

Ijraset Journal For Research in Applied Science and Engineering Technology
Study and Optimization of Transfer Press Machine process Parameters for Carbide Material
Authors: Akash Shrivastav, Dr. H. R. Tonday
DOI Link: https://doi.org/10.22214/ijraset.2023.50334
Certificate: View Certificate
Abstract
In some situations, Transfer Press Machine can be an accurate and effective way to make things. The Taguchi Method was used to figure out how the Transfer Press Machine process parameters affected the Tool failure rate of carbide alloy. MINITAB 19 uses parameters like Tip radius, Backing plate length and Riser angle to fine-tune the rate of tool failure. The optimal values of three parameters are determined by using an ANOVA and Taguchi orthogonal array L9 to get the minimum possible brerakage rate.
Introduction
I. INTRODUCTION
A needle roller bearing is a special type of roller bearing which uses long, thin cylindrical rollers resembling needles. Ordinary roller bearings' rollers are only slightly longer than their diameter, but needle bearings typically have rollers that are at least four times longer than their diameter. Like all bearings, they are used to reduce the friction of a rotating surface. Compared to ball bearings and ordinary roller bearings, needle bearings have a greater surface area in contact with the races, so they can support a greater load. They are also thinner, so they require less clearance between the axle and the surrounding structure. Needle bearings are heavily used in automobile components such as rocker arm pivots, pumps, compressors, and transmissions.
A needle roller bearing is a special type of roller bearing which uses long, thin cylindrical rollers resembling needles. Ordinary roller bearings’ rollers are only slightly longer than their diameter, but needle bearings typically have rollers that are at least four times longer than their diameter. Like all bearings, they are used to reduce the friction of a rotating surface. Compared to ball bearings and ordinary roller bearings, needle bearings have a greater surface area in contact with the races, so they can support a greater load. They are also thinner, so they require less clearance between the axle and the surrounding structure.
II. EXPERIMENTATION
A. Methodology of Experiment
Based on the present press process followed, some of the problems were identified such as Parameters like Tip radius, Backing plate length and Riser angle etc. play an important role in minimum the Transfer press machine and to improve the tool breakage rate, so as to overcome the existing problem, few optimization technique has to be incorporated. Once the root cause of the problems/parameter which impacted the tool breakage rate was identified and objectives were set to overcome the problem. Tip radius, Backing plate length and Riser angle identified as the main factor affecting the Transfer press machine. Based on the observation.
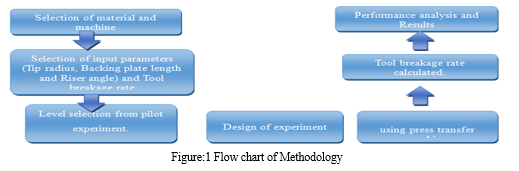

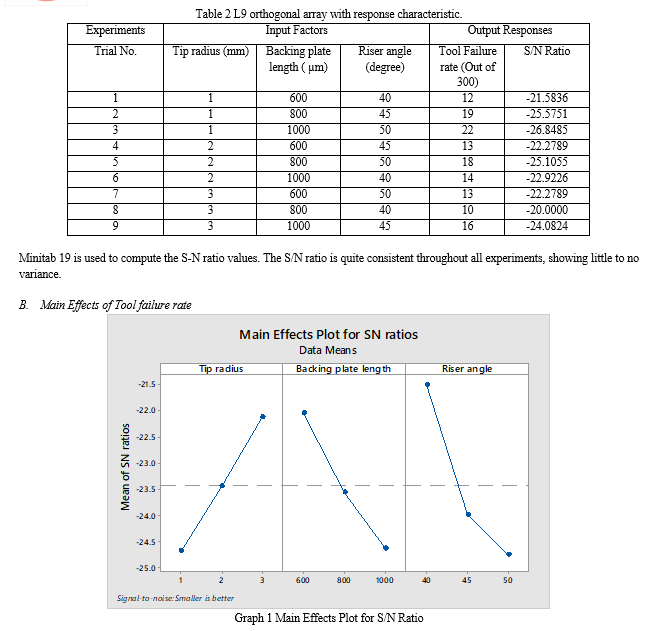
The optimal input parameters were tip radius 3mm (level 3), Backing plate length 600µm (level 1) and rise angle 40 degree (level 1). The graph shows the effect of the control factors on carbide material..
C. ANOVA Result
ANOVA, the ratio between the variance of the cutting parameter and the error variance is called Fisher’s ratio (F). It is used to determine whether the parameter has a significant effect on the quality characteristic by comparing the F test value of the parameter with the standard F table value at the P significance level. If the F test value is greater than P test the process parameter is considered significant. Relevance of the models is tested by ANOVA.
It is a statistical tool for testing the null hypothesis for planned experiments, in which several different variables are studied simultaneously. ANOVA is used to quickly analyze the variances in the experiment using the Fisher test (F test). ANOVA table shown the result of the ANOVA analysis. ANOVA analysis makes it possible to observe that the value of p is less than 0.05 in the three parametric sources. It is therefore clear that Tip radius, Backing plate length and Riser angle of the material have an influence on the carbide material. The last column of cumulative ANOVA has shown the percentage of each factor in the total variance that indicates the degree of impact on the outcome.
Table 3 ANOVA Result.
|
Source |
DF |
Adj SS |
Adj MS |
F-Value |
P-Value |
% Contribution |
|
Tip radius |
2 |
0.8845 |
0.4422 |
41.33 |
0.037 |
27.79 |
|
Backing plate length |
2 |
0.8382 |
0.4191 |
39.16 |
0.039 |
26.03 |
|
Riser angle |
2 |
1.4393 |
0.7196 |
67.25 |
0.019 |
45.21 |
|
Residual Error |
2 |
0.0214 |
0.0107 |
|
|
|
|
Total |
8 |
3.1834 |
|
|
|
|
Ton (38.39%), Toff (28.67%), and Ip (28.31%) all have significant bearing on the SR. Ton's biggest contribution (38.39%) makes it the most important of the three, whereas Ip has the smallest impact.
D. Development of Regression Model for Tool failure rate
Regression model has been developed using Minitab 19 software. Substituting the experimental values of the parameters in regression equation, values for tool failure rate have been predicted for all levels of study parameters. Graphical representation also shows that a predicted and experimental value of tool failure rate correlates with each other
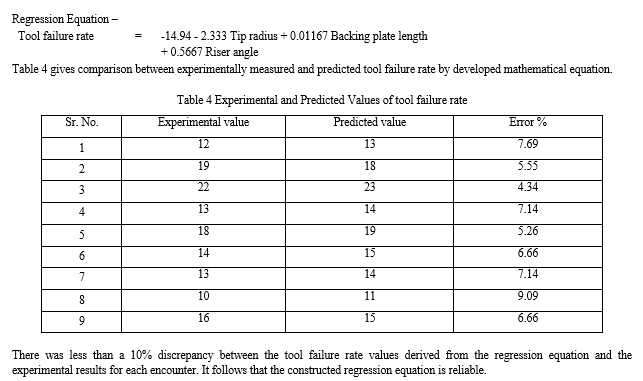
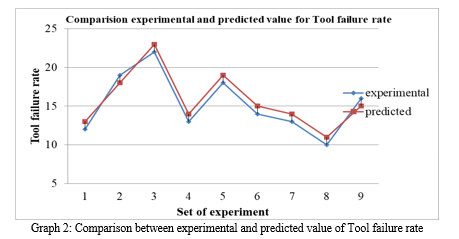
Taguchi design and ANOVA gives mathematical model which predict the result nearly accurate. This can be due to this project deals the parameter level in very short range. Also every effort has done to maintain noise factors constant to greater level throughout experimentation tool failre decreases for first sample and increases for ninth sample because of experiment from 1-9 are the set of experiments from Taguchi design L9 array; every experiment has different level of parameters and having unique combination of parameter level. The comparison between experimental and predicted value of tool failure rate is as shown in graph 2.
E. Confirmation Experiment Result
Experiments was conducted for tip radius at level 3, Backing plate length at level 1 and rise angle at level 1
Tip radius 3mm (level 3), Backing plate length 600µm (level 1) and rise angle 40 degree (level 1).
Table 5 Confirmation experiment result for Tool failure rate
|
Parameter |
Model value |
Experimental value |
Error % |
|
Tool failure rate (No’s) |
8 |
9 |
9.21 |
Confirmation experiment is conducted by keeping parameters at optimum levels suggested by Taguchi method and the tool failure rate value obtained has been compared with value predicted by the regression model keeping the parameters at same levels. It can be seen that the difference between experimental result and the predicted result is 9.21%. This indicates that the experimental value correlates to the estimated value.
Conclusion
This study covers the observations about the tool failure rate over the Carbide material by the process of Transfer press Machine for the different input parameters to thoroughly study over the effect of Laser beam machining process on the Carbide material. Throughout the experimentation I got some results as under. The combination of laser cutting parameters i.e. Tip radius, Backing plate length and Riser angle were planned by L9 Orthogonal Array Taguchi method , based on the results obtained and derived analysis the following can be concluded. 1) The optimal solution obtained for Tool failure rate based on the combination of press machine cutting parameters and their levels is (i.e. Tip radius 3mm, Backing plate length 600, and Riser angle 40 degree). 2) ANOVA results indicate that Riser angle plays prominent role in determining tool wear rate. The contribution of Tip radius, Backing plate length and Riser angle to the quality characteristics Tool failure rate is 27.21%, 26.03% and 45.21% respectively. 3) Riser angle and Tip radius are the most significant parameters majorly affecting the tool failure rate whereas the Backing plate length is much smaller. 4) The optimal cutting parameters are determined using Taguchi methods match with the experimental values by minimum errors i.e 9.21% . 5) Through the developed mathematical models, any experimental results of the tool failure rate with any combination of press cutting parameters can be estimated.
References
[1] Shantanu Gupta, Rajiv Tiwari, Shivashankar B. Nair. Multi-objective design optimisation of rolling bearings using genetic algorithms [J]. Mechanism and Machine Theory,2007,42: 1418– 1443. [2] K. Sunil Kumar;Rajiv Tiwari;P. V. V. N. An Optimum Design of Crowned Cylindrical Roller Bearings Using Genetic Algorithms[J].Journal of Mechanical Design,2009,131 (5): 051011- 1-051011-15.. [3] Franz-Josef Ebert. Fundamentals of Design and Technology of Rolling Element Bearings [J].Chinese Journal of Aeronautics, 2010 (23): 123-136. [4] Li Weiwei,Chen Xiaoyang.Contact Pressure Calculation and Analysis of Roller Bearings in Skewing Condition [J]. China Mechanical Engineering,2011.9 (22):2034-2038. [5] T.Ueda, N.Mitamura. Mechanism of dent initiated flaking and bearing life enhancement technology under contaminated lubrication condition. Part II: Effect of rolling element surface roughness on flaking resulting from dents, and life enhancement technology of rolling bearings under contaminated lubrication condition [J]. Tribology International, 2009 (42) :1832–1837. Ivan Krupka,Petr Sperka , MartinHartl . Effect of real longitudinal surface roughness on [6] lubrication film formation within line elastohydrodynamic contact [J]. Tribology International 2010 (43): 2384–2389. [7] L. Houpert, F. Chevalier. Rolling Bearing Stressof Applied Engineering Research:ISSN 2248-9967 Mohammed Alkahtani, “Supply Chain Management Optimization and Prediction Model Based on Projected Stochastic Gradient” MDPI-2021 [8] BAI XiaoBO,JI XiaoMin,GUO Lei.Analysis on Laod Distribution of Needle Bearing Considering [9] Misalignment [C]. Applied Mechanics and Materials Vols. 215-216 (2012) pp 202-206. [10] International Organization for Standardization. ISO-TS 16281-2008 Rolling bearings—Methods for calculating the modified reference rating life for universally loaded bearings [S]. (Switzerland) 2008:16. [11] International Organization for Standardization.ISO-281-2007 Rolling bearings — Dynamic load ratings and rating life [S]. (Switzerland)2007: 24-41. International Organization for Standardization. Rolling bearings —Explanatory notes on. ISO 281 Part 2: Modified rating life calculation, based on a systems approach to fatigue stresses [12] Harris TA and Kotzalas MN. Advanced concepts of bearing technology: rolling bearing analysis. Boca Raton, FL: CRC Press, 2016. [13] Hashimoto F, Gallego I, Oliveira JFG, et al. Advances in centerless grinding technology. CIRP Ann Manuf Technol 2012; 61(2): 747–770. [14] Adiyaman O and Demir Z. Model and formulation in grinding mechanism having advanced secondary rotational axis. Meas Control. Epub ahead of print 15 April 2019. DOI: 10.1177/0020294019837988. [15] Song M and Zou W. Improvement of large cylindrical roller processing technology. J Harbin Bearing 2014; 35(2): 65–69.
Copyright
Copyright © 2023 Akash Shrivastav, Dr. H. R. Tonday. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET50334
Publish Date : 2023-04-11
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online