computing paradigm known as cloud computing, which allows sharing of real-time data throughout the supply chain, includes software, infrastructure, and platform-as-a-service. Then again, "blockchain innovation" alludes to detailed computerised records for clean exchanges customised to record any exchange's worth and give low resources for secure and straightforward shared information. Artificial intelligence (AI) refers to technologies that enable continuous learning and adaptive decision-making by using massive, frequently unstructured data sets. Additive manufacturing, also known as 3D printing, creates three-dimensional objects by computer-controlled layer formation. Let's examine each of these Industry 4.0 pillars in greater detail. [1]
II. ENABLING TECHNOLOGY
A. Internet Of Things (IoT)
The Internet of Things (IoT) is a network of interlinked computing devices, mechanical and digital machines, things, animals, or people that can transfer data over a network without human or computer interaction, thanks to unique identifiers (UIDs).
A person with an implanted heart monitor, a farm animal with a biochip transponder, a car with built-in sensors to notify the driver when the tire pressure is low, or any other natural or artificial object that can be given an Internet Protocol (IP) address and transfer data over a network are all examples of things that can be included in the Internet of Things.
The Internet of Things (IoT) is being used by more and more businesses in a variety of industries to make their operations run more smoothly, gain a deeper understanding of their customers so that they can provide better service to them, make better decisions, and increase the value of the company. The Internet of Things (IoT) is used in various industries, including agriculture, the supply of water, the smart grid and energy conservation, material handling systems, manufacturing, and traffic control. Advanced manufacturing used concepts from the Industrial Internet of Things to boost the shipyard's process efficiency. The uses of digital manufacturing have been discussed. The Internet of Things, based on software, was used to address the various processes and their selections, such as heterogeneity, reliability, security, business, mobility, and IoT. A three-stage production-based IoT system optimised acquisition, production, product recovery, and procurement. The architecture, application, and challenges of the Internet of Things were discussed. The challenges of modelling and simulation in the Internet of Things have been studied. The smart system and product performance have been utilised to enhance performance. [2]
- How Does IoT work?
Web-enabled smart devices that use embedded systems like processors, sensors, and communication hardware to collect, send, and act on data from their environments make up an IoT ecosystem. By connecting to an IoT gateway or edge device, IoT devices share the sensor data they collect, which is sent to the cloud for local analysis. These devices sometimes communicate with other related devices and use the information they get from them. Although people can interact with the devices, such as setting them up, giving them instructions, or accessing the data, the majority of the work is performed by the devices without the assistance of humans.
The deployed IoT applications determine these ‘web-enabled devices’ connectivity, networking, and communication protocols. The Internet of Things can also use AI and machine learning to make data collection processes more dynamic and accessible.
2. Internet of Things in materials and manufacturing industries
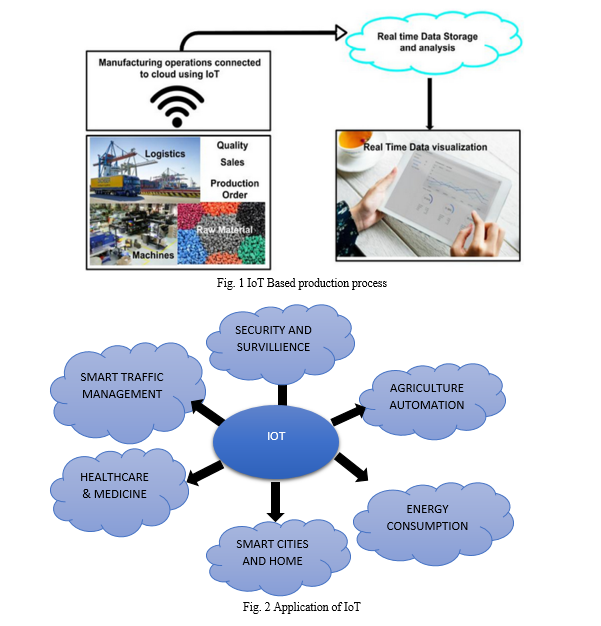
IoT-based systems and control are used in industries to carry out automated manufacturing processes. From the beginning of production to the delivery of the finished product, it encompasses all processes. Figure 1 depicts the automated IoT production processes. 1. The IoT-enabled manufacturing data address connectivity, computing, and control. Power plants, water management, chemical and material manufacturing, and IoT devices can all benefit from their use. The production flow lines are controlled and managed by the sensors. Additionally, it can gather information about industrial systems' performance in real-time. It aids businesses in quality enhancement and process control. It also speeds up production and makes the production cycle run more efficiently. (Fig. 2). [2]
The various IoT devices and the composite materials made of metal and carbon were examined. The mechanical stresses on the chips assembled on flexible substrates were examined.
The use of IOT-based applications and wireless manufacturing for real-time management have been discussed. Continuous and multi-source fabricating information upgraded the shop floor material by taking care of gadgets. In intelligent industries, a real-time manufacturing system based on radio frequency identification was introduced.
The product realisation process was improved by the cloud-based design and manufacturing systems. Artificial intelligence, cloud computing, data science, and the Internet of Things were utilised in smart manufacturing. Digital manufacturing enabled such production systems to evolve and develop in the future.
The industrial revolution and advanced manufacturing were studied. IoT applications in pharmaceutical manufacturing, warehousing, and agriculture-food supply chain management have been discussed to improve product quality and boost productivity.[2]
B. Artificial Intelligence (AI)
A technique for making a computer, a robot controlled by a computer, or software think intelligently like a human brain is known as artificial intelligence. Analysing the cognitive process and studying the patterns of the human brain are the keys to AI. Intelligent software and systems are the results of these studies. There are generally four kinds of artificial intelligence:
- Purely Reactive: These machines do not have any memory or data to work with, specialising in just one field. For example, the engine observes the moves in a chess game and makes the best decision to win.
- Limited Memory: These machines keep adding new data to their memory by collecting previous data. They have enough experience or memory to make good decisions but very little memory. For instance, this machine can propose an eatery in light of the area information that has been assembled.
- Theory of Mind: This kind of AI can understand thoughts and emotions and interact socially. However, a machine based on this type is yet to be built.
4. Self-Aware: Self-aware machines are the future generation of these new technologies. They will be intelligent, sentient, and conscious.
a. How does AI work?: Intelligent, iterative processing algorithms combine to form AI systems. This combination allows AI to learn from the patterns and features in the analysed data. The results of an Artificial Intelligence system's testing and measurement of performance are used to develop additional expertise each time it processes data.
b. Ways of enforcing AI : Two methodologies help execute AI, i.e., Machine Learning and Deep Learning.
5. Machine Learning: With the help of Machine learning, AI gained the capability to learn. This is done by utilising algorithms to discover patterns and induce perceptivity from the data they're exposed to.
6. Deep Learning: Deep learning, a subcategory of machine learning, allows AI to mimic a human brain’s neural network. It can form a sense of patterns, noise, and sources of confusion in the data.
a. AI For Chemical Risk Assessment: Chemical Risk Assessment (CRA) is a discipline at the science-policy interface that informs far-reaching decisions about the placing of chemical compounds onto the market, thereby having a significant impact on a multi-billion industry, the health of hundreds of millions of people, and the condition of the environment. The four elements of CRA, i.e., hazard identification, hazard characterisation, exposure assessment, and ultimately risk characterisation, depend on integrating different types of information from various sources, and increasingly with an unmanageable volume of information, including regulatory dossiers, study reports, and scientific literature. [3]
7. AI has the potential to be implemented in the following areas of CRA:
a. Scientific-technical Evaluation Process
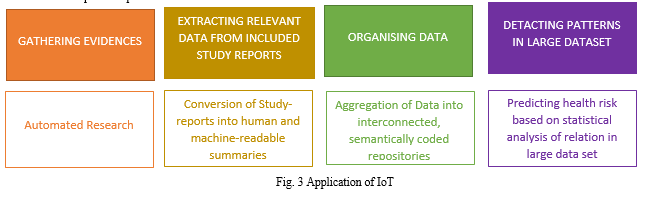
Fig. 3 illustrates several possible roles of AI in aggregating evidence and using the information to derive knowledge in the scientific-technical process.
These are expanded upon below.
b. Identifying and Prioritising Problems
Since a CRA can only assess what is targeted for evaluation, AI could be trained to find the gaps based on the experience of previous CRAs, thereby identifying problems that are less obvious to experts.
For example, AI could help identify the actual problems and questions to be asked in a CRA and screen and select/prioritise the chemicals to be assessed in the first place. AI could assist in identifying emerging risks, i.e., new adverse effects not typically covered by the standard regulatory endpoints.
Robust evidence surveillance methods are fundamental to evidence-informed risk management. Without robust evidence surveillance, it is impossible to know where significant evidence gaps and evidence gluts. Therefore, it is impossible to efficiently prioritise where to commit limited research capacity to either synthesise existing evidence or commission novel primary studies. The result of a lack of robust evidence surveillance is inefficiency, as empty, inconclusive, or irrelevant reviews might be undertaken, unnecessary preliminary studies might be commissioned, and necessary studies might remain unconducted.
In addition to analysing the evidence and supporting judgments, AI can help select and prioritise the chemicals for evaluation in the first place. A general challenge in CRA is the slow evaluation of individual substances compared with the number of existing chemicals for which the safety of use, or respective risk management measures, must be established. How to select the chemicals to evaluate first in the overall universe of chemicals? AI can help screen all available information or indications from different sources – which should comprise the whole universe of open data, including grey literature or social media – on properties and effects of chemicals, as well as the potential exposure to them, based on production information, intended and actual uses. From setting criteria for identifying the most critical chemicals, posing the highest risk, or otherwise defined priority criteria, AI would learn and build indicators to flag priority chemicals for evaluation.
A helpful concept in that context is evidence maps (also referred to as systematic maps or scoping reviews), which are gaining visibility as a useful ordered analysis product. In brief, evidence maps use systematic review methods to identify the amount and type of evidence available to address a particular topic. They may include a critical appraisal of studies, but there is no attempt to synthesise the evidence to answer an assessment question. In this way, evidence maps also identify crucial data gaps or reveal bodies of evidence where “traditional” evidence (experimental animal or epidemiological studies) is available for consideration or when analysis tools for data-poor chemicals would be more appropriate. Ideally, evidence is summarised in a structured format to promote dissemination in searchable databases, and results are presented in a visual figure to keep the report concise. Evidence maps may be helpful in the assessment update process to determine whether new evidence may change a current health reference value. Increasingly, journals are providing author guidance on the publication of evidence maps, including environmental journals. With specialised systematic review software and AI tools for automating the mapping process, preparing evidence maps could be a rapid process (weeks, not months).
c. Enhancing the evidence base
The collation of relevant evidence and evaluation of its quality and suitability for use in the assessment process are crucial steps at the beginning of a CRA.
AI could be trained to crowd-source multi-disciplinary expertise and add complementary and sound knowledge typically not considered in a specific context.
New data streams from biomonitoring and epidemiological studies can contribute to the overall picture but might be challenging to analyse “manually”. Here natural language processing could be employed to derive useable information from disparate types and data sources (similar to the knowledge discovery used in AI will be particularly useful for dealing with unstructured content.)
In line with Wilson’s statement that “we are drowning in information while starving for wisdom”, there are many different sources providing information for CRA, and the amount of data is rapidly increasing, for example, using high throughput screening or omics technologies.
These “raw data” have to be processed and interpreted to provide valuable insights for CRA, which means that AI could filter out the relevant data and synthesise information to build knowledge.
Not only scientific literature, study reports and submitted dossiers should be considered for CRA, but other valuable “unofficial” sources of information should also be included and mined, such as “grey” literature and additional information from the web and social media, e.g., Twitter or blogs. These could contribute to identifying trends or emerging risks by providing information on the actual use (or misuse) of and exposure to chemicals.
AI could contribute to building good-quality data for CRA. In addition to analysing evidence more efficiently, AI could identify data gaps and help to formulate the related research questions. AI might contribute to setting up the experimental design most efficiently and effectively to close the knowledge gaps.
The main obstacle to keeping on top of research is that scientific papers are being published at ever-increasing rates. To stay abreast of all research relevant to a topic or policy area is impossible without some means of automating the aggregation and summarisation of the content. Without technology, research synthesis efforts remain limited and incomplete.
In the near term, AI machine-reading tools will enable the characteristics and results of hundreds of thousands of studies relevant to assessing chemical health risks, currently locked away in individual manuscripts, to be converted into composite, quarriable databases. These databases can be set up with flagging systems for regulators, automatically identifying new evidence streams which should be analysed, and they should be quarriable in terms of concepts essential to their decision-making process. This way, risk managers can be confident that they are acting on all relevant evidence, not just part of it, and their reasoning for focusing on one part of the evidence base rather than another can be made fully transparent.
d. Knowledge discovery
The Commission Communication defines knowledge as “acquired through analysis and aggregation of data and information, supported by expert opinion, skills and expertise”.
Information from distinct sources might give new insights when brought together. However, there might be no awareness of connections between these different sources. AI could help screen and systematically map the “universe of information”, extracting information from non-easily processable sources or hidden in scanned documents or graphs and subsequently combining them. Pattern recognition techniques can help to make connections and identify relationships, which would be too complex to be recognised by human screening and processing, and support discovering correlations. Furthermore, very different types of data/information have to be integrated to enable conclusions and decision-making. AI could help by making sense of data and building knowledge. An example is the Adverse Outcome Pathway (AOP) approach for systematically describing mechanisms of chemical toxicity and the possibility of finding new AOPs or building interconnected AOP networks based on many scattered pathways or fragments of pathways.
AI could be trained to identify other substances that could inform the CRA if identifying similarities in chemical structures, biological behaviour or nature of the available data would be made. Once enough data have accumulated in the chemical risks database, AI could be used to build multidimensional models of patterns latent within the data (such as trends in toxicity) and compare the “profiles” of different chemicals.
By comparing such profiles, risk assessors can base predictions of health risks such as carcinogenicity based on all the available evidence, including hidden similarities.
The authors recognise that multiple initiatives exist in this space. For instance, ICASR, US EPA, and NTP are working on operationalising crowd-sourcing options with a focus on ensuring the interoperability of tools, onboarding of AI, development of training data sets for model development, mapping of various vocabularies into an ontology framework that can be used to help with AOP development and other evidence synthesis activities, and incorporation of tenants of the systematic review into the AI pipeline. As a result of the workshop, JRC is reaching out to various actors to encourage further collaboration and streamlining efforts.
e. Social aspects and the decision-making process
- Enhancing the Evaluation Process
After aggregating the evidence, the next step in a CRA is evaluation. The compiled lines of evidence are assessed, considering the quality of the data, their reliability and associated uncertainties, and the relevance of the problem formulated problem to make an overall judgement. The assessment needs to integrate results from different approaches and should be performed unbiasedly while weighing their respective contributions and handling possibly conflicting results. Evaluation is typically an expert judgement-driven process, with expert knowledge and experience required to make decisions regarding the available data and the conclusions based on them. Different groups of experts make CRAs in various legal frameworks based on the data made available at a specific time. In hindsight, it is often difficult to understand whether and what data was considered and how different data was weighed to lead to conclusions and recommendations regarding the possible or restricted uses of a substance. The discrepancy between decisions taken by various expert groups can lead to mistrust in the resulting CRAs and expert recommendations. Generally, AI could play a role in carrying out the evaluation process in a more neutral, consistent and transparent way. AI could learn how to perform a CRA, which could then be peer-reviewed by real experts, and this would be the basis for an iterative learning process for both the machine and the experts.
- Optimising Expert Identification
In terms of expert panel work, there are several ways in which AI could support the CRA process. For example, since the success of a group decision process depends on the dynamics of the group, as well as the complementary strengths and areas of expertise of its members and their knowledge of the topic, and on avoiding potential bias due to the experts’ background, finding an optimal mix of experts is a crucial task which AI could support. A selection based on limited or biased selection criteria or only based on already established networks can reduce the chance of finding the right balance of experience, competence and different views, which are beneficial for a fruitful discussion. AI could be used to create a mapping system that considers not only the potential experts’ publications on the topic but parameters that usually are not considered and are challenging to retrieve manually, such as membership in other similar panels, presentations at conferences, presence in committees, etc. Combined with a broad and up-to-date search for the information to map the expertise, this process could reduce the risk of bias and broaden the pool of possibilities, not relying on the selectors’ personal experience or potentially biased judgement criteria.
- Enhancing expert collaboration
Furthermore, AI could monitor or guide the process in an interactive Weight of Evidence (WoE) and thus help to rationalise the decisions made in the process. A possible direction is to use AI as an external objective observer. It could automatically create and maintain an organised, up-to-date record of topics discussed and provide further context by linking to relevant information from available sources. This AI-driven external observation could form a dynamic ‘mind map’ generated on the fly as the group’s work progresses, following and transparently facilitating the process. AI would have the ability to cope with large amounts of data regarding individual chemicals, similar chemicals, chemicals in combination, the experience made in earlier risk assessments, and recognise differences between different evaluations of one chemical or similar chemicals in other contexts. As an instant feedback instrument, AI could also point out all possible variables and their impact, the pros and cons of different options the group may face, and the consequences of the judgements made for the outcome. This would include tools to explain the consequences of decisions, thereby informing the weighing of economic and health-related impacts. In evaluating uncertainties in CRA, AI can take the probabilistic assessment to the next level by having delays explicitly at the core of the risk assessment methodology. Another direction is the more active involvement of AI in the group decision process by directly interacting with the group members. The contribution of AI could even consist of being a full member of the expert team and contributing an additional expert opinion drawn from the available data. Going beyond making evaluation more efficient, AI could develop into an overarching universal expert entity by learning about human expert decisions based on the available evidence. AI would build a collective memory of and accumulate experience from many experts and learnings from previous cases. Furthermore, AI could derive implicit knowledge from experts in the first place. This could be valuable for industry and regulators because the potential loss from key experts missing risk assessments could be mitigated. The accumulated knowledge from all AI-assisted group decision processes could act as shared memory or knowledge resource.
f. Simulating expert judgement
- Process simulation
Once the scope of a CRA is defined, the CRA process is based on the four steps of hazard identification, hazard characterisation, exposure assessment, and risk characterisation. Since the risk assessor needs to make several methodological choices at each stage, the CRA process can, in principle, follow many different pathways, leading to potentially different conclusions and risk management measures. In practice, the risk assessor reaches a decision based on just one of these pathways without exploring or acknowledging the other possibilities. AI would provide a means of simulating all possible pathways, i.e., the “multiverse” of risk assessment outcomes for a defined problem formulation. This would provide a means of characterising the uncertainties in the CRA process and give the risk manager transparent documentation on the range of possible CRA outcomes from the most to the minor conservative assessment. These uncertainties cover issues related to experimental design, the inherent variability of empirical data, and the impact of subjective choices, such as one data type over another or one data analysis procedure over another. In the short term, simulating the CRA process would provide a means of judging the reliability of risk assessments already conducted, especially in the case of controversial chemicals of great societal concern, thereby informing actions to reduce specific uncertainties where these are deemed too large. In the long term, the ability to simulate the CRA process will essentially obviate the need for the risk assessor, thereby freeing resources to place more emphasis on problem formulation, taking into account a more comprehensive range of chemical concerns that are addressed by the existing regulatory framework.
- Building cognitive models
Human processes, especially those related to decision-making and government, are often assumed to be rational and logically structured. The calls for transparency in decision-making are motivated by the need to scrutinise the process, i.e. to verify how much it follows this clear, predefined, logical reasoning pathway. Indeed, this assumption of rationality is prevalent in strongly codified areas such as risk assessments but also holds in other complex co-decision processes where many sources of knowledge, actors and interests are involved. However, the assumption that decision-making is primarily rational and strongly relies on an objective analysis of facts is often discussed as simplistic. Our rationality is more subjective and context-bound than can be assumed, and our values and emotions influence the perception of facts and our willingness to act on them. Moreover, our cognitive processes are influenced by cognitive biases; hence not all points and all positions in the policy and decision-making processes are equally considered (even if it seems so by involved actors), which affects the results. Therefore, decision-making is not guaranteed to improve simply because more or better science is introduced to a process: the perception and interpretation of facts depend on many factors. It is unlikely, however, that the decisions are made in a completely haphazard way. There must be underlying mechanisms for how they happen, with patterns of interacting factors contributing to particular results. Therefore, it can be beneficial to understand better our cognition and group dynamic in the context of chemical risk assessment, scientific advice and decision-making. As risk assessment processes and the precautionary principle are often contested, a constructive rethinking of them would benefit from a better understanding of the factors at play and their interconnections.
For complex processes, a single person, or even a team routinely involved in them, will have difficulty systematically auto-analysing these patterns of human thinking, interaction, and decision-making. This is where AI comes in as a potential solution: it could help model cognitive and decision-making processes. Acting as a neutral observer, silently shadowing and recording the decision-making steps, AI could model them and uncover the logic of their structure, not necessarily as rational as assumed. These objective models could identify pitfalls not observable by individuals participating in the process, spot the significant bottlenecks and, as such, bring more awareness about the realities of the decision-making, knowledge elicitation or risk assessment processes.
The objectives would slightly vary, depending on the scenarios:
- Where rationality is strongly expected and codified, AI observations could reveal the actual complications of these assumptions, pointing out areas worth improving in the process.
- Where the process is already not fully clear (especially from an individual’s perspective in complex systems), they give a tool to understand what is going on. This could be fascinating information, e.g., for researchers interested in effectively providing their input to policy, as they often struggle with an overly simplified policy cycle model.
Models produced by AI could provide empirical evidence of the functioning of decision-making processes. Through such cognitive models, weaker and more vital points of complex processes can be identified, and a more thorough reform can be foreseen. It could help map the best ways of achieving impact with evidence if explicitly focused on scientific support.
In practical terms, it would require a sufficient number of observable cases (e.g., with recording the meetings, mapping the information flows, related decision trees/patterns, etc.), which requires much trust on the side of various institutions that manage or participate in these processes.
C. Cyber-Physical System (CPS)
Industry 4.0 is a global manufacturing strategy that aims to achieve low-cost production at high efficiency, allowing flexibility. This goal is accomplished by applying cyber-physical systems (CPS), a disruptive technology currently trending across many industries. Cyber-physical systems consist of computational and physical components working together to implement a real-time process. Since the development of the first computers and robots, the long-term goal has been to automate tasks and processes, creating autonomy in the systems, but the technology and hardware were unable to make this goal possible. However, the computational technology and hardware industry has been quickly evolving. It can simultaneously manage and process data from multiple sources, such as sensors, actuators, and cameras, all connected to a network by software and operating in real-time. Some examples of CPS applications are smart factories, surveillance drones, smart buildings, automated personalised healthcare and automated vehicles. With CPS, many new challenges are arising, such as the need for a design methodology, safety, regulations, hardware and software compatibility, real-time data transfer and the system’s protection against security threats. However, CPS are complex systems that, once adopted, reduce the number of humans required to control processes, and new multi-disciplinary opportunities are created in the design, development, maintenance and management of such systems. Industry 4.0 can be defined in several ways. We wish to highlight two characteristics that emphasise connectivity's significance. First, vertical integration of the manufacturing process is the foundation of Industry 4.0. It breaks with the customary robotisation pyramid, proposing more circulated and cooperative engineering. Second, it relies upon level coordination of the worth chain, from client prerequisites to item structures and creation, permitting the making of another added esteem. The fundamental idea behind these integrations is the Internet of Things, seamlessly combining Information Technology (IT) and Operational Technology (OT) domains. Consolidating the techniques which support actual worth creation and assembling processes (OT) with those connected with data handling (IT) bears the test of giving actual articles that customarily lie in modern conditions with (I) mental, (ii) discernment or activation, (iii) correspondence and (iv) independence capacities [9]. Small, dedicated computer systems known as embedded systems (ES) have given machines, sensors, and other objects cognitive perception and actuation for a long time. Cyber-Physical Systems (CPS) are the fundamental components of Industry 4.0, or the Smart Factory, when arbitrary objects are provided with the properties mentioned earlier (i)-(iv). The meaning of CPS might fluctuate among the creators, yet they might be perceived as ES with activating and detecting limits enriched with cutting-edge relational abilities. The final aspect is crucial. Traditional ES might speak with low-level correspondence conventions like SPI or I2C; In contrast, a CPS may accept structured information streams and establish more structured connections like TCP/IP or PROFIBUS. One of CPS's most essential points is: that they are intended to remain associated and work inside a collection of CPS where high-organised data is continually traded. Because of this, Smart Factories are Cyber-Physical Production Systems or a collection of independent and cooperative components that are connected at every level of the production system. [5] Currently, Industry 4.0 and CPPS are in their infancy. Several challenges and gaps must be addressed to make the fourth industrial revolution a reality. For example, the advantages of electronics and miniaturisation have shifted the main concerns of ES’s development from managing limited resources to the interaction between the electronic platform, the software and the physical world. It is essential to develop future frameworks and models for cyber-physical systems to enable cloud-based production on demand in manufacturing networks. Also, the coordination of heterogeneous systems with multiple models, methods, and actors is quite complicated and has been a research argument for a while. The main concern of this work is how to design a Smart Factory exploiting the cognitive and communication capabilities of the CPS present in the ‘mini-factory laboratory’. The premise is that this can be achieved by realising a shared communication network with standard protocols. This will allow timely coordination and orchestration of all the cyber-physical elements in the laboratory and serve as the basis for a subsequent generalisation of the framework approach.
- CPS Applications: CPS have various applications since these systems can be applied to every process. The following list briefly describes several industrial areas in which CPS is already in development with promising results:
a. Manufacturing: efficient production lines allowing the mass-personalisation of products in real-time.
b. Energy Systems: design of energy-efficient smart buildings able to control consumption.
c. Vehicles: Automated systems with a human in the loop.
d. Healthcare: CPS for delivering the proper amount of medicine according to inputs from health devices.
e. Agriculture: locating the best areas to farm, automating and monitoring the production. [4]
D. Digital Twin
The Digital Twin (DT) can best describe the effortless data integration between a physical and virtual machine in either direction. [6] A digital twin is a virtual entity supported by AI (Artificial Intelligence), IoT (Internet of Things), and abundant data.[7]
The advancement in the industry 4.0 concept has facilitated Digital Twin’s growth, particularly in the manufacturing industry. Many stakeholders believe that Digital Twin plays a vital role as one of the building blocks of digital transformation in the chemical industry. At the forehand of the industry 4.0 revolution, it is facilitated through advanced data analytics and Internet of Things (IoT) connectivity. A Digital Twin Environment allows for rapid analysis and real-time decisions made through accurate analytics. The critical feature of this technique is that there is no form of automatic data exchange between the physical and digital modes. Once the digital model is created, a change to the physical object does not impact the digital model either way.
DT can make our job easier by monitoring the operations and optimising the production units. For example, a digital twin becomes very helpful if a chemical synthesis unit needs to be improved based on setting alarm points and safety parameters. We can change specific parameters to check yield quality at different set points, called “optimisation of yield product.” Safety alerts can be increased by checking the necessity of using a digital process unit that runs on a simulator.
- Current Development Of DTS In The Industry
a. Modelling and Simulation: DT modelling involves physical modelling, virtual modelling, connection modelling, data modelling, and service modelling. Theories of physical modelling help extract, define and describe a physical entity’s key features. Theories of virtual modelling help build a virtual representation of a physical entity, depicting the same features and behaviours in the virtual space. The virtual model should be a mirror reflection of the physical model. Theories of connection modelling help maintain a constant connection between the physical, virtual, data, and service models. A typical connection model includes data transmission, data format conversion, data source protection, etc.[8] Modelling and simulation on a virtual platform plant provide an environment for product optimisation. This digital transformation not only finds application in evaluating new processes but also helps in identifying barriers. The barriers include identifying algorithm errors, model errors and hardware errors. Simulation platforms help in the analysis of different parameters for each necessary unit.
b. Data fusion: Data fusion involves three processes: pre-processing, mining, and optimisation. First, DTs must handle a massive volume of data, including physical, virtual, and fusion data between them. Therefore, it is necessary to perform data pre-processing, including data cleaning, conversion, and filtering. Next, the pre-processed data are mined through fuzzy sets, rule-based reasoning, intelligent algorithm, and other advanced data analysis methods. Finally, theories of data optimisation help deal with the iterations of physical data, virtual data, connection data, service data, and data fusion to discover the data evolution laws.[8]
c. Interaction and Collaboration: Interaction and collaboration with the virtual and physical worlds of data are necessary. It allows the smooth functioning of plant units and efficiently maintains records of evaluation of more data and time. The product can be functionalised into an asset by exercising three forms of interaction within the system: virtual-virtual, physical-virtual, and physical-physical. A good time collaboration enables business partners to use the data of DT to provide maintenance support, predict system failures and react to them immediately.
d. Control: Control plays a vital role in any industry or production unit. In the field of control systems where extended reality is concerned, industrial partners are most interested in three applications:
- Training of (service) engineers;
- Process monitoring, telemetry and analysis
- Controller and control loop design and tuning [9]
Digital twin creates novel applications and extends virtual reality to control various systems in the industry.
2. Digital Twin Application in Process Industry
In process industries, the digital twin combines the work of computational fluid dynamics (CFD) and computer-aided design (CAD), making it broader with some mechanical engineering aspects. The performance and production of a product have a significant role in any industry. That’s why digital twins are essential for operations in process industries. The Operational digital twin (ODT) provides solutions aiming at operational excellence, such as plant economic performance monitoring, predictive asset maintenance, production optimisation and scheduling and advanced process control. These capabilities of ODT enable us to answer the emerging needs of the industry.[10] Following are some features of ODT in the process industry:
a. Flexible operation- the DTs can proactively adapt according to the requirements of the systems.
b. Eco-friendly environment- through DTs, we can create strategies that help reduce the industry’s carbon footprints.
c. New business models- the ever-increasing digitalisation in the industry lead the sector to think about new digital business models, e.g., on a “software as a service” (SaaS) or “platform as a service” (PaaS) basis, thus maintaining its run in a competitive environment.
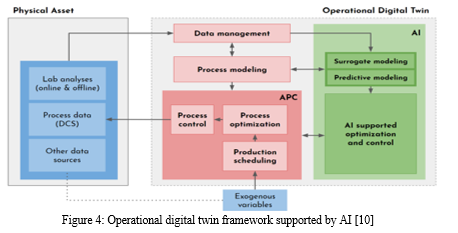
Figure 4 describes the several building blocks of the operational digital twin which AI supports. These are data management, process modelling, process optimisation, production scheduling, and process control. The detailed framework has been explained well in [10].
The growth in Digital Twin use has seen a shift in recent years, facilitated by an increase in published papers and industry leaders investing heavily in developing Digital Twin technology. It would not be possible without the same growth in the AI, IoT and IIoT fields, which are becoming critical enablers for Digital Twins. Most of the Digital Twin research is focused on the manufacturing field, as evidenced by the large proportion of papers reviewed above. The number of papers found in manufacturing is noticeably higher than papers discussing Digital Twins for smart cities and healthcare, highlighting gaps in the research for these areas. [6]
???????E. Additive Manufacturing (3D Printing)
Three-layered printing is a well-known term for additive manufacturing. There are many different ways to define additive manufacturing. The official one proposed by the Specialized Board of trustees of ASTM Global in NF ISO/ASTM 52900 is phrased as follows:
"In contrast to subtractive manufacturing techniques, additive manufacturing is a process of joining materials to make objects from 3D (three-dimensional) model data, typically layer upon layer." There are other derivative terms used. Rapid prototyping was one of the first important ones used. It refers to several different technologies used to quickly and easily produce precision parts directly from digital models with little human intervention. The rapid manufacturing (RM) of finished goods and the rapid tooling (RT) process—the rapid production of processing tools like injection moulds—can be accomplished with the same technologies. 3D printing, which has been promoted as an alternative to conventional subtractive methods, has recently received much attention from the scientific community and the media. Global energy consumption and CO2 emissions from industrial manufacturing are both reduced by three-dimensional printing (also known as 3D printing). Using solar, wind, tidal, and human potential, various renewable energy harvesting mechanisms have been developed through additive manufacturing[11].
- Materials used for 3d manufacturing:
Like any manufacturing process, 3D printing needs high-quality materials that meet consistent specifications to build consistent, high-quality devices. To ensure this, procedures, requirements, and agreements of material controls are established between the suppliers, purchasers, and end-users of the material [12]. Additive manufacturing can produce complex and customised designs in a wide range with the help of different materials such as metals, ceramics, polymers, composites and smart metals. Metals and polymers can have a combination of different materials to increase the quality and functionality of the product as per the needs.
2. Modification of the chemical industry through 3D printing:
Industry 4.0 is a disruptive technology that will radically change how businesses and manufacturing are conducted through its intelligence. Making significant investments in 3d printing knowledge and capabilities enables companies to advise and join their clients in the industry 4.0 wave and revolutionise supply chains, product portfolios, and business models. We have the following dimensions in which 3d printing is transforming the chemical industry, making it a wave in version 4.0:
a. Research And Development: Through onsite prototyping in R&D, 3d printing facilitates smooth examination, testing, and finalising.
b. Manufacturing: It minimises wastage and cost as it only uses the required material. 3d printing enables streamlining processes, accelerating design cycles, quicker operations, and faster takeoff to the market. With a 3d printer, lab equipment can be printed economically, such as custom-designed laboratory containers, which test chemical reactions.
c. Design: 3D printing will be used to design convenient batches of customised products with lightweight or complex geometry, prototypes, replacement parts, or high-value, low-volume parts.
3. Applications Of 3D Printing In Chemical Industry 4.0-
a. 3D Printing for Catalysts: Catalytic processes are the dominant driving force in the chemical industry. Proper design and fabrication of three-dimensional (3D) catalyst monoliths help to keep the active species from scattering in the reaction flow, improve high mass loading, expose abundant active catalytic sites and even realise turbulent gas flow, significantly improving the catalytic performance[13]. Additive manufacturing plays an essential role in the recent development and optimisation of existing catalysts through active fabrication techniques.
b. Printing strategies for catalysts: There are different techniques for printing mechanisms, among which are direct ink writing (DIW), fused deposition modelling (FDM), stereolithography (SLA), digital light processing (DLP), selective laser melting (SLM), and selective laser sintering (SLS) techniques are used for constructing catalysts. To make catalysts printable, proper solvents and various additives are necessary for preparing satisfying feedstocks, and in some cases, post-treatments are required to form final products.[13]
c. 3D Printing of Monolithic Catalysts: Additive Manufacturing can be applied in manufacturing monoliths, systems comprising functional microchannels with a stable three-dimensional structure. They can replace conventional catalysts and chemical reactors while helping to overcome multiple problems posed by traditional systems. The Direct Ink Writing technique is one of the methods used for making monolith catalysts. The earliest method for printing monolithic buildings in three dimensions was called “robocasting,” also known as “robotic material extrusion.” Designing metal-organic frameworks (MOF), among the best materials for catalysts and adsorbents, is achieving the right balance between mechanical strength and porosity for a given application. MOF solids with controlled morphology and outstanding textural qualities have been created by robocasting. The methodology is employed to create zeolite-based catalysts for converting methanol to olefins. The 3D-printed structure with zigzag channels exhibited improved activity and higher stability than a conventionally fabricated monolith with parallel channels.
d. 3D Printing of Porous Supports Followed by Post Loading: To complement the limitation of the direct printing of monolithic catalysts, mainly caused by the negative influence of necessary additives and solvents during the ink’s preparation, loading of active catalysts onto 3D porous supports has been proven to be an effective strategy [13]. To achieve a high energy density of energy storage and conversion devices, thick electrodes with high activity are expected. But traditional construction of thick electrodes always leads to unsatisfying performance since it is challenging to utilise the active inner species fully. Three-dimensional printing technology allows the construction of electrodes with high mass loading and thoroughly exposes active sites by structure design. Hu’s group demonstrated the realisation of thick electrodes with high catalytic activity for Li-CO2 batteries by 3D printing technology [13, 14]
e. 3d printing for Electrochemistry: Electrochemistry can undoubtedly benefit from using 3D-printing technologies because they facilitate the construction of custom-made complex measurement systems at reduced prices and with great versatility [15].
- Direct 3D printing of carbon-based conductive materials has recently been demonstrated using graphene composites.
- Wei et al. were able to prepare graphene composites with acrylonitrilebutadiene-styrene (ABS) and poly (lactic acid) (PLA), which were then successfully used with a commercial FDM printer to produce conductive 3D models [15]
f. Energy-related Applications: 3d printing finds its application in energy resource sectors as well. The environmental application in renewable energy is the area of interest where microbial fuel cells, wind turbines, and solar cells are being tested with printed components. 3D printing has also been incorporated into more popular renewable energy technologies such as photovoltaic (PV) cells. An area of interest for applying 3D printing in the solar industry is the production of solar cells on flexible surfaces, which may include metal foils and translucent plastics [16]
g. Water and Wastewater: Several methods for additive manufacturing of water and wastewater treatment, including improvements to membranes, have been made possible. Many traditional treatment approaches are being replaced by membrane technology because it is affordable and effective. Ceramic membrane-based treatment has been approaching 3d printing; the process development is still under R&D, identifying solutions to its limitations. Many devices, such as ceramic water filters and hydrophilic membranes for oil/water separation, are being developed using the inkjet writing technique. The constructed ceramic meshes and other membranes resulted in high separation efficiency, creating a better future for 3d printed devices.
III. CHALLENGES
Industry 4.0 combines physical and digital technologies to streamline business operations and promote growth. Elaboratively driven by the enablers such as the Internet of Things (IoT), Digital Twin, 3D Printing, AI, and much more, Chemical Industry 4.0 describes interconnectivity within the organisation and globally.
While we recognise the digital transformations of Industry 4.0, there are particular challenges faced by them, which need to be addressed to stay competitive-
A. Actionable Data
Because Industry 4.0 relies on the Internet of Things, every part of a chemical manufacturing company—equipment, products, and employees—will spew a lot of data. Storage firm EMC predicts that by 2020, greater than 44 zettabytes of information will be made by seven billion individuals with different gadgets associated with the web. Manufacturers are gathering a significant amount of that data, which must be transformed into useful information. This necessitates proper data acquisition, storage, analysis, and dissemination. Chemical manufacturers need to invest in the integrated cloud or cyber-based acquisition and storage platforms, advanced analytics systems, and various communication tools and protocols to produce secure and simple output—a knowledge base constantly changing. [17]
B. Connectivity
The connectivity of a large amount of data is one of the emerging challenges of Industry 4.0 that must be overcome. Just having one sensor not fully connected could dramatically affect the overall goal of a given process. For example, IoT devices are one source of feeding data to AI algorithms; this can become a significant challenge as all the data is required to perform accurately and missing IoT data could detrimentally affect the system’s running. Retrofitting machines and harvesting the data already served up by the machine is a method of ensuring all data is collected. [18]
C. IT Infrastructure
IT Infrastructure is the main challenge faced by several industries while adapting to Industry 4.0 changes within the old system of units. For the easy running of IoT, AI, digital twins and additive manufacturing, flexible, automotive and precise infrastructure will play an important role. Within production units, control panels or control rooms are where these things are mostly taken care of. Industry experts must look after these digital transformations’ safety and space.
D. Privacy and Security
Data privacy and security play a crucial role in any system. Managing massive digital systems and strict security and privacy norms is a big deal nowadays.
The privacy regulations need to be updated regularly according to the threats. Security actions should be taken at the right time to maintain good records of the system’s safety.
Until now, technologies building the fourth industrial revolution are secure enough to the enduring upcoming threat. However, existing policies, regulations, and awareness are still at the infant stage and unable to protect personal information vigorously. [19]
E. Right People
There will be a massive demand for the workforce which should be able to handle these technological aspects both in the hardware and software section. The need for analytical and visualisation skills is a must. Strategic partners also play an essential role in providing the needful devices, such as sensors, mobile applications, hardware, software, etc., which drive businesses on the right track. The industry 4.0 units also need a workforce that can handle complex R&D forms and global insights to share digitally and communicate with the world. Thus, it will ensure seamlessness in the workplace and strategic deals.
Conclusion
With the trend of digital-human interaction, Industry 4.0 has been developing the chemical industry. Businesses have benefited from the advancement by strategically improving their supply chains to customers’ demands using Industry 4.0 principles. Modern digital technologies can quickly analyse and assess various chemical and material combinations to provide feasible consumer items and solutions. The fourth revolution brings us a variety of technological innovations that improve the effectiveness of our decision-making and inventive production methods. The tech enablers comprising IoT, AI, and CPS systems enable the creation of new value chains by enabling end-to-end solutions through virtual production integration, networking, and process simulations. Industry 4.0 has developed stronger relationships due to better human-machine interactions. 3d printing, a change maker in production, also contributes to chemical industries, from handling chemical analysis in labs, catalyst processing, and electrochemistry to wastewater treatment. Thus, Industry 4.0 sets a paradigm to explore and expand the digital to physical and digital platforms, which is the current necessity. It evaluates broader aspects of businesses and backups with security firms by digitally monitoring them. However, this revolutionary pathway does come with challenges in the operational growth of industries. But wiser decisions, good data storage and better communication in workplace industries could overcome those barriers. The essence of Industry 4.0 will be better over time with adaptive behaviour among the people working in the revolution of interconnectivity.
References
[1] Ng, T.C.; Lau, S.Y.; Ghobakhloo, M.; Fathi, M.; Liang, M.S. The Application of Industry 4.0 Technological Constituents for Sustainable Manufacturing: A Content-Centric Review. Sustainability 2022, 14, 4327. https://doi.org/10.3390/su14074327 [2] Lakshmi S, Venkata & Janet, J. & Rani, P. & Krishnamoorthy, Sujatha & Satyamoorthy, K. & S. Marichamy, Dr. Role and applications of IoT in materials and manufacturing industries – Review. Materials Today: Proceedings. (2021) 45. 10.1016/j.matpr.2020.11.939 [3] Wittwehr C, Blomstedt P, Gosling JP, et al. Artificial Intelligence for chemical risk assessment. Comput Toxicol. 2020;13:100114. doi:10.1016/j.comtox.2019.10011 [4] Villarreal Lozano, Carolina & Vijayan, Kavin. (2020). Literature review on Cyber-Physical Systems Design. Procedia Manufacturing. 45. 295-300. 10.1016/j.promfg.2020.04.020. [5] Rojas, Rafael & Rauch, Erwin & Vidoni, Renato & Matt, Dominik. Enabling Connectivity of Cyber-physical Production Systems: A Conceptual Framework. Procedia Manufacturing. (2017) 11, 822-829. 10.1016/j.promfg.2017.07.184. [6] A. Fuller, Z. Fan, C. Day and C. Barlow, Digital Twin: Enabling Technologies, Challenges and Open Research, in IEEE Access, vol. 8, pp. 108952-108971, 2020, doi:10.1109/ACCESS.2020.2998358. [7] Hinduja, Hitesh & Kekkar, Shreya & Chourasia, Smruti & Chakrapani, Hrishikesh. Industry 4.0: Digital Twin and its Industrial Applications, RIET-IJSET International Journal of Science Engineering and Technology. (2020) 8. [8] He Zhang, Ang Liu, and A. Y. C. Nee, Fei T., Digital Twin in Industry: State-of-the-Art, Journal of Intelligent Manufacturing, IEEE, August 2020, DOI:10.1007/s10845-019-01512-w [9] Stanislav Jeršov, A. Tepljakov. Digital Twins in Extended Reality for Control System Applications. July 2020. DOI:10.1109/tsp49548.2020.9163557 [10] Ors, E., Schmidt, R., Mighani, M., & Shalaby, M. A Conceptual Framework for AI-based Operational Digital Twin in Chemical Process Engineering. International Conference on Engineering, Technology and Innovation (ICE/ITMC), IEEE (2020). doi:10.1109/ice/itmc49519.2020.9198575 [11] Wang, Y., Ahmed, A., Azam, A., Bing, D., Shan, Z., Zhang, Z., Tariq, M. K., Sultana, J., Mushtaq, R. T., Mehboob, A., Xiaohu, C., & Rehman, M. (2021). Applications of additive manufacturing (AM) in sustainable energy generation and battle against COVID-19 pandemic: The knowledge evolution of 3D printing. Journal of manufacturing systems, 60, 709–733. https://doi.org/10.1016/j.jmsy.2021.07.023 [12] Shahrubudin, Nurhalida & Te Chuan, Lee & Ramlan, Rohaizan. (2019). An Overview on 3D Printing Technology: Technological, Materials, and Applications. 35. 1286-1296. 10.1016/j.promfg.2019.06.089. [13] Chen, L.; Zhou, S.; Li, M.; Mo, F.; Yu, S.; Wei, J. Catalytic Materials by 3D Printing: A Mini Review. Catalysts (2022), 12, 1081. https://doi.org/10.3390/catal12101081 [14] Qiao, Y.; Liu, Y.; Chen, C.; Xie, H.; Yao, Y.; He, S.; Ping, W.; Liu, B.; Hu, L. 3D-Printed Graphene Oxide Framework with Thermal Shock Synthesised Nanoparticles for Li-CO2 Batteries, Adv. Funct. Mater. (2018), 28, 1805899. [15] Adriano Ambrosi.; Martin Pumera.; 3D-printing technologies for electrochemical applications. Chem. Soc. Rev., 2016,45, 2740-275 [16] Nadagouda MN, Ginn M, Rastogi V., A review of 3D printing techniques for environmental applications. Curr Opin Chem Eng. (2020); 28:173-178. doi: 10.1016/j.coche.2020.08.002. [17] Industry 4.0: Top Challenges for Chemical Manufacturing, Elsevier, R&D Solutions for Chemicals White Paper [18] Fuller, A., Fan, Z., Day, C., & Barlow, C. Digital Twin: Enabling Technologies, Challenges and Open Research. (2020) IEEE Access, 1–1. [19] ONIK, M. M. H., KIM, C.-S., & YANG, J. Personal Data Privacy Challenges of the Fourth Industrial Revolution. (2019) 21st International Conference on Advanced Communication Technology (ICACT).
Copyright
Copyright © 2023 Nitin S. Kolhe, Adarsh Panicker, Siddhi Mhatre, Janhavi Vichare. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET48486
Publish Date : 2023-01-01
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online