

Ijraset Journal For Research in Applied Science and Engineering Technology
Pressure Control in Production Line
Authors: Joseph E. A , Balogun A. B.
DOI Link: https://doi.org/10.22214/ijraset.2022.44288
Certificate: View Certificate
Abstract
Production Line entails the process of producing goods and services in the industry. In this line, some enclosed (closed field) systems, where materials go in and out are enclosed. In order to deal accurately with or control these enclosed lines standardly, the relation with the material and pressure is used along Fuzzy controller, to control the movement of the material in the enclosure. The work is based on the principle of material motion using a sensor and a micro-processor. the pressure sensor senses a pressure in the closed field, the process variable, transforms it to analog voltage equivalent. The analog-to-digital converter (ADC) converts the analog signal to digital equivalent. The converter divides, or digitizes the input signal into many digital counts, which represent the magnitude of the voltage (0.2 – 4.8)Vdc and/or the material input into the cooler. This division of the input signal into several counts is called resolution. In this research work, the ADC breaks down the input signal using 10 bits (that is 210) parts = 1024 parts or 10 bit resolution. The decimal value for the conversion of the (15 – 115) KPa or (0.2 – 4.8)Vdc by the ADC is 0000 to 1024, with 0KPa/0V =0 Count or lowest material input and 115KPa/4.77V = 1024 Counts or highest material input Afterwards, the digitized/decimal value is fuzzified, fuzzy processed, de-fuzzified and then changed to real-life signal. This work finds application in any closed field production line.
Introduction
I. BACKGROUND OF STUDY
In creation, nature adapts natural control system for system stabilization. As man come of age, the dare need for control system in the day-to-day activities started emerging, with the conventional manual control system, such as the hard-wired type taking the centre stage. Due to the numerous disadvantages of this control system, a better control system, the closed-loop or automated control system emerged, with greater ease of operation than the manual counterpart. This automatic transmission is commonly used as automotive power transmission control system in today’s world of control. In accordance with this trend, automatic transmission controls have been extensively carried out. Since the ultimate viability control is dominated by precise pressure control at the level of the material input into enclosed system, such as pressure control cooler of cement production line in that industrial machine. In this set up, pressure control was carried out by a sensor, which senses the pressure in the cooler, and then use the variable to control the process, which can potentially attain superior efficacy in case the actuator can be easily incorporated into model-based observer/controller design. Simulation analysis is performed to allow key system characteristics, based on which a nonlinear system identification procedure is carried out. In the identification simulation procedure, an organizing fuzzy logic controller (FLC) analyze adaptively pressure in an enclosure supplied through a friction element of an automatic transmission (the sensor - MPX4115). In this research work, the controller uses a pressure sensor table in Keep-Alive Memory (KAM) of a Microprocessor, to store the adaptive pressure for each controller action. The adaptive pressure is also multiplied by a factor determined from the deviation in the pressure reading for the shift event. Once the adaptive pressure is calculated, the adjustment is added to the cells of the adaptive pressure matrix that correspond to the motor speed, determined through a Pulse-Width Modulation technique (PWM), and invariably the rate at which material in the enclosure could be ejected in relation to the control of pressure.
II. REVIEW OF RELATED WORK
A. History of Closed-Loop Control in Production Line
Before the advent of close-loop control system, open-loop system had been in use, in production line in 1950s (Segovia and Theorin, 2012). This is a hardwired type using relays and incorporated devices to achieve control. The problems associated with such control as this is that, it is highly dense, in terms of components and occupies large space, very expensive, maintenance and repairs is hard to achieve, and finally and most especially, the product quality is poor due to some reasons, such as laxity on the part of the operator and/or the componential systems. Because of the numerous problems associated with the manual control system, the closed-loop or automated control system was researched into. In 1946, the name automation was coined in the automobile industry to increase the use of automatic devices and controls in mechanized production line. This was attributed to D.S Harder, an engineering manager at the Ford Motor Company at that time.
In 1956, Thomson Ramo Wolridge (TRW), in conjunction with Texaco Oil initiated a computer control process meant for system supervision, printing instruction only. But in 1962, the British Imperial Chemical Industries replaced the analog hardwire control with Argus computer (Segovia and Theorin, 2012). This Direct Digital Control (DDC) used enable the computer to perform the process control. Though efficient, compared to the hardwired type, the computer control was complex and executes several programs at the same time and in any order. It was also interrupted by changes in environment, such as heat and radio waves, to give unsatisfactory output.
The father of process control came to being in the late 1960s, when the Programmable Logic Controllers (PLC) was given birth to by the Hydraulic Division of the General Motors. PLCs are solid-state members of the computer family using integrated circuits instead of electromechanical devices to implement control functions (Bryan and Bryan, 1997). They poccess the ability to store instructions like sequencing, timing, counting, data manipulation, arithmetic, communications e.t.c in order to control industrial machines and processes. Being a hardware system, PLCs are driven by some software systems, such as Proportional Integral and Derivative (PID), Fuzzy Logic e.t.c.
B. Fuzzy Logic Control in Production
Fuzzy logic was first proposed by Lofti A. Zadeh of the University of California at Berkeley in a 1965 paper. The elaboration on this ideas was done by Zadeh, 1973 in a paper that introduced the concept of "linguistic variables", which in this article equates to a variable defined as a fuzzy set. In 1974, successfully, fuzzy set was applied to an industrial control of cement kilns (Mamdani and Assilian, 1975). Pressure control was first used in this set-up to control the pressure in the cooler of that industrial machine. In this set up, pressure control was carried out by a sensor, which senses the pressure in the cooler, and then use the variable to control the process.
III. METHOD
A. Traditional Systems Control
The use of fuzzy logic to control certain parameter in closed-loop systems control such as pressure in production line (the cooler in cement production line) represents knowledge in form of IF(condition)-THEN (action) rules, which specify actions that will be executed when certain conditions are met. This is called rule based systems. This could be related to controlling the pressure/material in a kiln system
The methodology used in the analysis of this paper is traditional method, old ideas of analysis are brought into the fore. This entails the idea of fuzzification- an idea of using membership function and labeling to represent the input data (crisp data), called the fuzzy set. The fuzzy set is then acted upon by the inference engine (the knowledge-based and the decision maker), the output from the inference engine is then defuzzified, that is changed back to the crisp data for the output control mechanism. The above summary is the action of the fuzzy logic controller.
Many implementations consist mainly of these three components (Brachman & Levesque, 2004):
- The system control Rules (PR): A set of rules (also known as IF-THEN rules) having a two part structure; the antecedent, carried out by a set of conditions and a consequent set of actions.
- Working Memory (WM): Represents the current knowledge or facts that are known to be true so far. These facts are tested by the antecedent conditions of the rules and the consequent part can change them.
- Inference Engine (IE): The rules decision maker and the outcome determiner. It interprets the data in the system control rules stored in WM to give the consequence.
“If one wants a machine to be able to discover an abstraction, it seems most likely that the machine must be able to represent this abstraction in some relatively simple way” (McCarthy 1959). As analyzed above.
B. Simulation Process
Simulation constitutes a wonderful tool in today’s world of engineering education and research. It provides veritable information in the analysis of system process without necessarily embarking on the physical construction of such system. This research work, pressure control of production transmission line using, was analyzed using simulation tool.
C. Device and Specification
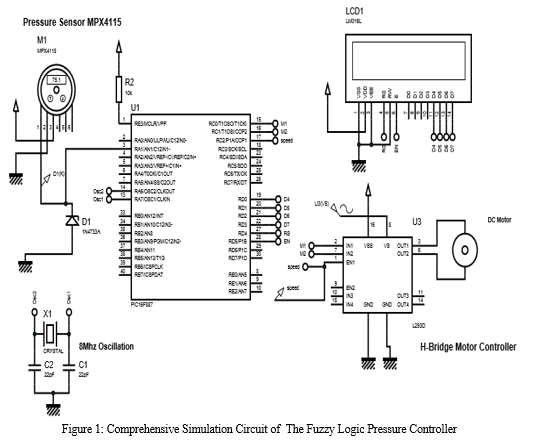
The devices used in carrying out the simulation process (see Figure 1) are:
Pressure Transducer/Sensor (MPX4115) – This has the following pressure range measured in KPa : (15 – 115)KPa.
Crystal Oscillator
Capacitor
Diode
Resistor
Micro-processor – This comprises of the Analog-Digital Converter (ADC), Fuzzifier, Fuzzy Processor (The Knowledge Base and the Inference Engine), Defuzzifier and Digital-Analog Converter (DAC).
LCD Display
Motor Driver (H-Bridge Motor Controller)
DC Motor
D. Simulation Operational System
The pressure sensing is carried out by manually operating the pressure sensor, the pressure in KiloPascal (KPa) could either be increased or decreased. The analog pressure value from the output of the pressure sensor, which has been transduced to electrical signal (the voltage) in the range of 0.2 – 4.8 Vdc, is then transmitted into the microprocessor, where the following functions take place:
- Conversion of the analog voltage into digital data by the ADC (10 bit resolution).
- Translation of the digital (crisp) data into fuzzy sets of membership functions with labels by the defuzzifier.
- Fuzzy processing of the membership functions.
- Re-translation of the fuzzy processing output (fuzzy value) back to digital data.
- Conversion of the digital data back to the analog (Real-Life) signal by the DAC, which is understood by the motor.
IV. RESULT
V. RESULT ANALYSIS
A. The Resolutions (Figurations)
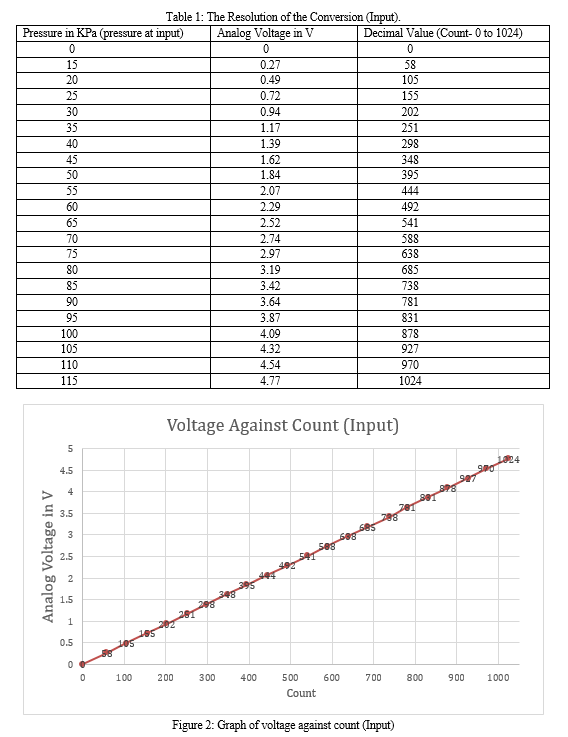
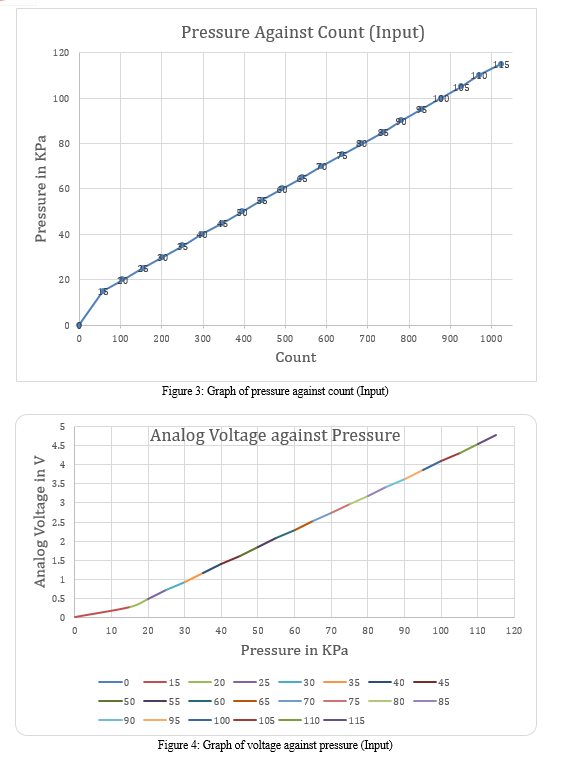
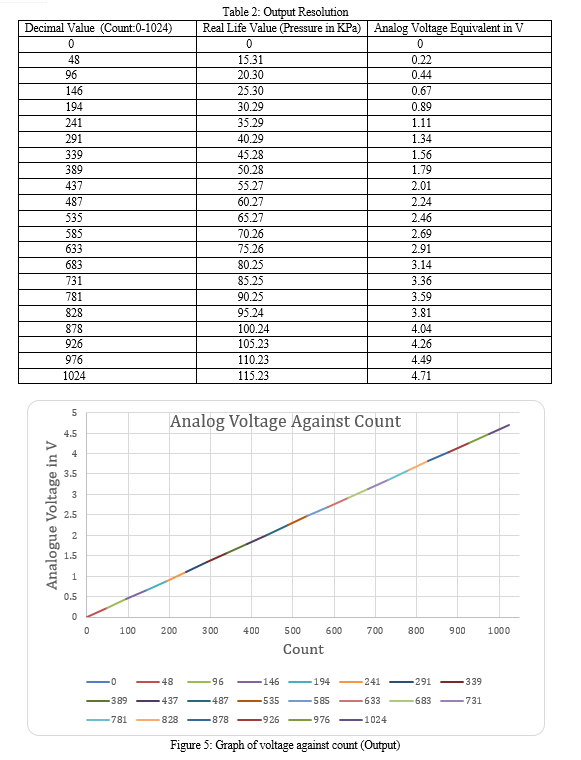
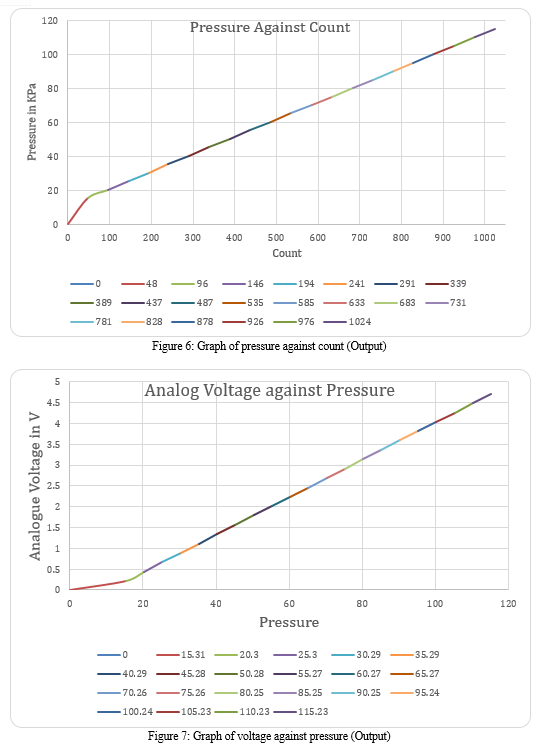
In Figure 2, for the input resolution, as the voltage of the system is increasing, the count also increases; this statement is also true for the output resolution of Figure 5. Also in Figure 3, for the input resolution, as the pressure in the cooler increases, the count increases; this is also true for the output resolution of Figure 6. Figure 4 is another chart which shows the relationship between voltage and pressure. For the input resolution, as the voltage is increasing, the pressure also increases; this is also true for the output resolution of Figure 7.
In a nutshell, the Figurations interpret that as the material comes into the cooler, pressure mounts gradually, as the material increases, the pressure increases, which is read by the sensor, sent to the micro-processor to increase the speed of the motor in Figure 1 and hence increases the rate at which material exits the enclosed cooler, in order to create space for incoming material.
B. The Resolutions (Tabulations)
The result analysis shown in Tables 1 and 2 were gotten from the simulation process of the fuzzy logic pressure control. Some of the values in the Tables were gotten directly from the simulation, while some were calculated for. Example the pressure and voltage readings in Table 1 were read directly, while the count reading was calculated for by the system analysis.
In table 2, the pressure reading was read directly, while the counts as well as the voltage readings were calculated for by the system analysis.
The Tabulations also interpret that as the material comes into the cooler, pressure mounts gradually, as the material increases, the pressure increases, which is read by the sensor, sent to the micro-processor to increase the speed of the motor in Figure 1 and hence increases the rate at which material exits the enclosed cooler, in order to create space for incoming material.
In its entire operation, the pressure sensor senses a pressure in the closed field (the cooler), transforms it to analog voltage equivalent. The analog-to-digital converter (ADC) converts the analog signal to digital equivalent. The converter divides, or digitizes the input signal into many digital counts, which represent the magnitude of the voltage (0.2 – 4.8)Vdc and/or the material input into the cooler. This division of the input signal into several counts is called resolution. In this research work, the ADC breaks down the input signal using 10 bits (that is 210) parts = 1024 parts or 10 bit resolution. The decimal value for the conversion of the (15 – 115)KPa or (0.2 – 4.8)Vdc by the ADC is 0000 to 1024, with 0KPa/0V =0 Count or loweat material input and 115KPa/4.77V = 1024 Counts or highest material input. Table 1 shows the result analysis. Afterwards, the digitized/decimal value is fuzzified, fuzzy processed, de-fuzzified and then change to real-life signal (as analyzed in Table 2).
Conclusion
Conclusively, it is seeing that the control of the pressure in the enclosed system, the cooler made a standard of the production line by giving accurate material exit from the cooler via the read pressure in the enclosed system in order to give for incoming material to avoid over blotting of the enclosed system, which could lead to unwarranted system failure and hence, unnecessary wastage in the production line. This applies to any other enclosed system in any production line.
References
[1] Brachman R. J and Levesque H. J (2004). Knowledge Representation and Reasoning. Morgan Kaufmann. [2] Bryan L. A and Bryan E. A (1997). Programmable Controllers (Theory and Implementation, Atlanta, Georgia: Industrial Text Company Publication. [3] McCarthy, J (1959). Programs with Common Sense, in Proceedings of the Teddington Conference on the Mechanization of Thought Processes, London: Her Majesty\'s Stationery Office. [4] Mamdani E. H & Assilian, S (1975). An experiment in linguistic synthesis with a fuzzy logic controller. International Journal of Man-Machine Studies, 7: 1-13. [5] Segovia, V. R & Theorin, A. (2012). Hjstory of Control (History of PLC, DCS).
Copyright
Copyright © 2022 Joseph E. A , Balogun A. B.. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET44288
Publish Date : 2022-06-15
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online