

Ijraset Journal For Research in Applied Science and Engineering Technology
Optimization of Wire Cut Electro Discharge Machining Process Parameters for HCHCr-D2 Steel
Authors: Anand K, Abinesh M, Anishraj S B, Hariharan K, Kaviyarasu T
DOI Link: https://doi.org/10.22214/ijraset.2023.49776
Certificate: View Certificate
Abstract
The process parameters for wire cut electro discharge are optimised in this paper. The analysis takes into account the process parameters pulse on time, pulse off time, and current. High Carbon High Chromium (HCHCr-D2) steel is a high tensile strength alloy that is typically utilised in cold dies and tooling applications that demand a high level of and dimensional accuracy. For the machining procedure, a rectangular-shaped plate of the alloy steel HCHCr-D2 was used. By examining the material removal rate (MMR) and surface roughness, wire cut electro discharge machine (WEDM) performance using a molybdenum wire has been evaluated (SR).
Introduction
I. INTRODUCTION
A high level of resistance, high wear and tear, hardness, strength, and toughness are now required by the industries that produce tools, dies, moulds, and metalworking. The development of novel materials such as titanium, inconel, ceramics, zirconium, stainless steel, carbides, and many other high strength temperature resistant alloys has led to their widespread application in the automotive, aerospace, medical, defence, and tool and die production industries. Such materials make ordinary machining challenging and occasionally impossible. For exceptionally hard and brittle materials, non-traditional procedures are used in place of traditional ones.
Wire cut electrical discharge machining is one such unconventional method (WEDM). An example of contemporary manufacturing is the production process. In order to erode the work material by creating sparks between the work and tool, the WEDM uses a wire that transforms into a tool when current flows through it. To remove the material by erosive action and prevent overheating, the tool and work piece are partially or fully submerged in a dielectric fluid. Computer numerical control (CNC) systems typically maintain a space between the work piece and the wire that ranges from 0.015 to 0.05 mm. The manufacturing of moulds and dies, as well as the aerospace and automobile industries, mostly utilise this method. Most industries are driven by the desire for higher productivity at the lowest possible cost. WEDM must be carried out more effectively due to the rising demand for high-quality products as well as for increased productivity. The modelling and optimization of process parameters to produce a high-quality product while lowering production costs is thus one of the most intriguing and research-intensive fields.
II. SELECTION OF MATERIAL
In this study, the workpiece is made of HCHCr-D2 steel. Size is offered in square, flat, and round shapes. This substance is primarily applied in the manufacturing of moulds and dies, and time, pulse off time, and WEDM current affect the rate of material removal (MMR), as well as the surface roughness (SR). The item code for material HCHCr steel is D2. Table 1 displays the chemical composition of HCHCr-D2 Steel.
|
Composition |
C |
Si |
Mn |
Cr |
|
Percentage |
1.40 - 1.60 % |
0.25 - 0.40 % |
0.20 - 0.40 % |
11 - 12 % |
Table.1. Chemical Composition of HCHCr-D2 Steel
III. LEVELS OF INPUT PARAMETERS
Each parameter has three levels that have been chosen for optimization. It would have taken more experiments to choose more than three tiers. When examining the effects of factors for the first time, choosing fewer than three levels is not justified. Three levels of input parameters for the optimization research are shown in the table.
|
S NO |
PULSE ON TIME (µs) |
PULSE OFF TIME (µs) |
CURRENT (A) |
|
1 |
30 |
6 |
3 |
|
2 |
40 |
8 |
3 |
|
3 |
30 |
6 |
3 |
|
4 |
40 |
8 |
3 |
|
5 |
30 |
6 |
4 |
|
6 |
40 |
8 |
4 |
|
7 |
30 |
6 |
4 |
|
8 |
40 |
8 |
4 |
|
9 |
30 |
6 |
5 |
|
10 |
40 |
8 |
5 |
|
11 |
30 |
6 |
5 |
|
12 |
40 |
8 |
5 |
|
13 |
30 |
6 |
6 |
|
14 |
40 |
8 |
6 |
|
15 |
30 |
6 |
6 |
|
16 |
40 |
8 |
6 |
Table.2. Levels of Input Parameters
IV. WORKING OF EDM
In EDM, the tool electrode and workpiece electrode are both completely submerged in a dielectric fluid such as Kerosene oil, EDM grade oil, transformer oil, distilled water, etc. Typically, the tool is made negative by being connected to the cathode (which is called the negative polarity) and made positive by being connected to the anode (which is called the positive polarity). Intermittent electric discharge is used to machine unwanted material because dielectric strength breaks down at high enough voltages.
Electric discharge machining is done in this way because of the intermittent discharge between the gaps of 10.5 and 125.7 m, which happens after each pulse on duration, produces a very high temperature in a fraction of a second that melts the metal at such a high temperature in the range of 8000oC to 12000oc
that evaporates the metal. There is no current flowing in the circuit for the duration of the pulse off. At this point, dielectric fluid enters the scene and, in addition to cooling the area, serves as a flushing agent, clearing away any debris in the fluid and cleaning the area by washing out microchips.

V. EXPERIMENTAL WORK
Electric Discharge Machine (Die Sinking) Semi-Automatic Machine (EMS 5030), produced by Massive Engineering Pvt. Ltd. in Pune. For the purpose of conducting the studies, the workpiece HCHCr was given negative polarity and the copper tool electrode was given positive polarity. In this experiment, EDM oil with a specific gravity of 0.765 and a flash point of 94 °C was employed as the dielectric medium for external flushing. The flushing pressure was set at 0.4 kgf/cm2.
As will be covered in more detail later, three distinct values of the spark producing current (Ip), two different values of the thickness of the copper flat (t), and three different values of the pulse on duration (Ton) were selected in this case. According to the diagram, the semiautomatic die-sinking machine has a dielectric rotational system with a filter, a pump, and a container for dielectric fluid. System for servo control and power development unit. Device for fixing electro-magnetic jobs that has a tank for a fully submerged workpiece in dielectric fluid while cleansing the outside

As will be covered in more detail later, three distinct values of the spark producing current (Ip), two different values of the thickness of the copper flat (t), and three different values of the pulse on duration (Ton) were selected in this case. According to the diagram, the semiautomatic die-sinking machine has a dielectric rotational system with a filter, a pump, and a container for dielectric fluid. System for servo control and power development unit. Device for fixing electro-magnetic jobs that has a tank for a fully submerged workpiece in dielectric fluid while cleansing the outside.
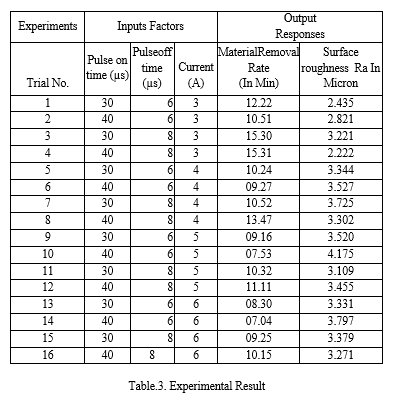
VI. EXPERIMENTAL RESULT
Conclusion
The current study examines the machining of HCHCr (D2) by Die Sinking EDM and looks for the suitable application of output process parameter values while varying the input response variables and gathering various data in accordance with strategies for parameter variation. Following an analysis of the impact of machining responses on MRR, TWR, and SR, final results are reached. The conclusions are as follows: Inferences regarding MRR 10.9051 mm3/min is found to be the MRR\\\'s ideal value. This is discovered at Run-18 when the ideal confluence of the input parameters is copper tool electrode thickness (t) = 8 mm, pulse on duration Ton = 32 s, and Discharge Current Ip = 4A. Also, it is determined that the thickness of the electrode has the least impact on the parameter and that the value of the discharge current (Ip) is the most dominant parameter, followed by the pulse on duration (Ton), which is the most significant factor.
References
[1] Ugrasen, G, Ravindra H.V., Prakash G.V.N., Prasad, Y.N.T.(2015). Optimization of process parameters in wire EDM of HCHCr material using Taguchi’s technique. (Elsevier), Materials Today Proceedings 2 (2015), p.p. 2443-2452. [2] Sahoo, Sarat Kumar., Naik, Sunita Singh., Rana Jaydev. (2018). Experimental analysis of wire EDM process parameters for micromachining of HCHCr steel by using MOORA technique. (2019) [3] Goyal, Parveen., Kumar, Sanjeev., Kumar, Rajesh. (2018). Effect of high chromium platinum steel with composite copper-tin material electrode on electric discharge machining performance. (Elsevier). ICCM: MEMS-2018. Materials Today: Proceedings 5 (2018) 27726-27731. [4] Varma, K. Srujay., Uddien, Shaik Riyaaz, Narendar, G., Prasad, V. Durga., (2018). Grey relational analysis for wire-EDMed HCHCr using Taguchi’s technique. Mechanics, Materials Science & Technology, Vol. 14 2018-ISSN 2412 5954.https://hal.archives ouvertes.fr/hal-01965591 [5] Kumar, Sanjay., Grover, Sandeep., Walia, R.S. (2018). Effect of hybrid wire EDM conditions on generation of residual stresses in machining of HCHCr D2 tool steel under ultrasonic vibration. (Springer). International Journal on Interactive Design and Manufacturing IJIDeM (2018) 12:1119-1137.https://doi.org/10.1007/s12008018- 0474-8 [6] Rao, M. Jagadeeswara., Buschaiah, K., Reddy, M. Chandra Sekhar., (2017). Effects of EDM process parameters on material removal rate, electrode wear rate and surface roughness in Incoloy-800, Online IIRJ, ISSN 2249-9598, Volume-07, June 2017. [7] Sadagopan, P., Mouliprasanth B. (2017). Investigation on the influence of different types of dielectrics in electrical discharge machining. (Springer). Int J Adv Manuf Technol. DOI 10.1007/s00170-017- 0039-1. [8] Harish., Rao, P. Srinivasa (Dr.)., (2017). Optimization of wire EDM with brass wire as electrode on HCHCr steel by using single objective Taguchi approach. International Journal of Advance Research in Science and Engineering (IJARSE) Vol. No. 06, ISSN (O) 2319-8354, ISSN (P) 2319-8346. [9] Dastagiri, M., Rao, P. Srinivasa., Valli, P. Madar. (2016). Optimization of EDM process parameters by using heuristic approach. (Elsevier). ICAMM_2016. Materials Today: Proceedings 5 (2018) 27036-27042. [10] Mahto, Dalgobind., Singh, Narinder., (2016). Experimental study of process parameters through dissimilar form of electrodes in EDM machining. DOI:10.13140/RG.2.1.2558.2320 [ [11] Biradar, Shantisagar., Panchal, Deepak., Gosavi, Vaibhav. (2016). Optimization of EDM process with coated electrode using GRA. IJISET, Vol.3,10.10.2016
Copyright
Copyright © 2023 Anand K, Abinesh M, Anishraj S B, Hariharan K, Kaviyarasu T. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET49776
Publish Date : 2023-03-24
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online