

Ijraset Journal For Research in Applied Science and Engineering Technology
Parametric Optimization of 3D Printing Process
Authors: Mr. Nilesh Katre, Mr. Rahul Gonare, Mr. Raj Rahangdale, Mr. Shrejas Karade, Mr. Shubham Maskare, Mr. Harshal Hulke, Prof. Hemant Baitule
DOI Link: https://doi.org/10.22214/ijraset.2022.46997
Certificate: View Certificate
Abstract
The term “three-dimensional printing” refers to a variety of manufacturing processes used to create a variety of things. Nine identically sized models were created utilising a low-cost 3D printer and polylactic acid (PLA) material using the design of experiments approach (DOE). Infill %, Layer thickness, and Nozzle diameter were the three input parameters that were examined, each of which had three levels. The ideal polylactic acid impact resistance (PLA). Through compressive testing, this study’s goal is to comprehend mechanical characteristics, economic benefits, and environmental advantages. The study’s findings will offer a thorough mechanical inventory for product design and production. This study also points to potential improvements in infill pattern design for additive manufacturing.
Introduction
I. INTRODUCTION
A. Brief Outline
A tangible object can be created using the 3D printing process by building it up from a computer model in multiple thin layers of a material. “A process of combining materials to produce items using 3D model data, often layer by layer,” according to 3D printing. It becomes more and more competitive with traditional (subtractive) production, which often involves the removal of material from a larger block of material using a number of tools and equipment and generating waste. Unlike subtractive manufacturing, which frequently cannot produce more complicated structures and shapes, additive manufacturing (AM) enables the production of bespoke parts. Reduce the manufacturer’s time to create the object with minimal material waste.
In which layers of material are added to create three-dimensional (3D) items using computer-aided designs (CAD). When compared to conventional manufacturing techniques, this technology has the advantage of producing complicated products with a shorter cycle time and at a cheaper cost. The FDM process has several advantages, such as the freedom to design complicated shapes without the need for moulds and the computer’s capacity to develop a product’s internal characteristics, which is not achievable with conventional production methods. Small and large scale components can be produced with 3D printing, but there are several challenges when trying to attain good object strength. Several techniques, including Full Factorial Design, have been used by Design of Experiment (DoE) when applying optimization algorithms. Using the Taguchi technique ,this method has been used to optimize process parameters with response dimension accuracy of PLA.
Additive manufacturing spans many objectives such as material strength of fabricated parts, dimensional accuracy and tolerance of geometrical features, wear properties under tribological tests, etc. The work presented in Sood et al. (2012a) studied the effect of five essential parameters on compressive strength of standard test specimens built through FDM. The study statistically examined the complex dependency of compressive strength by the independent variable controlling the FDM process and proposed a reliable regression equation to predict compressive strength.
B. Research Gap
- The referred research papers made it possible to identify the TWO strongest printing designs. However, none was the best in a comparable application.
- A key component of 3D printing, according to study, is the infill pattern, which greatly affects how strong the final product is.
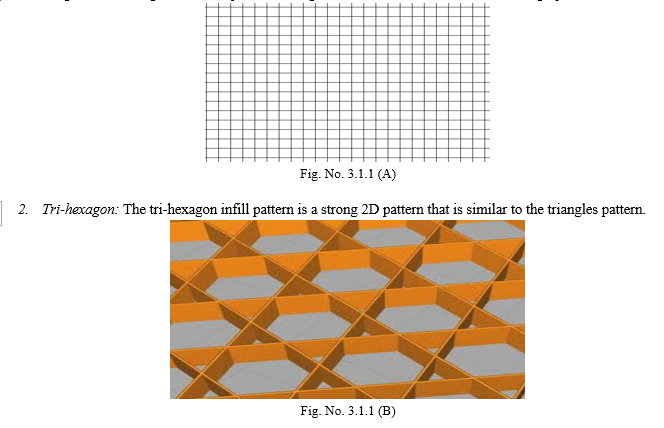
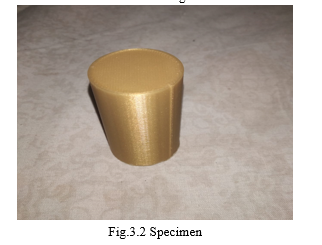
- So we made the decision to demonstrate it through our initiative. So, the patterns that will be put to the test are Grid and Tri-hexagon.
C. Problem Statement
First Layer Adhesion Issue The condition when the first layer of the print does not adhere to the bed is Referred to as this issue. One of the most frequent issues with 3D printing that Users run into is this one.
Outcome-
- Verify that the bed is level.
- Verify the bed temperature.
- Set the ideal printed speed.
- Adjust the Fan speed.
D. Objectives
- To identify Input and output 3d printing process parameter’s
- To Optimize 3D Printing Process.
- To Identify effective Input parameters for 3d printing.
- To find out the build time.
- To design of Experiment by toguchi method using L9 array.
- To find out the maximum Compressive strength.
II. METHODOLOGY
A. Selection of Material
Polylactic acid was used as the printing medium for this experiment (PLA). PLA is a thermoplastic polyester material with acceptable mechanical qualities and good processing performance. In comparison to ABS, a material that is frequently used for printing with the FDM technique, it was discovered that PLA provided better dimensional accuracy. operating temperatures for this material range from 190°C to 220°C.
B. Selection of Infill Pattern
- Grid: A grid is something which is in a pattern of straight lines that cross over each other, forming squares.
C. Selection of the Process Parameters
They used different printing parameters in their experimental work and manufactured comprehensive test samples made from PLA material printed
with using different printing parameters including input parameters Infill percentage, Layer thickness, nozzle diameter and including output parameters comprehensive strength, Printing time of the specimens.
|
Input Parameters |
1st Value |
2nd Value |
3rd Value |
|
Infill Percentage(%) |
10 |
20 |
40 |
|
Layer Thickness(mm) |
0.15 |
0.25 |
0.30 |
|
Nozzle Diameter (mm) |
0.4 |
0.5 |
0.6 |
Table No.2.3 Input parameters
III. DESIGN OF EXPERIMENT
In order to determine which elements are more essential than others and how they affect the performance requirements, the Taguchi's orthogonal array L9 (34) is utilized. In order to determine which elements are more essential than others and how they affect the performance requirements, the Taguchi's orthogonal array L9 (34) is utilized.
|
Specimens No. |
Infill percentage (%) |
Layer Thickness (mm) |
Nozzle Diameter (mm) |
|
1 |
10 |
0.15 |
0.4 |
|
2 |
10 |
0.25 |
0.5 |
|
3 |
10 |
0.30 |
0.6 |
|
4 |
20 |
0.15 |
0.5 |
|
5 |
20 |
0.25 |
0.6 |
|
6 |
20 |
0.30 |
0.4 |
|
7 |
40 |
0.15 |
0.6 |
|
8 |
40 |
0.25 |
0.4 |
|
9 |
40 |
0.30 |
0.5 |
Table No.3.1.3 Design of Experiment
A. Printing Parameters
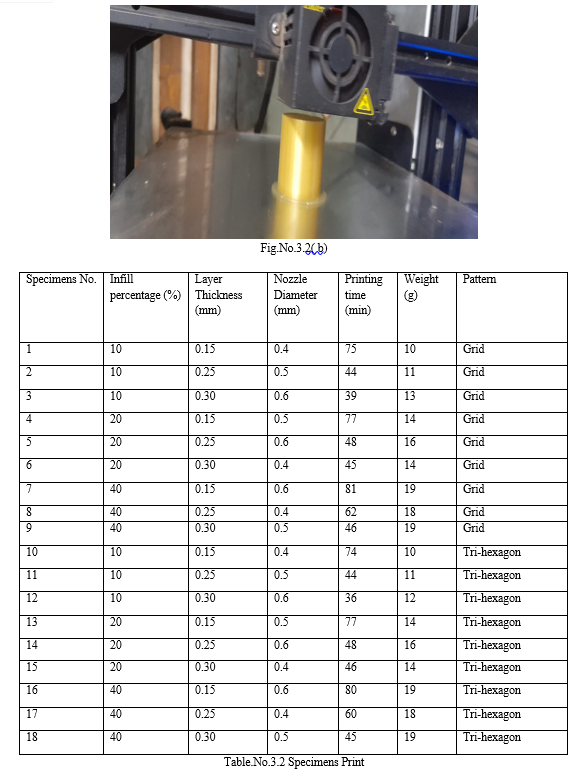
CREO software was employed to create a 3D model. to employ a consistent testing strategy. Dremel DigiLab 3D Slicer and Ultimaker Cura, two distinct pieces of software, were used to slice the 3D model. The printing settings that were employed to create the test specimens are shown in Table No. 3.1.2. Polylactic Acid was the substance used for the printing of the specimens (PLA). the two infill designs that were examined in this study. They are the most popular patterns on the slicer programmes Ultimaker Cura and Dremel DigiLab 3D Slicer. The fact that Cura is free and open-source makes it among the most popular slicer programmes. The standard test specimen for measuring strength is described as taking the shape of a right cylinder in "Standard Test Method for Compressive Properties of Rigid Plastics." The ideal size is 50 mm long and 30 mm wide.
B. 3D Printing Process
The process of building a three-dimensional object from a CAD model or digital 3D model is known as additive manufacturing, or 3D printing. It can be carried out via a variety of techniques in which material is brought together, often layer by layer, and then deposition, joining, or solidification are controlled by computers. Rapid prototyping was a more accurate word for 3D printing at the time because it was thought to be solely useful for producing functional or aesthetically pleasing prototypes.
- Step1 3D Model creation
Using computer-aided design (CAD) software or a 3D object scanner, the designer first generates a 3D model of the object that will be printed. Since the part is a copy of the 3D model, every detail must be accurate and its external geometry must be properly described. There are still restrictions and guidelines to follow while designing to get the best results, even though additive manufacturing (AM) can print complicated parts and allows the product designer greater design flexibility than traditional manufacturing procedures.
2. Step2 STL file creation
When the designer is satisfied with the design, the user changes the CAD file to standard tessellation language (STL), a file format for AM that 3D Systems created in the late 1980s for use in its Stereolithography (SLA) machines. Here we may learn how to create an STL file and utilise it for 3D Printing. Any model can be saved as an STL file in the majority of CAD programmes, including SolidWorks, Inventor, and Catia. However, all printer producers offer software that can convert any CAD format into an STL file.
3. Step3 STL file transfer
Next, the STL file is sent to the printer, frequently with the help of specialised machine software, where the model will be adjusted to align for printing. At this point, machine software may produce its file with additional data, such as the support structure and temperature. The STL file's data is subsequently converted into G-code by machine software. G-code instructions give actuators, such motors, instructions on where to go, how quickly to go there, and which direction to take.
4. Step4 Part building
The design is gradually constructed one layer at a time once the build has begun. This build procedure could take hours or even days to finish depending on the build size, the printing machine, AM technology, material, and printing resolution.
5. Step5 Part removal
In some instances, the part or parts may need to cool off after being built before being removed from the machine. Again, depending on the machine and technique, removal could range from wire degrading from the build plate in DMLS to simply peeling off the build platform in the case of FDM.
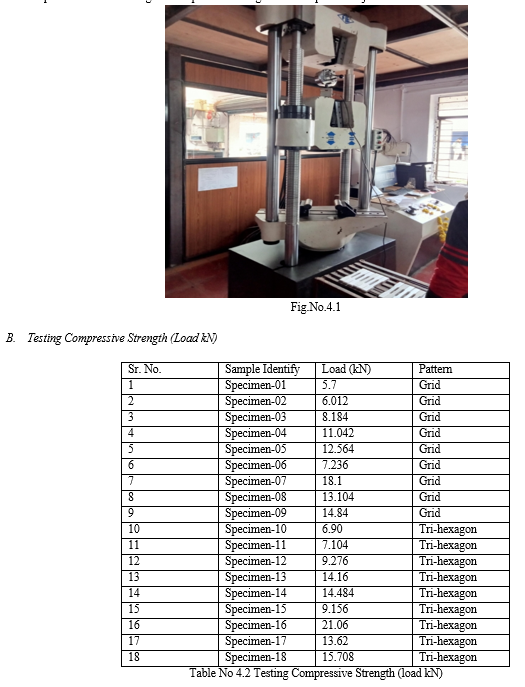
IV. EXPERIMENTAL SETUP
A. Experimental on UTM Comprehensive strength Test
To ascertain the impact of various FDM process parameters on the compressive strength of made components utilising acceptable process parameter configurations, numerous research have been carried out. According to earlier research, layer thickness is the most important factor affecting the compressive strength of FDM-printed objects.
Conclusion
The DOE technique and taking into account the important input parameters (infill %, layer thickness, and nozzle diameter) for each output parameter improved the FDM 3D printing technology used to create PLA samples (maximum comprehensive strength, build time).
References
[1] E. Tontowi and D. A. Putra,Optimization of 3D-Printer Process Parameters for Improving Quality of Polylactic Acid Printed Part,DOI: 10.21817/ijet/2017/v9i2/170902044
[2] Junhui Wu ,Department of Electrical and Mechanical Engineering, Jiangxi Water Resource,Study on optimization of 3D printing parameters,doi:10.1088/1757-899X/392/6/062050
[3] Mohammad Shirmohammadi1,Saeid Jafarzadeh Goushchi1,Peyman Mashhadi Keshtiban,Optimization of 3D printing process parameters to minimize surface roughness with hybrid artifcial neural network model and particle ,swarm algorithm,doi.org/10.1007/s40964-021-00166-6
[4] Dr. Tahseen Fadhil Abbas1, Dr. Farhad Mohammad Othman2, Hind Basil Ali3,Influence of Layer Thickness on Impact Property of 3D-Printed PLA,www.irjet.net e-ISSN: 2395-0056
[5] Atefeh Rajabi Kafshgara,Saber Rostamia,MRM AlihaaF Berto ,Optimization of Properties for 3D Printed PLA Material Using Taguchi, ANOVA and Multi-Objective Methodologies ,10.1016/j.prostr.2021.12.011
[6] Dr. Saddam Rateb Darawsheh: Selection of Additive Manufacturing Technology for Optimized Intake Manifold: A Review -- Palarch’s Journal Of Archaeology Of Egypt/Egyptology 17(9). ISSN 1567-214x
[7] Nikolaos A. Fountas1,John D. Kechagias2, Aris C. Tsiolikas2 and Nikolaos M. Vaxevanidis?1,Multi-objective optimization of printing time and shape accuracy for FDM-fabricated ABS parts,DOI: https://doi.org/10.12989/mca.2020.1.2.115
[8] Benoit Pernet,Jaquelyn Kay Nagel,Hao zang.Compressive strength of 3d printing Infill pattern, Procedia CIRP 105 (2022) 682–687
[9] Kyriaki-Evangelia Aslani ,Dimitrios Chaidas ,John Kechagias ,Panagiotis Kyratsis and Konstantinos Saloniti.Quality Performance Evaluation of Thin Walled PLA 3D Printed Parts Using the Taguchi Method and Grey Relational Analysis.doi:10.3390/jmmp4020047
[10] C. Buchanan, and L. Gardner.Metal 3D printing in construction: a review of methods, research, applications, opportunities and challenges.CIST_P66773.
[11] Tomasz Bartkowiak, Agata Walkowiak-?liziuk.3D PRINTING TECHNOLOGY IN ORTHODONTICS – REVIEW OF CURRENT APPLICATIONS.DOI: https://doi.org/10.5114/jos.2018.83410
[12] William Gorman, Cameron Hastings, Daniel Pfaff.Building a 3D Printer: Motors and Controls
Copyright
Copyright © 2022 Mr. Nilesh Katre, Mr. Rahul Gonare, Mr. Raj Rahangdale, Mr. Shrejas Karade, Mr. Shubham Maskare, Mr. Harshal Hulke, Prof. Hemant Baitule. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET46997
Publish Date : 2022-10-06
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online