

Ijraset Journal For Research in Applied Science and Engineering Technology
Optimization of Industrial Performance by Lean 4.0
Authors: Mulugeta Anbessia, Bhim Singh
DOI Link: https://doi.org/10.22214/ijraset.2024.58948
Certificate: View Certificate
Abstract
Lean is one of the older but also still urgent topics in manufacturing. Remember when Lean principles were the one and only way for improving manufacturing products and production sector, many industries are struggling to compete with the manufacturing sector emerging in different countries around the world by using lean manufacturing tools, but moments are changing. As operations have become capacity for innovation, flexible and more complex, manufacturers are finding that Lean methods solely are not enough to achieve certified operational excellence.so; Industry 4.0 is one of the hot topics of current manufacturing sectors although some (myself included) say that it is overrated. Manufacturers seeking to effectives their operations need to understand the interaction between traditional lean manufacturing and Industry 4.0. Several studies of operational excellence programs in recent years have seen industries generate valuable synergies by implementing lean 4.0 holistically, instead of sequentially or independently. By conveying the right combination of advancements technologies, manufacturers can boost coordination; speed and efficiency both approaches have the same goal, which is operational excellence. This paper investigates that how can optimize industrial performance by lean manufacturing and industry 4.0. Also, issues occurring with design a road map to implement industry 4.0 and lean manufacturing holistically, instead of sequentially or independently and how Industry 4.0 can support the improvement of the specific lean methods.
Introduction
I. INTRODUCTION
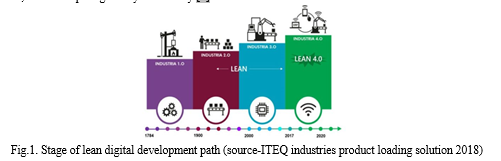
Nowadays, due to the need of innovation and adaptation manufacturing technology currently changing from mass production to customized production, the rapid advancements in innovation technologies and applications in the industries help in expanding efficiency.[1] The term Industry 4.0 stands for the fourth industrial revolution which is include the industrial internet, big data and analytics, cyber physical system, horizontal and vertical system integration, additive manufacturing, advanced robotics, augmented reality, simulation, cloud computing and cyber security.[2]
In recent years, Industry 4.0 has risen as a standout amongst the most talked about ideas and has increased noteworthy prevalence in both academia and the industrial sector. Both Industry 4.0 and lean manufacturing use decentralized control and point to expand profitability, productivity, flexibility and adaptability. Notwithstanding, there have been few examinations researching the connection between these two domains[3]
Both lean manufacturing and Industry 4.0 help the targets of operational advancement or excellence, yet they apply diverse sorts of tools to accomplish these objectives how Industry 4.0 tools can contribute to optimizing specific lean strategies, namely just-in-time (JIT), heijunka, Kanban, value stream mapping (VSM), total productive maintenance (TPM), Kaizen, 5S, single minute exchange of die (SMED), visual management (VM), and poka-yoke etc.
This transformative way to deal with improve lean techniques will help researchers just as professionals to structure an adaptable creation framework for a continually changing condition..[4]
Considering the evolution of technology, digitalization/ transformation provides manifold opportunities to promote or even renew manufacturing and business processes by using technological solutions. This innovation technological opportunities, especially the merging of the physical with the digital world, result in new fundamental paradigm shifts that affect all sectors of industry. According to Boston Consulting Group (BCG) assessment Manufacturers that have successfully utilize Lean Industry 4.0 can decrease conversion costs by as much as 40% in five to ten years considerably better than the reductions captured by best-in-class independent deployment of lean or Industry 4.0. Companies must manage global digital networks, improve automation of individual or even all manufacturing and business processes, and reengineer existing business models to gain momentum in digital innovation.[5]
The two methodologies, Lean Production and Industry 4.0 are similar in terms of their goals. The connection is their common goal is operational excellence. Lean Production seeks the objectives of time, quality, and costs, wellbeing and labourers inspiration. Industry 4.0 includes the components of individualization, new plans of action and associated frameworks (which human labourers don't really need to necessarily as long as the likelihood of support is given) each item interfaces itself with its counterparts and machineries.[3]
This paper present determines how optimization industrial performances can by lean manufacturing and industry 4.0. Finding an alternative way of the most cost effective or highest achievable performance under the given constraints, maximizing desired factors and minimizing undesired ones by using industry 4.0 and lean manufacturing.
Given the increasing complexity of operations, many companies find Lean techniques are not enough to address competitive pressure and operational challenges. Manufacturers seeking to optimize their operations need to understand the interplay between traditional lean management and Industry 4.0.[5] so, Several studies of operational excellence programs in recent years have seen companies generate valuable synergies by implementing lean management and Industry 4.0 holistically, rather than independently or sequentially.[4]
II. INVESTIGATING THE RELATIONSHIP BETWEEN LEAN AND INDUSTRY 4.0
Recently some researches, both academic (scholarly) and not academic, have been examined this potential association, bringing about some fascinating results identified with how these two methodologies can exist together or not or support each other also.[4], [6]
Incorporating both the circles of Lean and Industry 4.0 is viewed as a critical research field to be broadly investigated.[7] Essentially, the idea of Industry 4.0 can be seen as an essential technique for being focused later on.[6] Anyway, the recent decades of Western industrial manufacturing were characterized by the wave of Lean Production and Lean Management.
Therefore, an implementation of Industry 4.0 often means an integration of new technologies into already existing Lean production systems and, consequently, an adjustment of business processes. Strong links between what is now happening in Industry 4.0 and Lean development could be found (Jones, 2016).
On the one hand, Lean concept has been extended also to the outbound logistics, through the supply chain integration. On the other hand, Industry 4.0 adds the Internet of Things (IoT) and all the other Smart Technologies to an existing production system to create an interconnected cyber-physical dimension. Nowadays, the main challenge is to understand what will be the manufacturing system which may ideally satisfy all customer’s needs (Wagner et al., 2017).
However, some authors investigated on the uneasy relationship between Lean and IT.[8] For instance, (Piszczalski 2000) defined them as “two opposing camps”, referring to Lean as “almost anti information systems in its stance”. Other issues are connected to the number of risks that new technologies can introduce to a traditional Lean approach. Lean is associated to an idea of simplicity, while IT solutions provide opportunities to introduce complexity.[9] Moreover, sometimes automation generates lower flexibility: some processes, once automated, become much more difficult to change and hence improve. [10]According to this issue, another perceived risk is the interruption of learning by doing, thereby obstructing operators from effectively understanding how the factory works.[9]
Nowadays, the combination (i.e. Lean 4.0) is essential to boost productivity. Anyway, in literature, the shared idea is looking at Lean as a prerequisite since it is always important to consider and use Lean practices, before automating a process to avoid costs and wastes, achieving a better quality.[11] Otherwise, companies would digitize inefficiencies.
One of the main purposes of Industry 4.0 is to generate a Cyber Physical Production System (CPPS) aimed at making the scheduling interacting with the IoT to generate a smooth and internet-based production plan, allowing the maximum flexibility in managing the incoming material and arriving orders.[11] Lean, by definition, successfully challenged the mass production practices, providing a greater flexibility of production systems and processes resulting in more complex products and supply chains. In order to further achieve it, it is advisable to familiarize with IT integration between the production level and the planning level, customers and suppliers exploiting the CPPS. Therefore, according to [6], the two approaches should be linked. On the one hand, Lean concepts and Lean thinking can be completely embraced into the business model to generate towards Industry 4.0.[1] On the other hand, research activities in Industry 4.0 even allow improving the Lean manufacturing philosophy. Thus, the two paradigms support each other.[4]
III. METHODOLOGY
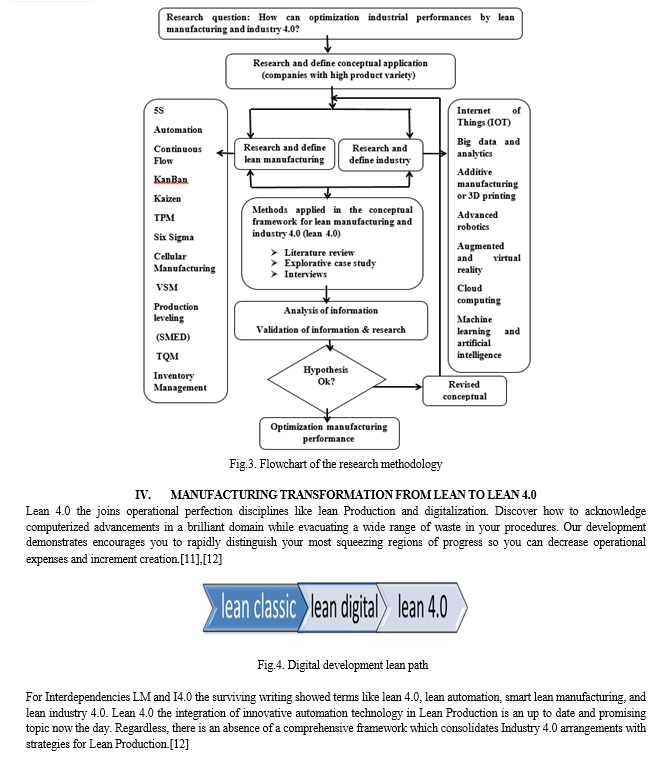
According to research plan this dissertation will incorporate both practical and theoretical approaches. The practical research investigation of this thesis will apply semi-structured interviews of experts in the field of the thesis’ main topics. The conceptual part of this dissertation will utilize the literature review and second hand data information about lean principle and cyber physical system (CPS) technological innovation as a foundation. The literature consists of different papers, articles and journals about lean manufacturing, fourth industrial revolution (industry 4.0) and Performance implications of an Industry 4.0 and lean manufacturing integration. Second hand data is partly collected by explorative case studies. These explorative case studies include topics about how can optimization industrial performances by lean 4.0 in manufacturing systems focused on rapidly changing production processes. Showing both how industry 4.0 can support lean processes and brings out examples on how they create speed, integration, digitization, automation and flexibility into the production.
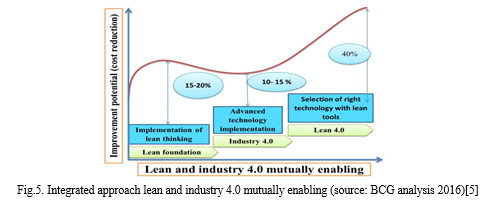
Shown in fig.5.that manufacturers that have effectively deployed Lean Industry 4.0 can diminish change costs by as much as 40% in five to ten years, impressively superior than the reductions captured by best-in-class independent deployment of lean or Industry 4.0. The greater expense decreases are, as a rule, accomplished with advances technologies that improve plant procedures and structures by, for instance, upgrading designs. [3],[5]
The digital transformation empowers firms to set up Smart Factories or customizable generation and coordination systems. In essence Industry 4.0 will include the specialized coordination of Cyber Physical Systems into integration, assembling and coordination, and the use of the IOT, big data and Services in current in modern procedures. This will have suggestions for value creation, business plans, downstream administrations, and work organization. Thus, value adding processes will improve on their own that implies, the basic thought of “continuous improvement” is no longer purely connected to the human being. Oneself sorted out progress of operational process, material movement, production flow and supply chain activities will lead to the so-called Smart Factory.[13],[14]
It is clear that the traditional Lean standards, to maintain strategic non-value-adding activities, represent the basis for efficient value creation processes. A research study by Staufen AG 2016 demonstrates that Lean can be considered as the establishment for Industry 4.0. Likewise, Lean will consistently additionally create with the chances of Industry 4.0.[13] Likewise states "Lean before Industry 4.0", and clarifies that in an initial step procedures and structures in the association should be advanced under thought of Lean standards. In a second step, the suitable Industry 4.0 advancements should be evaluated which will bolster the built up Lean processes and structures.[12], [15], [16]
In the event that producers receive both a lean procedure and industry 4.0 devices, they can achieve more than if they attempted these activities independently. CPS and IoT can make a shop floor genuinely lean. The real-time data and communication between people, machines, and systems provides an all-encompassing perspective on creation and enable cutting edge laborers to make changes continuously.[1]
In spite of best goals, 84% of digital transformation projects fail. Causes differ, however they incorporate long evidence of idea periods, high usage expenses, and general information equivocalness on execution before the task and improvement targets.[17]
A. From Just in Time Manufacturing into Just in Time 4.0(JIT 4.0)
Just-in-time (JIT) manufacturing is a production model in which items are made to satisfy prompt need, and not to create inventory for future sales. The purpose of JIT 4.0 production is to convey the right item, at the perfect time, place and quality in the correct amount for the right costs integration to dig data, cyber physical system and IOT etc. [18]
Industry 4.0 is a vision of the future of Industry and Manufacturing in which Information Technologies are going to support aggressiveness and proficiency by interconnecting each asset (data, people, and machinery) in the Value Chain. Today industrial production depends on the conviction that through imaginative advancements like machine to machine communication, sensor innovation, Smart Product, Smart Machine and Augmented Operator, a new Smart end-to-end production would be enabled. Industry 4.0 is viewed as another most promising approach to deal future challenges in the production industry environment. Initially, the target is to build upon existing groundwork enable a detailed concept of conjunction between just in time and industry 4.0.
This concept offer a promising approach to competency development by integrating JIT production with automated guided vehicles (AGV), intelligent bins, Auto-ID technology (RFID), big data and data analytics techniques, Virtual representation, Digital object memory, Digital twin/simulation, Cloud computing and Real-time computing etc.[2], [13], [19].
Just-in-sequence 4.0 convinces with higher transparency, shorter lead times, Always work on the customer satisfaction and improved flexibility. By utilizing the JIT4.0 model, manufacturer has a superior dimension of power over its whole production procedure, in this manner, making it simpler to react immediately when the necessities of customers change. This research contributes the future of manufacturing leads to flexible industrial facilities using just-in-time manufacturing by fusing the Internet-of-Things innovation to improve the network of creation chains and responsive production planning capability. Now time of rivalry the essential inspiration driving every industry to transform into the pioneer accessible in market. So to accomplish this organization needs to start JIT4.0 in manufacturing Industries. The conceptual conjunction of industry 4.0 tools and just in time production supports the analyzed lean 4.0.[5], [15]
B. Automated Guided Vehicles(AGV)
Automated guided vehicles (AGV) is a versatile robot that tracks with checked lines or wires on the floor, or uses radio waves, vision cameras, magnets, or lasers for route. They are frequently utilized in industrial applications to transport overwhelming materials around a substantial modern structure, for example, an industrial facility or distribution centre.[20]
Use of the programmed guided vehicle widened during the late twentieth century. The purpose of AGV is to convey improve manufacturing efficiency. firstly, reduce Costs (Labour costs ,Product and building damage, Quick easy and cost-effective installation versus conveyors) secondly, to make Ultimate Flexibility(Easy modification of guide path, Change carriers to accommodate future product changes, Scalable like add or subtract vehicles to change capacity, Fast opportunity charging allows vehicles charge in process ) thirdly, Improve Safety and Ergonomics (Less accidents versus fork trucks, Improved ergonomics for employees) fourthly, Reduce Floor Space(Less floor space required than conveyors, No fixed assets required by conveyors, Guide path does not impede other traffic, Customize guide path to your building) finally, Increase Productivity and Efficiency(Reduces cycle time, Increase Productivity and Efficiency, Integrates easily with other equipment and management systems, Lean manufacturing goals are easier to achieve)[21],[22]
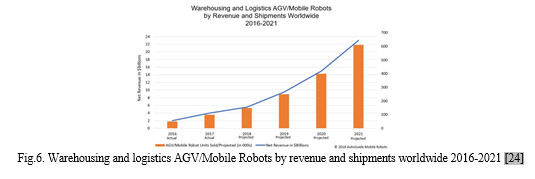
Mobile robots use lean manufacturing to dispose of waste and guarantee persistent procedure improvement. Portable robots diminish walk time; improve security, and assurance zero-imperfection production. Flexibility and Reliability Ensures Continuous Process Improvement Regardless of whether named self-governing versatile robots or AGVs (automated guided vehicles), Industry 4.0 activities all incorporate the necessity of a flexible programming and a modular design.[18],[23]
C. Intelligent Bins
Intelligent bins are vital empowering influences to build up decentral controlled material flow systems in value chain organizes just as at the intralogistics level. These intelligent bins must be incorporated into an overall decentralized monitoring and control approach and need to communicate with people and different elements simply like other cyber-physical systems (CPS) within the cyber-physical production system (CPPS). To understand a decentralized material supply following the generally point of a decentralized control of all production and logistics processes, an intelligent bin system is at present created at the ESB Logistics Learning Factory.
This intelligent bin system will be coordinated into self-developed, cloud-based and event oriented SES framework (purported "Self-Execution System") which goes past the common functionalities and capabilities of traditional Manufacturing Execution Systems (MES). [25]
Intelligent bins also allow permit a decentralization of information stockpiling following the information on-the-chip standard by putting away all significant data of the vehicle unit like a unique identification number, the source and sink data of the bin, content information and the measurements or geometric state of the container straightforwardly on the microcontroller of the bin. This coupling of data and material flows additionally decreases the required correspondence of coordination related data and information excess inside the framework. Additionally undertakings like directing, transport and avoidance of congestions are fulfilled decentralize and self-governing by the smart intelligent bins in cooperation with other logistic entities in the Internet of Things without a central control system.[25], [26]
D. Auto-ID Technology
Auto-ID technology, such as RFID can be connected to track material continuously and to localize objects in the value chain correctly. These outcomes in diminished hunt time just as improved processes straightforwardness. Moreover, part recognition permits the distinguishing of incorrect components. Parts would then have the option to be evacuated, which adds to the possibility of poka-yoka. In addition, the robotized determination of RFID labels empowers continuous stock monitoring which eventually results in reduced inventory levels. [27]
Radio Frequency Identification (RFID) innovation is utilized over the globe to accelerate oneself check in/out procedures and to facilitate the stock control in library. The RFID tag does not need to be visible for detection. It very well may be perused notwithstanding when it is implanted in a thing. It can likewise store data such as stack number, accession number, book number, author information etc. RFID innovation is useful in taking stock, finding missing things and recognizing misfiled things. The indispensable parts of RFID are the electronic chips comprising of a coordinated circuit and reception apparatus curl that speak with a peruser by methods for a radio recurrence flag. [28],[29]
E. From Value Stream Mapping into Value Stream Mapping 4.0(VSM 4.0)
For many organizations Value Stream Mapping (VSM) has turned out to be a standout amongst the most widely recognized and powerful Lean manufacturing methods for all encompassing enhancement of significant value streams. This tool is a lean method which gives a visual representation of a working condition to exhibit the movement of stock and information required to convey a specific thing or administration from provider to the client. In addition, for the most part used and showed system that engages the mapping and investigation of procedure chains and decides conceivable outcomes for improvement. [30]
Mapping the information and material flows and understanding to what extent it takes us to convey the completed item to the end customer has numerous advantages. It enables us to analyze our present state and afterward assumes a crucial job when we structure how we will work all the more adequately later on. Key is guaranteeing we meet or even exceed customer desires in a manner which guarantees we can make a benefit and keep up a healthy cash flow.[31]
Value stream mapping integrated with industry 4.0 models enable to further advancement in lean 4.0. Some I4.0 tools contribute to improving VSM.VSM 4.0 mainly used technology are Human-computer interaction (HCI), Auto-ID(RFID), Digital twin/simulation, Cloud computing, Real-time computing, Big data & data analytics and Machine learning. I4.0 prompts a connected manufacturing environment where information can be transmitted continuously. While applying Auto-ID empowers the instant localization of objects, big data and data analytics encourage the union of data. United key execution markers empower choice making dependent on realities.[31],[32],[33]
Why value stream mapping and Industry 4.0 is a good match?
First of all, consistent value stream mapping ought to be the premise and focal point of all improvement measures, regardless of whether with lean production or industry 4.0 methods. Industry 4.0 can bolster real?time information examination, and value stream mapping is a piece of lean production. Whenever consolidated, they fill in as a fantastic establishment for enhancements: Next is to analyze the information along your value streams. Production managers have their eyes on the progression of materials flow: "the material must flow." But for consumer satisfaction, at last, only one key performance indicator (KPI) checks: delivery time to the client. Did you figure out how to deliver on time or not? Or on the other hand even earlier? Industry 4.0 can enable you to screen this KPI and persistently enhance it.[31]
VSM 4.0 mainly depend on focal point of the strategy is that the sort of information gathering, the handling of Information, the storage media, the key performance indicators (KPI) and the use of the gathered data can be represented visually. In the value stream information storage media like Paper, Employee, Kanban-cards/FIFO, software QS-stat, CAD–CAM-Software Tool and ERP system are embedded and data about shop floor the executives are utilized for process/continuous improvement and for quality administration or procedure capability. [34]
Information logistics (IL) are understood as the planning, management, realization and control of the totality of data flows as well as the storage and processing of this information. Particularly data value for basic decision making is taken into represent IL. Wastes known by lean production (LP) just as Information logistical wastes (ILW) can be caught, and addressed to processes with this method.[35]
The ‘‘data-information-knowledge model’’ depicts the way how signs are translated as information, are compacted into data and after that to learning so as to at last enable decision making. Correspondingly, there are individual types of waste/- classifications that can happen on the procedure from signs, information and data towards information and activities.[36]
The main benefit of VSM 4.0 is the improvement in transparency through a real-time display of value streams by using virtual reality and argument reality. Organizations which like to digitalize and improve production procedures can utilize the VSM4.0 to acquire a review about the fundamental possibilities in production processes and information logistics. With this consolidated data it is simpler to determine a best cost benefit proportion for subsequent stages like short term continuous improvement activities or a long term optimization project.[1], [2]
F. From Hejiunka into Hejiunka 4.0
Heijunka implies levelling, sequencing or smoothing of production. It is characterized as "the distribution of production volume and mix evenly over time”. Production levelling is understood as a technique for deciding item successions to keep from abrupt changes in the amount of fabricated items which add to improving productivity and adaptability, as well as to minimizing differences in workplace load.[37]
The target of heijunka is to level the production program to a steady rate, continuous flow throughout the entire supply chain, eliminating peaks in production, reduction of stock levels, avoiding work overload, enhancing production capacity, maximizing efficiency of production resources and increasing company competitiveness. By exclusively producing the client request, waste as overproduction is decreased .[38]
Some industry 4.0 apparatuses add to improving heijunka like digital twin/simulation, Real-time computing, big data & data analytics. Information analytics, for instance, upgrades the forecast quality. Planning is stabilized by utilizing information history in mix with a superior comprehension of customer needs through an in-depth analysis of the market. Right now, numerous customer items producer and wholesalers are utilizing out of date determining techniques to make their "game plan" for the forthcoming purchasing season. Forecasting has long been thought of as the only option Projecting consumer utilization and purchasing of an item is a highly subjective activity. At the point when organizations misunderstand in forecasting, it creates huge problems. This problem solving by integrating internet of things with customer demands .[15]
Additionally, new software tools utilizing progressed investigation can be used to help the arranging process itself. For example, the program AnaPro empowers investigation of fabricating process information isolate item families, determine the interest for products and implement production. Essential capacity of the program is to give information that permit to build up a common Production plan which is the last result of the production levelling methodology. The program structure incorporates a database and diagnostic capacities which empower information analysis.[3], [20], [38]
G. From Total Productive Maintenance into Total Productive Maintenance 4.0 (TPM 4.0)
Total Productive Maintenance is a system for advancing upkeep and achieving a condition of ideal effectiveness production. The primary objectives of Total Productive Maintenance are no short stoppages or problematic production rates, no defects, no unplanned downtime and no accident. The traditional (convectional) TPM was the people working with a machine on an everyday premise are the most "in order" with its conduct and performance. But in Autonomous Maintenance: As machines become progressively automated, checking improved, and dashboards simpler to peruse, operation will turn out to be less complex making the " ownership" proposed by TPM a lot more straightforward and accordingly increasingly available to workers.[39]
Some industry 4.0 technologies add to improving total productive maintenance likes Human-computer interaction (HCI), Virtual representation (e.g. VR, AR), Auto-ID, Digital object memory, Cloud computing, Real-time computing, Machine learning. TPM 4.0 is using predictive maintenance by means of machine learning, maintenance activities are possibly performed when essential and can be coordinated to stay away from avoid downtime completely. This is strategy for avoiding resource disappointment by investigating creation information to recognize designs and anticipate issues before they occur. [15],[39]
The difference between preventive and predictive maintenance are, In Preventive maintenance relies upon visual inspections, followed by routine resource checking that give restricted, target data about the state of the machine or framework. In this process, manufacturers normally keep up and fix a machine to prevent failure. On the other hand, predictive maintenance is data-driven and relies on analytics experiences for maintenance and fixes in front of disturbances in production. It is used Sensors, Data communication, Central data store, and Predictive analytics and Root cause analysis.[40]
Industrial IOT Predictive Maintenance utilizes Big Data and Machine Learning to anticipate asset degradation and advancing machine failure. Algorithms are connected to sensor information to distinguish different kinds of abnormalities (outliers, conceptual changes, drifts). With progressively complex Machine Learning solution, relationships of atypical standards of conduct are performed. With Visual Inspections, professionals are searching for physical proof that maintenance and fix are essential. IIoT Predictive Maintenance accomplishes a similar target by breaking down analyzing huge quantities of sensor information to decide whether the fundamental apparatus is performing abnormally. In light of this examination, Root Cause Analysis (RCA) is given just as Time to Failure.[41]
The fourth component, predictive maintenance (PdM), has turned out to be conceivable utilizing smart, connected technologies that join advanced digital and physical assets. While PdM is not a new concept, the massive investments in innovation ordinarily expected to deal with the huge volumes of information required frequently restricted arrangement to just the largest organizations. Today, the high accessibility and minimal cost of advanced innovations, combined with the rise of the digital supply network (DSN), have made it workable for PdM to scale on a wide dimension crosswise over offices. This combination of operations and data advances can permit further examination of information from the physical world and drive further intelligent activity.[42]
H. From Single Minute Exchange of Die into Single Minute Exchange of Die 4.0(SMED 4.0)
Single-Minute Exchange of Die (SMED) refers to the theory and procedures utilized for reducing downtime and cost caused by setup processes. It is the minimum amount of time important to change the type of production activity taking into thought the minute in which the last piece of a previous lot was produced vis-à-vis the first piece produced by the subsequent lot. Setup reduction is one of the lean manufacturing activities with one primary target that is to eliminate waste. It is a technique for changing over a process from running the present item to running the following item inside under 10 minutes quickly and productively. SMED was initially created to improve machine tools setups, however it standards connected to a wide range of procedures.[43],[44]
Some industry 4.0 technologies add to improving single minute exchange of die such as Additive manufacturing (AM), Plug and play, Virtual representation (e.g. VR, AR), Auto-ID( RFID), Digital object memory, Digital twin/simulation, Real-time computing, and Machine learning. Apart from additive manufacturing (AM), argument reality (AR) and plug and play is required to accomplish the most elevated effect on setup time because additive manufacturing process achieve reduced assembly time for complex components.it used for separate internal activates from external by sensors device, standardize external activates, improving internal setup activities and complete elimination.[15],[45],[46]
I. From Kanban into Kanban 4.0
Kanban is a visual strategy for booking your tasks. You make a list of all the considerable number of assignments that should be done at that point move them through various phases of the work cycle. It intends to hold a nonstop material stream by keeping up a predefined stock dimension to ensure a continuous supply of material. Industry 4.0 can add to improving this lean technique. [47]
We as a whole realize that planning is vital. With regards to manufacturing, having the capacity to design creation effectively is much progressively significant. Any slip-up in the process can cause delays, and what you end up with is an angry client. The thing is, in case despite everything you're working with paper kanbans, avoiding mistakes is basically impossible.
Some industry 4.0 technologies add to improving traditional kanban Human-computer interaction (HCI), Automated guided vehicles (AGV), Intelligent bins, Auto-ID, Digital twin/simulation, Real-time computing and Big data & data analytics.
Now the day traditional kanban plan converted into Electronic Kanban Software. This software is mainly used to no paper work, Visibility, Saves Time, Real-Time Updates, Shows Team Progress and Traceability.[3]
Kanban is a standout amongst the best techniques for executing pull production, in which a progressive station creates kanban cards to start task for a specific station. By information and communication technologies, an e-kanban framework perceives missing and empty bins automatically by means of sensors and triggers recharging. The charging dimension of the container additionally can be checked and information can be transmitted remotely to a stock control framework progressively. As long as real stock and incentive in manufacturing execution system matches, blames underway control can be evaded because of lost kanban[11].Wireless information and communication systems play out these following activities through radio frequency identification (RFID) tags to screen the status, number and area of material bunches. The progressions in timetables can likewise be persistently checked and kanban parameters can be refreshed through these advancements. So the general production flow is made into pull System through programmed material renewal observing, plan tracking and kanban refreshing facilities of Industry 4.0.[48]
Kanban BOX is a Cloud software conceived from the advanced development of the lean reasoning that spreads the entryway of Supply Chain Collaboration to organizations, by supporting them through the digitalization of requests and supplies, upgrading streams and improving the Lead Time.it is supports organizations and SME through the digitalization procedures of the request and supply the executives, improving the authoritative procedures, items and administrations on account of the most inventive advances and computerized techniques.[49]
E-Kanban 4.0 consolidates every one of the upsides of the electronic kanban with two unique and matchable innovations: the Tag radio frequency identification (RFID) innovation, which comprises in the disposal of reading hardware devices, and E-ink show names, with electronic ink, instead of paper names. E-Kanban 4.0 offers like Fixed or mobile position access for reading Tags from few centimetres up to 3 meters, Flexible Tags for metal or plastic applications, Tag and Readers for the different operating frequencies in use, Portable readers to ease workers' duties and Custom solutions for any need This Electronic Kanban Software are improving the production system such as lead time reduction 50%, supply reduction 40%, maintenance reduction 70% and manual errors reduction 100%.[50]
J. From Poka-Yoke into Poka-Yoke 4.0
Poka-yoke is a Japanese improvement methodology for mistake-proofing to anticipate imperfections and nonconformities (defects) from emerging during production processes. Poka-yoke is a preventive action that centres on recognizing and eliminating the special causes of variety in production procedures, which definitely lead to item product nonconformities or defects. In short poka-yoke is a persistent improvement procedure that offers an approach to move the QMS (quality management system) towards a higher level of performance. [51]
At the point when any organization chooses to actualize the lean manufacturing then one of the goal is to diminish scrap on the grounds that nobody is interested to compensate extra inventory on record of scrap. As per philosophy of lean manufacturing it focuses on speed of production and profitability too. So as to pursue this idea of speed we ought to win against imperfections and rework.
To profit percentage rate the cost pressures dependably moved toward becoming headache for top management so they never acknowledge proceeded continued mistakes like scrap, rework, lateness and so on out of resilience rather they are meaning to accomplish estimation of zero in this segment. When clients of any organization purchases item they rightfully expect defect free products and traditional 100% assessment or measurable procedure control don't insure100% defect-free items.[52]
Some industry 4.0 technologies add to improving traditional Poka-yoke Human-computer interaction (HCI), Automated guided vehicles (AGV), Auto-ID, Cloud computing, Digital object memory, Real-time computing, Machine learning and Big data & data analytics. Applying poka yoke 4.0 in your factory can lead to a variety of other benefits, such as: Reducing time spent on training, Promoting a culture of continuous improvement, Improving safety, Reducing waste and Higher productivity.[3],[52]
Now the day poka-yoke 4.0 is used to Improve Software Quality in industrial production process. The three principle periods of Software Development are Analysis – Design – Implementation. To achieve high-quality software is basic to deliver the defect-free product by using Defect Prevention & Defect Detection.[52]
K. From Visual Management into Visual Management 4.0(VM 4.0)
Visual Management is an administration system that endeavours to improve execution of an association by methods of visual stimuli. The significance of VM is raising as the sum of accessible information increments. Strategies for executing VM are 5S, zoning and andon.
Some industry 4.0 technologies add to improving traditional Visual Management, Human-computer interaction (HCI), Real-time computing, Machine learning and Big data & data analytics.5S is a deliberate way to deal with sort out the working environment and goes for improving clearness through keeping the workspace clean and arranging apparatuses in a sensible manner. Hence, waste is disposed of on working environment level. Auto-ID and AR can aid completing 5S all the more effectively. RFID guarantees the distinguishing and the localization of objects which reduces search time. Moreover, RFID tag can store guidelines for cleaning instruments and items fittingly. [8],[53]
L. From Andon into Andon 4.0
A manufacturing term alluding to a framework to inform the management, maintenance, and other workers of a quality or process problem. The focal point is a billboard joining signal lights to demonstrate which workstation has the issue. The alarm can be initiated physically by a specialist utilizing a pull cord or button, or might be actuated consequently by the production equipment itself. The system may incorporate a way to stop production so the issue can be corrected some modern alert systems incorporate audio alarms, text, or other displays.[54]
The framework commonly shows where the alarm was produced, and may also provide a description of the trouble. Present day Andon frameworks can incorporate text, graphics, or audio elements. Sound alarms might be finished with coded tones, music with various tunes relating to the different cautions, or pre-recorded verbal messages. Unlike traditional andon lights HCI devices like tablets, smartphones, head-mounted displays and smart watches empower a focused on warning for clients. Hence, notices are shown in real-time regardless of the distance between operator and machine. Smart watches permit to survey the requirement for activity with a look at the administrator's wrist. [8]
M. From Jidouka to Jidouka 4.0
With jidouka in the advanced world, an automated machine is empowered to identify a problem, convey it, and stop the creation line. The human manager at that point fixes the issue, and upgrades are consolidated into the standard work process. Under the jidouka model, no defective items are manufactured, since the line stops and a single operator can screen various machines since they are intended to stop consequently, which results in extreme upgrades in profitability.[8]
Table. I. Digital development lean path
|
Digital Development Lean Path |
|||
|
|
Lean Classic |
Lean Digital |
Lean 4.0 |
|
JIT |
not to create inventory for future sales |
Auto-ID technology (RFID), Digital twin/simulation & intelligent bins used to deliver a product on time |
Customer satisfaction by using Real-time computing software and machine learning. Smart Product, Smart Machine and Augmented Operator are used |
|
VSM |
Line balancing pull and flow take and sequence |
Material and sequence Process parameters Work instruction |
Self-optimizing stream mapping Horizontal, vertical & end to end integration |
|
TPM |
Reactive (Problem solving run to fail)
|
Preventive maintenance (total productive maintenance by using advanced monitoring and computerizing control
|
Real time Proactive (Predictive maintenance, planned, total productive maintenance e.g. Root Cause Analysis (RCA) Maintenance by using Cloud computing, Real-time computing, Machine learning e.g. IIOT sensor |
|
SMED |
improve machine tools setups Setup reduction |
separate internal activates from external by sensors device improving internal setup activities by digitization |
Additive manufacturing (AM), Plug and play, Digital object memory, |
|
Kanban |
visual strategy in paper work list out all phase of work cycle in whiteboard |
Visual control process by using computer & Tag radio frequency identification (RFID) in each device and machinery. |
Electronic Kanban Software(E- Kanban (KANBAN+RFID +E-INK) |
|
Heijunka |
smoothing of production reduction of stock levels avoiding work overload |
Computerized production leveling Digitalizing forecast quality, e.g. AnaPro |
Real-time computing for steady production rate Information analytics upgrades the forecast quality |
|
Poka- Yoke |
mistake-proofing by recording, gathering a data after mistake occur |
By using vision, ultrasonic, x –ray sensor control a device and machine computer numerical control |
Machine learning decision Real-time computing information insure100% defect-free items. |
|
Visual Management |
Shop floor management |
Digital shop floor management |
Real –time shop floor management |
V. RESULT
This table demonstrates a intersections between Industry 4.0 solution and LP tools to decide the significance this cooperation for the future industries.[3][12][15][20] Advancement Technologies, for example, CPS, IoT, Cloud and Big Data, for instance, encourage correspondence between “smart devices, smart machine, virtual reality" offering wide potential outcomes for enhancement and joint effort Notwithstanding these advantages, the combination of these two approaches brings monetary advantages coming about because of the decrease/disposal of repetitive waste that makes up for the required venture. [2][21][55]
VI. ACKNOWLEDGMENT
I would like to express gratitude to my supervisor Prof. Bhim Singh for the useful comments, remarks and engagement through the learning process of this project. Without his guidance and persistent help this report would not have been possible. I would like to show my greatest appreciation to the people in the indoplast manufacturing company. It has been a tremendous support and help from those people during the research phase. Without their knowledge and information this project would have been a blank page.
I also admire the guidance and support I received from all the people who contributed to this project and I am grateful to every one of them. Last but not least I would like to thank my beloved family and their support was always the highest motivation for me towards success
Conclusion
Lean 4.0 is referred to as an umbrella term for various digital lean concepts such as JIT 4.0, TPM 4.0, Heijunka 4.0, Kanban 4.0, Poka-yoka 4.0, SMED 4.0, Andon 4.0, VSM 4.0 and visual management 4.0 etc. Said ideas may not change the general standards of lean production, however, believed to guarantee supplements for the effectively and holistically implementation of lean methods. This paper outlines different points of view of a conjunction between LM and I4.0. Additionally how various I4.0 tools can support different lean methods? By deploying the right combination of lean production tools and industry 4.0, manufacturers can boost speed, efficiency, and coordination and even facilitate self-managing factory Operations. Both approaches have the same goal, which is operational excellence & perfection.[11][56] Some gaps between the current state of the manufacturing company and the prerequisites of future manufacturing environments have been highlighted and some lines to be adopted have been proposed for future. The research demonstrated that manufacturing industries must invest in R&D innovative work exercises just as on staff capability into the lean 4.0.[36],[7] It is strong suggestions for all the manufacturing organizations to have a devoted team with a research and development sector to maintain, and control lean 4.0. According to Boston Consulting Group (BCG) assessment Manufacturers that have successfully utilize Lean Industry 4.0 can decrease conversion costs by as much as 40% in five to ten years considerably better than the reductions captured by best-in-class independent deployment of lean or Industry 4.0. [5] Companies must manage global digital networks, improve automation of individual or even all manufacturing and business processes, and reengineer existing business models to gain momentum in digital innovation.[20],[57]
References
[1] C. Leyh, S. Martin, and T. Schäffer, “Industry 4.0 and Lean Production – A Matching Relationship? An analysis of selected Industry 4.0 models,” Proc. 2017 Fed. Conf. Comput. Sci. Inf. Syst., vol. 11, no. September, pp. 989–993, 2017. [2] S. Vaidya, P. Ambad, and S. Bhosle, “Industry 4.0 - A Glimpse,” Procedia Manuf., vol. 20, no. January, pp. 233–238, 2018. [3] S. V. Buer, J. O. Strandhagen, and F. T. S. Chan, “The link between industry 4.0 and lean manufacturing: Mapping current research and establishing a research agenda,” Int. J. Prod. Res., vol. 56, no. 8, pp. 2924–2940, 2018. [4] A. Kühl et al., “Lean 4.0 - A conceptual conjunction of lean management and Industry 4.0,” Procedia CIRP, vol. 56, no. June, pp. 2924–2940, 2018. [5] D. Küpper, A. Heidemann, J. Ströhle, D. Spindelndreier, and C. Knizek, “When Lean Meets Industry 4.0,” Bost. Consult. Gr., no. 12/17, p. 15, 2017. [6] B. Mrugalska and M. K. Wyrwicka, “Towards Lean Production in Industry 4.0,” Procedia Eng., vol. 182, pp. 466–473, 2017. [7] A. Sanders, C. Elangeswaran, and J. Wulfsberg, “Industry 4.0 implies lean manufacturing: Research activities in industry 4.0 function as enablers for lean manufacturing,” J. Ind. Eng. Manag., vol. 9, no. 3, p. 811, 2016. [8] M. Malavasi, “Lean manufacturing and Industry 4.0?: an empirical analysis between sustaining and disruptive change,” p. 216, 2017. [9] M. Thesis and I. Science, “Supporting Lean Transformation with IT,” no. August, 2018. [10] S. A. Meguid, “Interaction Between Lean Philosophy and Industry 4 . 0?:,” no. July, pp. 6–7, 2018. [11] D. Kolberg and D. Zühlke, “Lean Automation enabled by Industry 4.0 Technologies,” IFAC-PapersOnLine, vol. 48, no. 3, pp. 1870–1875, 2015. [12] U. Dombrowski, T. Richter, and P. Krenkel, “Interdependencies of Industrie 4.0 & Lean Production Systems: A Use Cases Analysis,” Procedia Manuf., vol. 11, no. June, pp. 1061–1068, 2017. [13] V. R. Sreedharan and A. Unnikrishnan, “Moving Towards Industry 4.0: A systematic review,” Int. J. Pure Appl. Math., vol. 117, no. 20, pp. 929–936, 2017. [14] T. Stock and G. Seliger, “Opportunities of Sustainable Manufacturing in Industry 4.0,” Procedia CIRP, vol. 40, no. Icc, pp. 536–541, 2016. [15] A. Kühl et al., “Lean 4.0 - A conceptual conjunction of lean management and Industry 4.0,” Procedia CIRP, vol. 72, no. June, pp. 622–628, 2018. [16] M. Sony, “Industry 4.0 and lean management: a proposed integration model and research propositions,” Prod. Manuf. Res., vol. 6, no. 1, pp. 416–432, 2018. [17] A. Kreider, “The Top 5 Barriers to Digital Transformation,” InTheChat Commun., p. 16, 2018. [18] R. R. Fullerton and C. S. McWatters, “Production performance benefits from JIT implementation,” J. Oper. Manag., vol. 19, no. 1, pp. 81–96, 2001. [19] C. Johnsson, “White Paper Introduction to Industry 4 . 0,” no. February, 2018. [20] H. Bauer, F. Brandl, C. Lock, and G. Reinhart, “Integration of Industrie 4.0 in Lean Manufacturing Learning Factories,” Procedia Manuf., vol. 23, no. 2017, pp. 147–152, 2018. [21] A. Mas’ud, “Role of Fee Based Income in Moderating Relationship of Loan Loss Provision on Income of PT. Regional Development Bank Of Southeast Sulawesi,” Int. J. Sci. Eng. Res., vol. 9, no. 11, pp. 1282–1288, 2018. [22] I. Z. M. D. M. Hameedah Sahib Hasan, “AUTOMATED GUIDED VEHICLE, ROUTING AND ALGORITHMS,” Sci. Proc. Ser., vol. 1, no. 2, pp. 1–3, 2019. [23] S. Carlson and B. Keiger, “Top 5 Ways AGVs Drive Lean Efficiency and Reduce Costs in Manufacturing,” 2015. [24] B. R. Sullivan, A. M. Robots, R. Ensures, and C. Process, “Mobile Robots Improve Material Handling Efficiencies,” J. Ind. Eng. Manag., pp. 3–5, 2018. [25] J. Schuhmacher, W. Baumung, and V. Hummel, “An Intelligent Bin System for Decentrally Controlled Intralogistic Systems in Context of Industrie 4.0,” Procedia Manuf., vol. 9, pp. 135–142, 2017. [26] M. . Mustafa and K. N. . Ku Azir, “Smart Bin: Internet-of-Things Garbage Monitoring System,” MATEC Web Conf., vol. 140, p. 01030, 2017. [27] T. Wagner, C. Herrmann, and S. Thiede, “Industry 4.0 Impacts on Lean Production Systems,” Procedia CIRP, vol. 63, pp. 125–131, 2017. [28] A. y otros Kumar, “Rfid Technology: an Overview,” Int. J. Res., vol. 5, no. 12, pp. 176–182, 2017. [29] A. Azizi, “Applications of Artificial Intelligence Techniques in Industry 4.0,” no. September 2018, pp. 3–4, 2019. [30] T. Meudt, J. Metternich, and E. Abele, “Value stream mapping 4.0: Holistic examination of value stream and information logistics in production,” CIRP Ann. - Manuf. Technol., vol. 66, no. 1, pp. 413–416, 2017. [31] C. Paper, M. P. R. Siemens, and M. P. Roessler, “Smart Value Stream Mapping?: An Integral Approach Towards a Smart Factory,” no. February, 2017. [32] S. Prasad, K. Kumar, D. Puthran, and Manjunath, “Value Stream Mapping?: A Lean Tool,” Int. J. Bus. Manag., vol. 2, no. 4, pp. 100–104, 2014. [33] B. Haefner, A. Kraemer, T. Stauss, and G. Lanza, “Quality value stream mapping,” Procedia CIRP, vol. 17, pp. 254–259, 2014. [34] A. Ndefru, “Preparing for Success with Key Performance Indicators,” no. April, pp. 0–9, 2019. [35] D. Weiland, “Identifying the impact of information logistics on contemporary conceptions of logistics,” Transp. Econ. Logist., vol. 78, no. March, pp. 167–177, 2019. [36] J. Enke, R. Glass, A. Kreß, J. Hambach, M. Tisch, and J. Metternich, “Industrie 4.0 - Competencies for a modern production system: A curriculum for Learning Factories,” Procedia Manuf., vol. 23, no. April, pp. 267–272, 2018. [37] Á. Rocha, A. M. Correia, H. Adeli, L. P. Reis, and M. M. Teixeira, “New advances in information systems and technologies,” Adv. Intell. Syst. Comput., vol. 445, no. December, 2016. [38] F. Giordano and M. M., “On Just-In-Time Production Leveling,” Oper. Manag., no. June, 2013. [39] C. Scodanibbio, , and I. Consultant, “no. May, 2014. [40] R. Smith and B. Hawkins, “Total Productive Maintenance (TPM),” Lean Maint., no. January, pp. 55–104, 2007. [41] F. Civerchia, S. Bocchino, C. Salvadori, E. Rossi, L. Maggiani, and M. Petracca, “Industrial Internet of Things monitoring solution for advanced predictive maintenance applications,” J. Ind. Inf. Integr., vol. 7, pp. 4–12, 2017. [42] C. Colemen, S. Damodaran, M. Chandramoulin, and E. Deuel, “Making maintenance smarter,” Deloitte Univ. Press, pp. 1–21, 2017. [43] A. C. Moreira and G. C. S. Pais, “Single minute exchange of die. A case study implementation,” J. Technol. Manag. Innov., vol. 6, no. 1, pp. 129–146, 2011. [44] A. K. Tilkar, R. Nagaich, and A. K. Marwah, “Improving Productivity of a Manufacturing Plant using Single Minute Exchange of Die,” Int. J. Adv. Sci. Tech. Res., vol. 1, no. 3, pp. 12–19, 2013. [45] M. N. Bin Che Ani and M. S. S. Bin Shafei, “The Effectiveness of the Single Minute Exchange of Die (SMED) Technique for the Productivity Improvement,” Appl. Mech. Mater., vol. 465–466, no. December 2013, pp. 1144–1148, 2013. [46] J. Filla, “The Single Minute Exchange of Die Methodology in a High-Mix Processing Line,” J. Compet., vol. 8, no. 2, pp. 59–69, 2016. [47] A. International and J. Vol, “How to Improve Complex and Creative Knowledge Work in 21st Century Organizations with Kanban Gabe Abella Shannon Arvizu,” vol. 4, no. 1, pp. 76–92, 2019. [48] A. Dimitrescu, C. Babis, E. Niculae, O. Chivu, and L. Dascalu, “Efficiency of a production line by application of the Kanban method,” J. Res. Innov. Sustain. Soc., vol. 1, no. 1, pp. 29–34, 2019. [49] T. Al Hawari and F. Aqlan, “A software application for E-Kanban-based WIP control in the aluminium industry,” Int. J. Model. Oper. Manag., vol. 2, no. 2, p. 119, 2015. [50] M. Houti, L. El Abbadi, and A. Abouabdellah, “E-Kanban the new generation of traditional Kanban system , and the impact of its implementation in the enterprise,” no. April, pp. 1261–1270, 2017. [51] M. R. Masum, “Mistake Proofing Training - Poka Yoke,” no. July, 2018. [52] P. Gupta, “Six Sigma and Poka-Yoke Eliminating remaining opportunities for mistakes,” no. February 2005, 2005. [53] J. Posada, C. Toro, I. Barandiaran, D. Oyarzun, and P. Eisert, “Visual Computing as Key Enabling Technology for,” pp. 1–11, 2015. [54] E. Mohamad, M. Soufhwee, A. Rahman, A. Azwan, and A. Rahman, “Framework of Andon Support System in Lean Cyber-Physical System Production Environment Framework of Andon Support System in Lean Cyber-Physical System Production Environment,” no. March, 2019. [55] B. G. Rüttimann and M. T. Stöckli, “Lean and Industry 4.0—Twins, Partners, or Contenders? A Due Clarification Regarding the Supposed Clash of Two Production Systems,” J. Serv. Sci. Manag., vol. 09, no. 06, pp. 485–500, 2016. [56] L. Varela, A. Araújo, P. Ávila, H. Castro, and G. Putnik, “Evaluation of the relation between lean manufacturing, industry 4.0, and sustainability,” Sustain., vol. 11, no. 5, pp. 1–19, 2019. [57] S. Nafais, “Automated Lean Manufacturing,” no. May, pp. 0–46, 2017.
Copyright
Copyright © 2024 Mulugeta Anbessia, Bhim Singh . This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET58948
Publish Date : 2024-03-12
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online