

Ijraset Journal For Research in Applied Science and Engineering Technology
Optimization of Process Parameter in Wire Electrical Discharge Machining of H11 Tool Steel Using Response Surface Methodology
Authors: Pratik R. Vishwasrao, Dr. A. M. Nikalje
DOI Link: https://doi.org/10.22214/ijraset.2021.39693
Certificate: View Certificate
Abstract
Conventional machining is now being superseded by non-conventional machining to cope up with increased demand of machining of complex shapes with high surface finish machining and dimensional accuracy. Wire electric discharge machining (WEDM) is electro-thermal principle based nontraditional machining, widely used for machining of electrically conductive materials. This paper summarized, the parametric influence of Pulse-on duration (Ton), Pulse-off duration (Toff) and Pulse peak current (Ip) on material removal rate (MRR), surface roughness (SR) of H11 tool steel. Response surface methodology (RSM) is used for modelling and optimization. ANOVA has been carried out to identify importance of the machining parameters on the performance characteristics considered. Further the verification experiment has been carried out to confirm the performance of optimum parameters. The results from this study will be useful for selecting appropriate set of process parameters to WEDM machining of H11 tool steel.
Introduction
I. INTRODUCTION
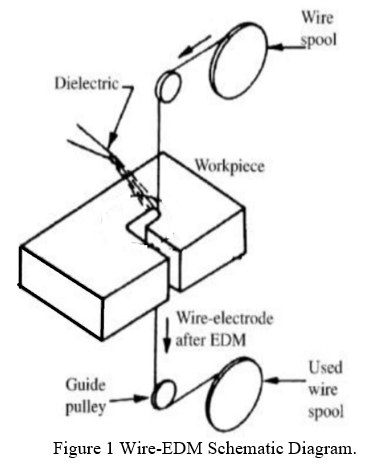
Traditional machining methods are rapidly replaced by non-traditional methods for achieving better production rate. WEDM is Thermoelectrical machining method used for machining of complex shape parts by means of repetitive and discrete electrical spark between workpiece and electrode (i.e., wire). The parts and wire are immersed in dielectric fluid which also serves as a coolant and flushes away debris (fig.1). WEDM provide an effective solution for machining hard materials with complex profile, which are difficult to machine by conventional machining methods. H11 tool steel is one of the hard materials used in the areas of high stress and temperature application like die casting, hot stamping and hot forging operations etc.
Literature reveals the finding on parametric influences of WEDM machining on various materials. Most of the work reported, shows the influence of process parameters like Ton, Toff, Ip, bed speed, wire tension, servo voltage etc. on MRR, SR, total wear rate (TWR), fatigue life etc. with the help of design experiments and statistical optimization techniques. Kanlayasiri et.al. [1] studied the effect of machining parameters on SR of DC53 die steel in WEDM. ANOVA (Analysis of Variance) results shows that Ton and Ip are significant parameter to SR of die steel. Ramakrishnan et.al. [2] used Taguchi’s method to optimize responses of the WEDM operations. They had taken MRR, SR and wire wear ratio as the responses. It was identified that the Ton and Ip have influenced more than the other parameters. R.V. Baranji et.al. [3] studied the response of Ton, Ip and voltage in machining of D6 tool steel. It was identified that with increasing the Ton during EDM, the TWR decreased while the MMR increased and higher values of Ip leads to higher amounts of TWR and MRR. Similarly, higher values of input voltage led to lower amounts of TWR and MRR. RSM was used to optimized the response of EDM operation. V. Singh and S. K. Pradhan [4] revealed the effect of machining variable on D2 steel in WEDM operation. They used Taguchi technique and RSM to optimize response. They had taken cutting rate, SR and MRR as response output in which Ton influences more than any other parametric variables in response of SR while Ton followed by Toff majorly contributed in response of material removal rate. A.A. Alduroohi et.al. [5] built ANN model to estimate the performance measure (MRR and SR) of WEDM in machining of AISI 1045 steel. Result shows that Ton is most significant variable to MRR and SR. Similarly, Mahapatra et.al. [6] adopted Taguchi based model to examine MRR and SR by considering various sets of parametric setting. Ikram et.al. [7] documented linear regression and additive model for MRR which shows that the Ton and wire feed were most influential parameters. V. Singh and Bandari et.al. [8] documented the experimental analysis of machining of AISI D2 steel using WEDM. They showed that Ton and Toff are significant variable to SR. N. Kuruvilla and Ravindra H. V. [9] investigated the influence of machining parameter of WEDM on hot die steel. Their study revealed smaller Toff is preferable for good performance. higher values of Ton are recommended for high MRR while smaller Ip is suggested for better SR.
The present work investigates the potential machining parameters influencing MRR and SR in machining of H11 tool steel using WEDM process. This work comprises the study of effect of machining parameters Ton, Toff and Ip, in response to MRR and SR. Face centered CCD RSM methodology is used to conduct the design experiments and mathematical model fitted to experimental data will be developed.
II. RESPONSE SURFACE METHODOLOGY
Response surface methodology consists of mathematical as well as statistical techniques for building an empirical model. It relates a response variable to the number of process parameter that affect it. In this study, the approximation of process parameter function will be proposed by second order polynomial i.e., quadratic model and can be written as follow

where y is the measured response variable, β’s are parametric coefficients; x’s are the process parameter and ε is an error. Second order polynomial in popular Central composite design utilizes for stated model. It is widely used for predicting second order response surfaces. In this study, the experimental data is analyzed with face-centered central composite design (FCCD) to fit the polynomial (quadratic) model. Full factorial design with all combinations of the factors at high (+1) and low (-1) levels and six central points (0) which is the midpoint between the high and low levels and eight-star points is used. The star points are corresponding to an α value of 1 and therefore called as face centered CCD [12].
III. EXPERIMENTATION DETAILS
A. Workpiece Material and Method Implement
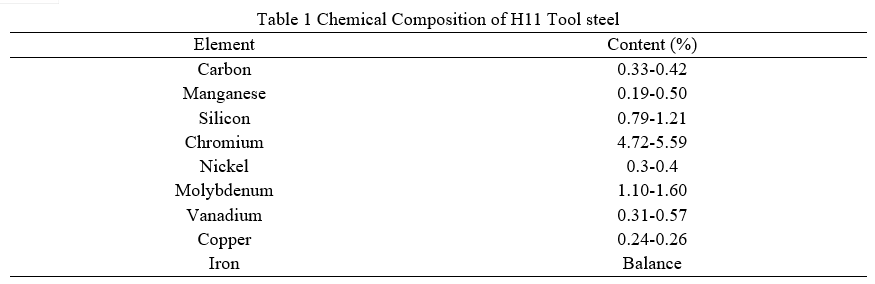
H11 tool steel is used for tooling applications such as hot punches, forging dies, die casting dies, hot shear blades, Extrusion Tooling, dies in hot stamping process etc. due to its excellent thermal fatigue cracking resistance. It is widely used in helicopter shafts, rotor blades, as well as in landing gear of aerospace industries. The chemical composition of H11 tool steel is listed in Table 1.
Table 1 Chemical Composition of H11 Tool steel
The sample workpiece material is H11 tool steel in form of cubical block (20×20×20 mm3). Experiment is performed on the ECO 32S WEDM machine with molybdenum wire of 0.25 mm diameter. Constant gap of 0.02 mm is maintained between workpiece and electrode wire by Computer controlled positioning system.
Appropriate machine settings are done time to time for every experimental run. The cutting parameter and its factor level are tabulated below (table 2). The cutting parameter are chosen from review of literature while its factor level is chosen after pilot experimental runs. After completion of every experimental run weight loss (Weight difference of before and after machining) is measured to find out MRR. MRR is response variable expressed as the ratio of weight loss to the density of the material (7.81 g/cm3 for H11 Tool Steel) and machining time. SR is measured in terms of Ra value (arithmetic mean) and measured using Mitutoyo SJ-210 Surface Roughness meter.

B. Design of Experiment
The main motive of RSM is to design the experiment for an optimal response. RSM is experimental design used to find an approximate model between process parameter and response variables which fits the experimental data. The process for RSM is as follow
- Carry out Preliminary experiments.
- Design of the process parameter according to preliminary experiments and output response according to requirement.
- Select the appropriate experimental design
- Perform Regression analysis and analysis of variance
- If the model shows significant characteristics, optimal settings are to be found out and at this setting confirmation test is to be performed
- If the model does not show significant characteristics, then further screening is to be carried out and repeat the process from step 3
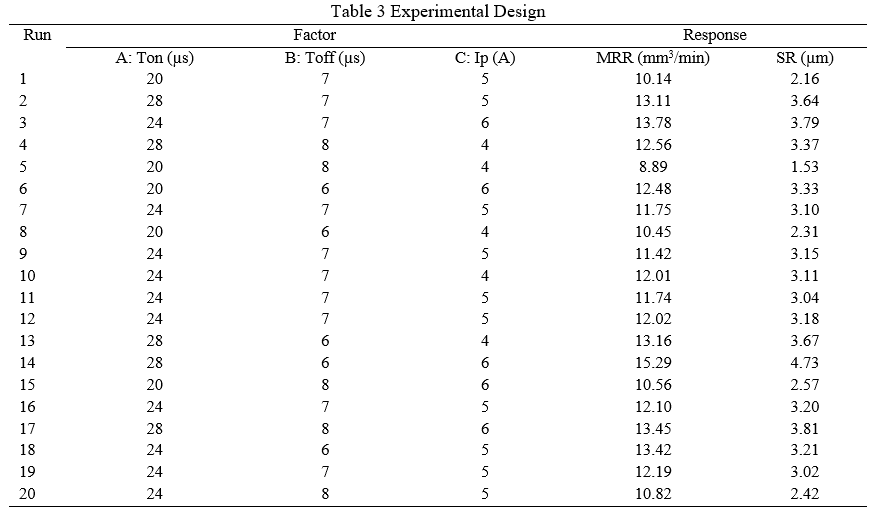
In this study, the process variables are Ton (µs), Toff (µs) and Ip (A) and response variables are MRR (mm3/min) and SR (µm). The experimental design is face-centered CCD and experimental points are composed as shown in table 3.
IV. RESULTS AND DISCUSSION
The outcomes of MRR and SR as per given experimental design are tabulated in table. Material removal from the workpiece plays a vital role in deciding the efficiency of selected machining method. In WEDM, increase in MRR deteriorate the surface finish of the component.
A. Observations on MRR
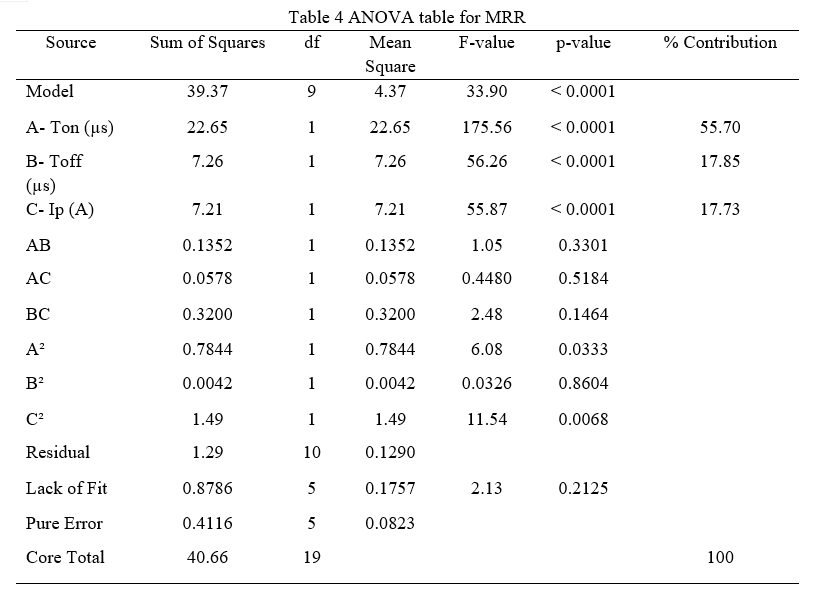
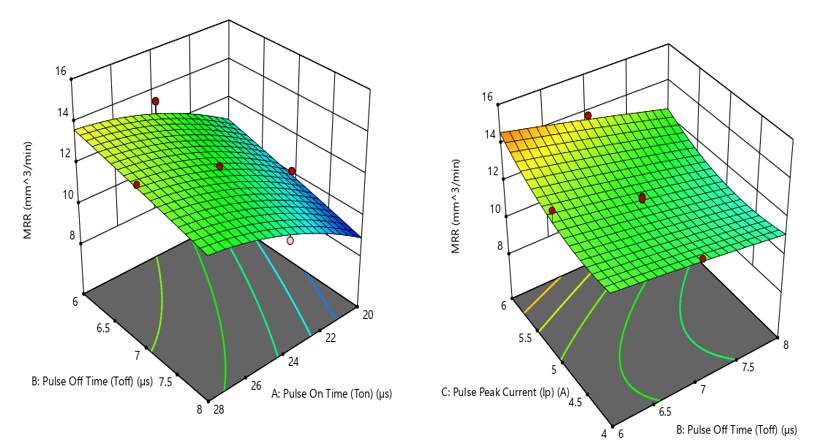
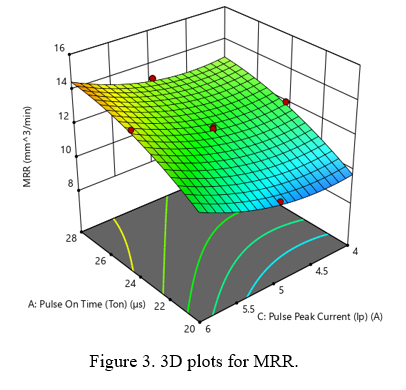
To investigate the effect of machining parameters on MRR, ANOVA is performed. Results of the ANOVA (Table 4) shows that Ton is the major influencing parameter contributing 55.70 % to performance measures, followed by Toff and Ip which contributing 17.85 % and 17.73 % respectively. Figure 3 shows the 3D surface for MRR. This indicates that the MRR increases with increase in ton and Ip (Fig. 3). As strengthened discharge energy melts and removes the material easily. The MRR will increases to certain value, further increase in Ton leads to slow down the increment in MRR from the previous one due to the expansion of plasma channel [10].
Quadratic model is suggested for MRR using CCD. The experimental results are applied to develop a mathematical model, for expressing the relation between process parameters and MRR. The following Regression equation represents the model developed for MRR
MRR = -2.16036 + 1.85727 × A - 0.0847273 × B - 4.60009 × C + 0.0325 × AB - 0.02125 × AC - 0.2 × BC - 0.0333807 × A2 - 0.0390909 × B2 + 0.735909 × C2
B. Observations on SR
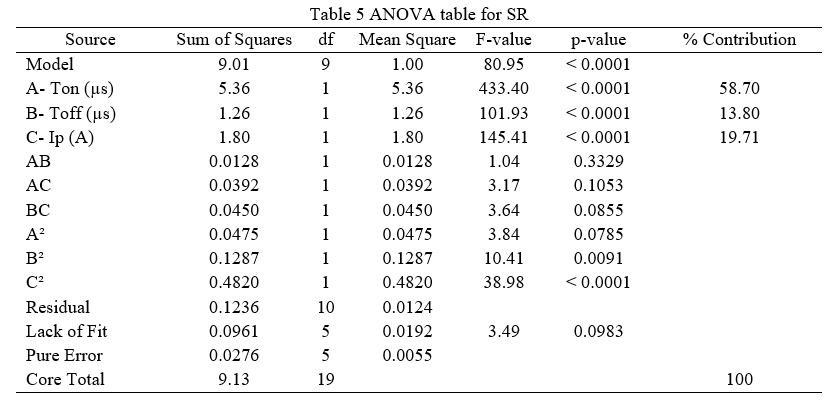
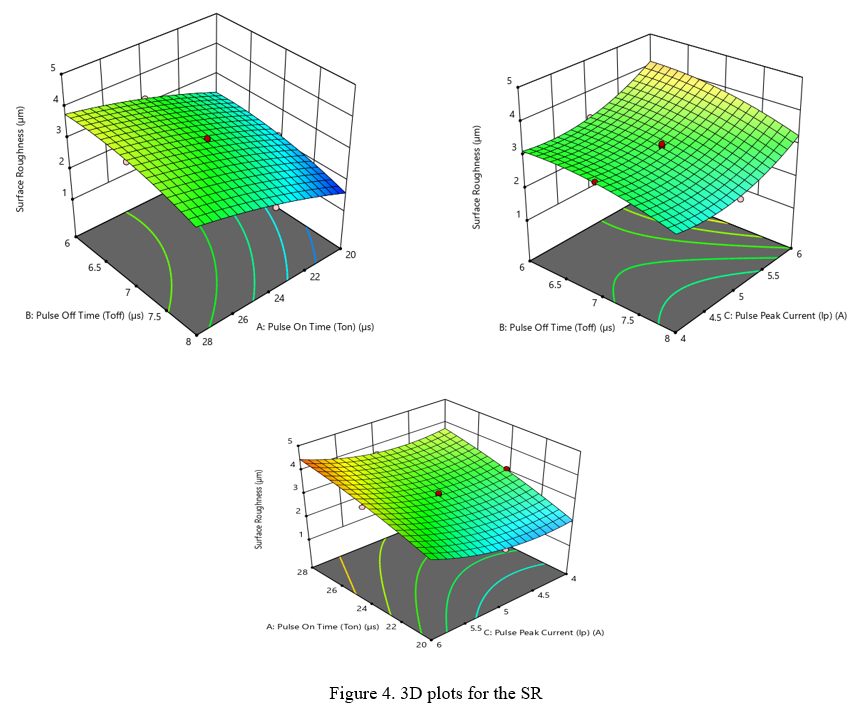
To investigate the effect of machining parameters on SR, ANOVA is performed. Results of the ANOVA (Table 5) shows that Ton is the major influencing process parameter which contribute 58.70 % to performance measures, followed by Ip and Toff contributing 19.71 % and 13.80 % respectively. Figure 4 shows the 3D surface plot for SR. The model shows that the SR increases with increase in Ton as discharge energy melts and removes the material easily forms the crater in material surface. Parallelly during the Toff period dielectric fluid removes the debris from the machining zone which supports in the efficient sparking [11]. The maximum SR obtained is 4.73 µm and the least SR is 1.53 µm.
Quadratic model is suggested for SR using CCD. The experimental results are applied to develop a mathematical model, for expressing the relation between process parameters and SR. The following Regression equation represents the model developed for SR.
SR = -8.85545 + 0.594591 × A + 2.80909 × B -2.81736 × C + 0.01 × AB - 0.0175 × AC - 0.075 × BC - 0.00821023 × A2 - 0.216364 × B2 + 0.418636 × C2
V. OPTIMIZATION OF WEDM PARAMETERS
In this investigation, multiple response method called desirability is used to optimize WEDM process parameters using the Design Expert v13 Software in which the MRR and TWR optimized concurrently using the established models [3]. In multi-response optimization desirability varies from 0 to 1 (1 indicate ideal case while 0 shows that response is outside the acceptable range). The optimality solution for maximized MRR and minimized SR is given in table 7.

VI. CONFIRMATION EXPERIMENT
To confirm the above results and to determine the accuracy of the model developed, confirmation test is conducted using the same experimental set up. The confirmation test shows that the MRR and SR obtained after machining is 12.45 mm3/min and 3.26 µm respectively with % error is within the acceptable range [1]. Hence the confirmation test validates the result.

Conclusion
In the present work, influence of WEDM process parameter Ton, Toff and Ip, on the response of MMR and SR in the machining of H11 tool steel has been investigated using face-centered CCD. Current study revealed that process parameter affects the response variables to different extent. Higher values of Ton cause higher amounts of MMR and SR. The numerical model established effectively to predict and optimize the MMR and SR. The optimized Ton, Toff and Ip to get relatively maximum MRR and minimum SR is 24 µs, 6 µs and 5 A.
References
[1] K. Kanlayasiri and S. Boonmung, Effects of wire-EDM machining variables on surface roughness of newly developed DC 53 die steel: Design of experiments and regression model, Journal of Materials Processing Technology 192–193 (2007) 459–464. [2] R. Ramakrishnan and L. Karunamoorthy Multi response optimization of wire EDM operations using robust design of experiments, Int J Adv Manuf Technol (2006) 29: 105–112 DOI 10.1007/s00170-004-2496-6. [3] Reza Vatankhah Barenji, Hamed H. Pourasl, Vahid M. Khojastehnezhad, Electrical discharge machining of the AISI D6 tool steel: Prediction and modeling of the material removal rate and tool wear ratio, http://dx.doi.org/10.1016/j.precisioneng.2016.01.120141-6359/2016 Elsevier Inc. [4] Vikram Singh, S.K. Pradhan, Optimization of WEDM parameters using Taguchi technique and Response Surface Methodology in machining of AISI D2 Steel, 12th global congress on manufacturing and management, gcmm 2014, Procedia Engineering 97 (2014 )1597 – 1608. [5] Ahmed A. A. Alduroobi, Alaa M. Ubaid, Maan Aabid Tawfiq, Rasha R. Elias, Wire EDM process optimization for machining AISI 1045 steel by use of Taguchi method, artificial neural network and analysis of variances, Int J Syst Assur Eng Manag https://doi.org/10.1007/s13198-020-00990-z. [6] S. S. Mahapatra & Amar Patnaik, Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method, Int J Adv Manuf Technol (2007) 34:911–925 DOI 10.1007/s00170-006-0672-6. [7] Adeel Ikram1, Nadeem Ahmad Mufti, Muhammad Qaiser Saleem and Ahmed Raza Khan, Parametric optimization for surface roughness, kerf and MRR in wire electrical discharge machining (WEDM) using Taguchi design of experiment, Journal of Mechanical Science and Technology 27 (7) (2013) 2133~2141. [8] Vikram Singh & Rakesh Bhandari & Vinod Kumar Yadav, An experimental investigation on machining parameters of AISI D2 steel using WEDM, Int J Adv Manuf Technol DOI 10.1007/s00170-016-8681-6. [9] Nixon Kuruvila & Ravindra H. V. (2011), parametric influence and optimization of wire EDM of hot die steel, Machining Science and Technology: An International Journal, 15:1, 47-75, DOI: 10.1080/10910344.2011.557966. [10] Amitava Mandal and Amit Rai Dixit, State of art in wire electrical discharge machining process and performance, Int. J. Machining and Machinability of Materials, Vol. 16, No. 1, 2014. [11] Taha Ali El-Taweel, Parametric study and optimisation of wire electrical discharge machining of Al-Cu-TiC-Si P/M composite, Int. J. Machining and Machinability of Materials, Vol. 1, No. 4, 2006. [12] Design and Analysis of Experiments, Douglas C. Montgomery, Ninth Edition Wiley Publication.
Copyright
Copyright © 2022 Pratik R. Vishwasrao, Dr. A. M. Nikalje. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET39693
Publish Date : 2021-12-29
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online