

Ijraset Journal For Research in Applied Science and Engineering Technology
Rejection Analysis of Casting Defect Using Statical Quality Tools
Authors: Sandur Amar Waghambar , Ingle Akash Prabhakar, Gaikwad Akshay Eknath , Gaikwad Vishwajeet Prakash, Prof. Nagraj Biradar
DOI Link: https://doi.org/10.22214/ijraset.2022.42995
Certificate: View Certificate
Abstract
In the industry different type of casting component are produced, nowadays increasing demand of high-quality casting component at right time. For the quality casting component required skill and knowledge. In small industry use trial and error technique defect analysis it is used for reduced rejection percentage of casting compound but this process is time consuming and economical and also this process has less control on rejection of casting components the main aim is produced defect free components at right time and increase the quality of casting components, in this paper used statistical quality tools and Auto-cast simulation software for finding root cause of casting defect. Ishikawa diagram, why-why analysis and brain storming this are statistical quality tool used for rejection analysis casting. Using statistical quality tools cover defect like sand drop, sand fusion, blow hole cold shut etc. but leakage defect root cause not found using statistical quality tool. For minimize leakage defect use auto-cast simulation software find out the root cause. Taking the corrective action and reduced rejection percentage of casting defect of RDP Carrier.
Introduction
I. INTRODUCTION
Metal Casting process in the oldest manufacturing process for the making the metal component, in this process is very useful for manufacturing complex shape component. Metal casting process nothing but it is process in which molten metal poured into the mold cavity and allow solidifying. The casting process is very useful for the casting for production of small as well big casting component. For survive in the market produced high quality component with less time and decrease the rejection percentage.
RDP Gear Carrier is part is made for high temperature metal poured in and sand molding hence it sustains for high pressure without Fracture. For production of high-quality casting component defect must be decrease. Finding root cause of casting defect use the different statistical quality tool and auto-cast simulation software, in statistical quality tool sused Ishikawa diagram, why-why analysis, Pareto chart, brain storming for finding root cause.
In this process used the statistical quality tool and auto-cast simulation reduced the rejection percentage of casting defect and improve the quality of casting component.
II. LITERATURE REVIEW
Avinash Juriani: Studied the casting defect with a case study. These papers explained the defect of casting and also give the cause of the defect and provide remedies. This paper is identifying the casting defect and find primary solution it has to improve the quality of the casting component and reduce the rejection.
Siekanski and Borkowski (2003): The root cause of various non-conformities was found using the Ishikawa diagram and Pareto analysis. The paper demonstrates some basic techniques that can be used in identifying the key causes of defects in heavy industry casting process. It shows that material factors, accepted technology, and the human factor all have a significant impact on casting efficiency. The diagram of Ishikawa represents reasons responsible for the problems investigated in a complex manner - large quantities of defects are caused by material and negligence of workers and technology. Their main focus was on the defects that arise due to human error while operating. They recorded a 2 percent reduction in the current rejection percentage by correcting the human factor.
Abolarin 2010: Study the moulding sand property using Tuden Wada Clay as a Binder. Moisture constraint and clay are affected. The sand property for the foundry moulding sand. River Niger sand is a more usable product and Tudun wada clay is alternative to bentonite for binding clay in foundry mold. The river Niger sand and Tuden wada clay with proper water is suitable for alloy components in the foundry.
C.M Chaudhari 2014: Detailed study of casting defects using Auto Cast software it helps to increase the casting quality of the component in which we know the defect in casting before actual casting of product. It has to reduce defect in casting directions predification are achieved with help of proper getting system design.
III. METHODOLOGY
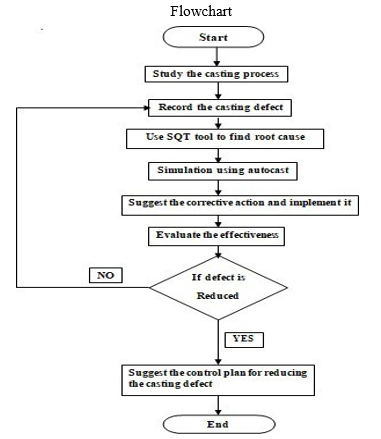
Casting defect analysis is the process of finding root causes of casting defect and taking corrective action on it and reduced rejection and improves the quality
of casting. Above figure it is Flowchart and indicates procedure to reduce casting defect.
A. Data Collection
- Defect In The RDP Gear Carrier: First study the casting defect found in the RDP Carrier. There are four major defects occur in RDP Carrier which is sand drop, shrinkage porosity (leakage), sand fusion and blow hole study this defect in detail.
|
Defects |
Sand Drop |
Shrinkage porosity |
Leakage Rejection |
Blowhole |
|
Rejected Quantity |
176 |
133 |
108 |
55 |
|
Poured Quantity |
Rejected Quantity |
Total Rejection (%) |
|
5328 |
540 |
10.14 |
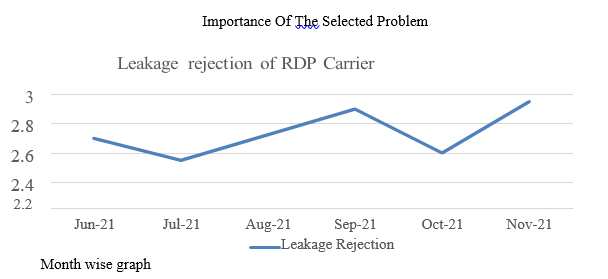
- Average rejection of last 6 month - 2.74%
- Minimum Rejection - 2.60%
- Maximum rejection - 2.96%
IV. RESULT
From the result of the application approach in the foundry shop the following results were obtained. The rejection due to Blow holes defects were reduced from 2.74% to 1.21% by reducing the moisture and increasing the permeability of sand.
The rejection due to shrinkage defects were reduced from 2.52% to 0.89% by using slag -30 material and maintaining the temperature minimize the holding of metal.
The rejection due to leakage defects was reduced from 2.75% to 1.5% by analysing and using quality tools.
The rejections due to sand drop defects were reduced from 2.13% to 0.9% by maintaining the bentonite in sand and additives.
The overall result of present work is clearly shows that by applying DMAIC approach the rejection has reduced from 10.14% to 4.5% and saving of cost Rs 11.04lac.
Conclusion
Defect free casting is indispensable in the manufacturing sector as casting is one of the most promising manufacturing processes to produce complex part with intricate details. Defect free casting is the main challenged currently faced by industry owing to difficulty to control the process parameters and therefore industries have to implement and adopt various practices and methodologies to improve the casting process. It is concluded from available literature that simulation practices are best amongst other strategic tools as it saves time as well as capital investment before the start of actual production and is beneficial tool to identify challenges that may occurs during casting process to minimise defects. The other approaches are also beneficial such as Pareto analysis, design of experiments, DMAIC (Define, Measure, analysis, improve, control), Simulation, cause and effect diagram to analyse the current scenario of casting defects and with crucially analysis those defects the quality of the process can be improved.
References
Experimental Validation” [2] Mr. Kumbhar K.N. “Brain storming technique: Innovative Quality Management Tool for Library” [3] Luca Liliana. “A new model of Ishikawa diagram for quality assessment” [4] Mojgan Rashtchi, Reza Porkar “Brain storming Revisited: Does Technology Facilitate Argumentative Essay Writing” [5] B. Chokka lingama, V. Rajaa, J. Anburaj b, R. Immanuala, M. Dhinesh kumar “Investigation of Shrinkage Defect in Castings by Quantitative Ishikawa Diagram” [6] Dr D. N. Shivappa, Rohit and Abhijit Bhattacharya, “Analysis of Casting Defects and Identification of Remedial Measures–A Diagnostic Study” [7] A. Chojecki and J. Mocek, “Gas pressure in sand mold poured with cast iron”
Copyright
Copyright © 2022 Sandur Amar Waghambar , Ingle Akash Prabhakar, Gaikwad Akshay Eknath , Gaikwad Vishwajeet Prakash, Prof. Nagraj Biradar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET42995
Publish Date : 2022-05-20
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online