

Ijraset Journal For Research in Applied Science and Engineering Technology
Role of Additive Manufacturing in Investment Casting Process
Authors: Mohit Sigirisetty
DOI Link: https://doi.org/10.22214/ijraset.2022.41227
Certificate: View Certificate
Abstract
The aim of this study was to describe systematically the best available evidence of Additive manufacturing (AM) technology for different casting paths and How Rapid Investment casting (RIC) is revolutionizing the field of casting. The objective of this systematic review is to investigate the capabilities and effectiveness of Additive Manufacturing to provide an effective solution for investment casting production. Google Scholar, ResearchGate, Mendeley, ScienceDirect databases are used for research purposes. The conventional method of Investment Casting is less effective in terms of cost and time to develop new hard tooling wax patterns for low volume production and prototypes. To overcome this problem, we introduced additive manufacturing for making patterns for investment casting. This paper reviews the specific applications of Rapid prototyping in the field of casting. After applying the inclusion criteria, we found 40 articles for reviewing. This study concluded that using Additive manufacturing in Investment casting in place of the conventional method is more cost- effective and time-efficient.
Introduction
I. INTRODUCTION
A. About Additive Manufacturing
Additive Manufacturing is defined by a range of technologies that are capable of translating virtual solid model data into physical models in a quick and easy process. AM technologies produce parts by polymerization, fusing, or sintering of materials in predetermined layers without the need for tools. The replica of the final product is made in CAD Software and then the CAD data is sliced into a series of 2D cross-sections of a finite thickness. These cross-sections are fed into 3-D printers so that they can be combined, adding them together in a layer-by- layer sequence to form the physical part. The geometry of the part is therefore clearly reproduced in the AM machine without adjusting various parameters for manufacturing processes, like attention to tooling, undercuts, draft angles, or other features. We can say therefore that the AM machine is a What You See Is What You Get (WYSIWYG) process that is particularly valuable when the geometry is more complex. This fundamental drives nearly all AM machines, with variations in each technology in terms of the techniques used for creating layers and in bonding them together. Further variations include speed, layer thickness, range of materials, accuracy, and in fact cost. These processes also are referred to as “layered manufacturing”, “freeform fabrication”, “rapid prototyping”, “rapid manufacturing”. AM technologies have improved to the extent that a lot of manufacturers are using AM machine output for end-product use. Direct Digital Manufacturing opens the door to several exciting and novel applications that were wont to be considered impossible, infeasible, or uneconomic. The possibility of mass customization is considerable now, where a product can be produced according to the tastes of an individual consumer but at a cost-effective price.[1]
B. About Rapid Investment Casting
The term Rapid Investment Casting (RIC) represents the utilization of AM technologies in investment casting. The designing as well as the manufacturing for the development of master patterns can be made cost-effective by applying this technology. The implementation of Additive Manufacturing also results in a reduction of casting time while providing the same quality to the final product. It is cost-effective even for single or small-scale production. A large number of cost-effective solutions for investment casting of orthopedic implants using additive technologies have been reported in the literature. Rapid investment casting can be classified into three approaches. They are RP- fabricated IC sacrificial patterns-fabricated molds for wax injection, Direct fabrication of ceramic IC shell molds. RP-fabricated IC sacrificial patterns are further classified into the wax and non-wax patterns and RP-fabricated molds for wax injection into Indirect and direct tooling.[1]. There is a huge impact of 3-D printing on the manufacturing sector. The development of the AM technology has been forwarded into the next era with a wide range of materials used by machines, higher accuracy, and reducing the relative cost of production.
AM is a fabrication method with high potential to improve the conventional manufacturing methods in the future due to its characteristics such as no need for tooling in mass customization, short production time, relatively economical for mass production with a complex configuration, and able to minimize the material waste produced.
The advance of technology is impressing some designers and artists too since it can build up their desired ideas precisely with high levels of complexity. Furthermore, the final product can be done without a large number of skilled craftsmen and longer periods.[2]
There are various issues faced by the conventional method. Some of the main limitations in mold making using traditional techniques (e.g., machining) include constraints like limitations on minimum wall thickness, elimination of sharp corners, and undercuts resulting in higher draft angle resulting in increased fabrication costs. This is further amplified within the case of tooling for parts with higher design complexity.
Often, this results in non-functional part design modification (often adding weight to the casting) and/or additional processing steps after casting.
The final objective of this work is to analyse the capabilities and effectiveness of Rapid Prototyping to provide an effective solution for investment casting production. In the following section, we review the types, applications, advantages, and limitations of additive manufacturing in the field of metal casting. In the methodology section, we propose a design flowchart for the workflow of this study. Few case studies are provided as evidence. Conclusions and important findings are summarized in the final section
II. RESEARCH METHODOLOGY
For conducting research of this study, research papers are selected on the topic by using key words like Role of Additive manufacturing in casting OR AM in casting OR AM in different casting process OR 3D printing in casting OR 3D printing in different casting fields Rapid manufacturing in field of casting OR RM in different casting process OR Rapid Investment Casting OR RP-fabricated IC sacrificial patterns OR RP-fabricated moulds for wax injection OR Direct fabrication of ceramic IC shell moulds OR Indirect tooling using AM OR Direct tooling using AM without applying any inclusion or exclusion criteria.
A. Research Questions
The goal of our Systematic Review study is to explain about additive manufacturing and rapid investment casting. The main questions on which our full study is based are stated below:
- How Rapid Investment casting (RIC) is revolutionizing the field of casting
- What are the limitations of conventional investment casting process?
- What are the benefits of introducing additive manufacturing technology in investment casting?
B. Eligibility Criteria
The studies eligible for this systematic review followed the criteria:
- Studies of Additive Manufacturing
- Studies of Rapid Investment Casting
- Studies that evaluate the AM in the field of casting
- Studies published in English.
The exclusion criteria applied in this study are listed as follows:
a. Research paper having less than 4 pages
b. Cases of AM in fields other than casting
c. Studies without proper statistical and legitimate data
d. Studies published before 1994.
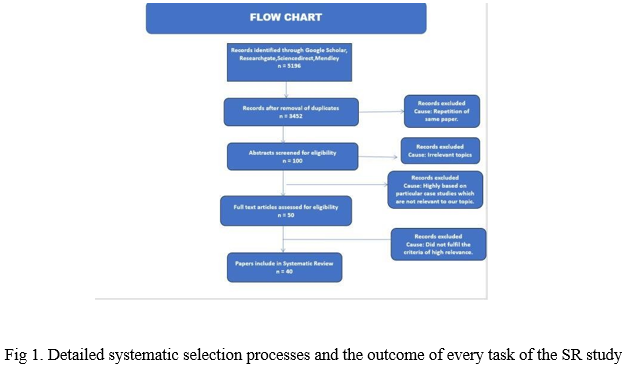
The authors applied following steps to refine the search to more details to get the most accurate answers to our questions:
- Abstracts of the research paper is taken as major part for first step.
- For the second step, to get more details for remaining paper, full papers were reviewed.
After passing all the papers authors got after applying inclusion and exclusion criteria through these two steps, final 40 research papers got selected out of
C. Search Strategy
An electronic search was conducted by four independent authors using Google Scholar, Research gate, ScienceDirect, Mendeley databases to obtain articles published until September 2021 following the eligibility criteria. The following keywords were employed: “Role of Additive manufacturing in casting OR AM in casting OR AM in different casting process OR 3D printing in casting OR 3D printing in different casting fields Rapid manufacturing in field of casting OR RM in different casting process OR Rapid Investment Casting OR RP-fabricated IC sacrificial patterns OR RP-fabricated moulds for wax injection OR Direct fabrication of ceramic IC shell moulds OR Indirect tooling using AM OR Direct tooling using AM”. By using these key words we found out many research papers. During the selection process, studies were conducted to verify whether the information in the title and abstract comply with the eligibility criteria. When any of two researchers disagreed, remaining two researchers was consulted, and an agreement was obtained via a consensus meeting. Data is extracted out in a way such that it is sure that the research questions that are put forward are answered properly without any complication. All the authors contributed equally in collecting information from various research papers.
D. Data Analysis Process
The papers selected by all the authors were saved in Mendeley. For extracting data, all the authors used these papers. To analyse whole data, first all the authors read papers saved in Mendeley by each of them. After that for cross verification two authors exchanged their papers and read it, so that full information can be taken out of them. If any problem came then a meeting was held among all the authors.
III. RESULTS
This section consists of all the results came out of this research. The solution of every question is discussed thoroughly. As different author has their own perspective, proper discussion took place among all the authors and then this research lead to a conclusion.
A. Investment Casting
Investment casting or lost-wax casting is a process supported by molding wax patterns, and it's one among the oldest known casting techniques. It's been utilized in various forms for the last thousands of years. Beeswax was primarily taken in use to form patterns necessary for the casting process during the starting days of investment casting. it's been now replaced by more advanced waxes, refractory materials, and specialist alloys that are typically used for creating patterns. It is extremely used because of its ability to provide components with accuracy, versatility, repeatability, and integrity in a variety of metals and alloys.
The delicate wax patterns must have the strength to withstand forces encountered during the mold making. This technology is named Investment Casting because of the pattern being surrounded by a refractory material. Materials that are suitable for investment casting are stainless-steel alloys, brass, aluminum, steel, and glass.
The material is first poured into a cavity in a refractory material which is a particular duplicate of the needed part. Nowadays, Water glass and silica sol investment casting are the 2 primary investment casting methods. the main differences between these two are the surface roughness and the cost of production. The ceramic mold is formed of water glass quartz sand and the Water glass method dewaxes into the high-temperature water. Silica sol method costs more but features a superior surface finish as compared to the water glass method.
B. Limitations of Traditional method of Investment Casting
The main Limitations of Traditional method of Investment Casting is the cost, especially for low production casting. High costing in investment casting is because of specialized equipment, costly refractories, and binders, many operations to make a mold, a lot of labor is needed and occasional minute defects occur. It is difficult to cast objects requiring cores. Holes produced by this method cannot be smaller than 1/16 in. (1.6 mm) and should be no deeper than about 1.5 times the diameter. This technology requires longer production cycle as compared to other methods.
C. 3-D Printing Technology
3D printing is defined as the construction of a three-dimensional object from a CAD model. The term "3D printing" refers to a variety of processes in which material is deposited, joined or solidified using a computer to create a 3-D object, with material being added together, generally layer by layer. In the early 1980s, 3D printing techniques were considered suitable only for the production of practical or aesthetic prototypes, and a more suitable term for it at that time was rapid prototyping.
Advancement in additive manufacturing has led to commercially available rapid-prototyping (RP)printers that produce highly detailed 3D parts. At CGRI, we utilize a 3D printer (Objet Geometries, Ltd., Connex350). It builds parts using a polymer- jetting technology, an additive manufacturing process where print heads (analogous to those utilized in inkjet printers) deposit thin layers of photopolymer, that is then cured to create a neighbourhood slice by slice. The first step towards printing is designing the mode in some modelling software like SOLIDWORKS. The virtual part is saved in the format of a stereolithography file (STL), and data are feed into the printer as individual slice images. For each slice, the printer deposits a layer of photosensitive resin 16 microns thick at a nominal lateral resolution of 42 microns.
Two types of resin are deposited: support material and a model-building material. The support material is a gel-like UV resin, which is specifically designed to support complicated geometries and subsequent slices during printing. a spread of model-building materials exists of varying colour, hardness, and adaptability. After a slice layer has been deposited, a resin- curing UV lamp passes across the printing tray. The tray is then lowered 16 microns and therefore the process is repeated. Once the printing is complete, the part is far away from the tray, and support material is removed by hand scraping and water jetting. Alternate periods of soaking in an aqueous solution of 10– 20% NaOH followed by rinsing with a water jet can be used to remove remaining support material in difficult-to- reach locations. The high-resolution and large- printing- volume capabilities of 3D printers allow us to style and print custom molds and parts needed for aperture fabrication. After mold assemblies are printed, the fabrication process involves two casting processes: (1) cold casting of the supporting aperture structure employing a tungsten-epoxy mixture and (2) investment or lost-wax the casting of pinhole inserts. We have found this to be an economical method for producing apertures, but an important distinction should be noted regarding the costs for traditional machining fabrication versus rapid- prototyping fabrication: the value of traditional machining is operations required to machine a neighbourhood, whereas the value of rapid prototyping is nearly entirely hooked into part size rather than complexity. Printing a part with square holes or printing curved channels embedded within a solid block, these types of intricate geometries can be accomplished with rapid prototyping. Given the geometric complexity of imaging systems we are developing, fabrication is prohibitively expensive or impossible using traditional machining techniques. However, with 3D printing combined with casting, we will readily fabricate complex parts.[3]
D. Types of 3-D Printing
There are various types of 3-D Printing Technology. Few of them are stated below:
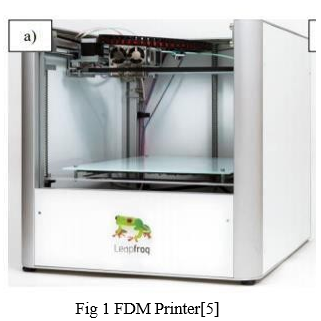
- Fused Filament Fabrication (FFF) or FDM: FFF is a 3-D printer in which heat is used as a source to melt down the polymer material that came out of the nozzle just in its plastic state. The temperature required for PLA material is 180 to 200°C and that for ABS is 230 to 240°C.This material deposits on the printer bed with the in-sync movement of the XYZ coordinates of the machine. This creates a 3D object layer by layer modelling as per the 3D designed model using modelling software.[4]
2. MJM or MultiJet Printing: MJM or MultiJet Printing is a material jetting printing process that uses the piezo printhead technology to deposit materials layer- by- layer during printing.[6] This technology and silicone rubber moulding both tend to reduce cost as well as lead time required for blade production. According to the results of a dimensional inspection conducted for built patterns by the above two methods, it has been indicated that MJM has higher dimensional accuracy as compared to silicone rubber moulding. The maximum deviation of the built pattern by the thermojet system was -0.111 mm, while in case of silicone moulding it was +0.298mm. MJM technology has been found to have more ability to make patterns of parts with freeform surfaces such as gas turbine blades.[5]
3. Stereolithography or SLA 3D Printing: Stereolithography or SLA 3D printing is one of the most popular and extensive techniques in the world of additive manufacturing. It functions using a high-powered laser to harden liquid resin that is held in a reservoir to create the desired shape. In a nutshell, this process converts photosensitive liquid into 3D solid plastics in a layer-by-layer fashion using a low-power laser and photopolymerization world’s first SLA apparatus, was created in 1992 by 3D Systems which made it possible to fabricate complex parts, layer by layer, in a fraction of the time. SLA was the first continued to advance itself into a widely used technology to date. Every SLA 3D printer is generally composed of four primary sections:
a. A vessel filled with the liquid photopolymer: The liquid resin is usually a clear and liquid plastic.
b. Perforated platform immersed in a tank: The platform is lowered into the tank and can move up and down according to the printing process
c. High-powered, UV laser
d. Computer interface, that manages both the platform and the laser movements in the process.
As is the case for many additive manufacturing processes, the initial step consists of designing a 3D model through CAD software. The CAD files are digitized representations of the desired object.
If not automatically generated, the CAD files must be converted into STL files. Standard tessellation language (STL), or “standard triangle language”, which is a file format created by the Abert Consulting Group specifically for 3D Systems in 1987. STL files only describe the surface geometry of the 3D object, forsaking other common CAD model attributes, such as color and consistency.
The step before sending a printing command is to feed the STL file into a 3D slicer software, such as Slic3r, Astroprint, etc. Such platforms are responsible for generating G-code, the language of 3D printers.[5]
4. SLA 3D Printing Process: When the printing process starts, the laser “draws” the first layer of the print into the photosensitive resin. Wherever the laser hits, the liquid solidifies. The laser is then directed to the appropriate coordinates by a mirror controlled by a computer. It is a mention- worthy fact that most desktop SLA printers work upside-down. Which is, the laser is pointing up to the build platform, which starts low and is incrementally raised. After the first layer is formed, the platform is raised according to the layer thickness (typically around 0.1 mm), and the additional resin is allowed to flow below the already-printed portion. The laser then solidifies the next cross-section area, and the process is repeated until the whole part is complete. The resin that is not touched by the laser remains back and can be reused.
5. Post-Processing: After finishing the material polymerization, the platform rises out of the tank and the excess resin is drained out. At the termination of the process, the model is removed from the platform, washed off the excess resin, and then placed in a UV oven for final curing. Post-print curing entitles the objects to reach the highest possible strength and become durable.
6. Alternative Process: Digital Light Processing: As mentioned before, one scion of SLA is digital light processing (DLP). Unlike SLA, DLP uses a digital projector screen to flash a single profile of each layer across the entire platform. As the projector is a digital screen, every layer will be composed of square pixels. Thus, the resolution of a DLP printer corresponds to the pixel size, whereas in SLA, it’s the laser spot size.[5]
E. Types of Materials used in AM
- Polylactic Acid: PLA is most suited for investment method due to its low melting point temperature with a glass transition temperature of 60–65 °C and does not produce hazardous toxins such as produced by ABS. PLA is known as thermoplastics, when they are heated to a transition state, they become soft and moldable and return to a solid- state when cooled. Their ability to melt and be processed again is what has made them so prevalent in society and is why most of the plastics in use on a daily basis are thermoplastics. LA polymers come in a range from amorphous glassy polymer to semi-crystalline and highly crystalline polymer having glass transition 60–65 °C, a melting temperature 130-180 °C, and a tensile modulus 2.7–16 GPa. PLA-printed solids are often encased in plaster-like molding materials, then burned call at a furnace, in order that the resulting void is often crammed with molten metal. This is referred to as "lost PLA casting", a kind of investment casting.[4]
- Acrylonitrile butadiene styrene (ABS): Acrylonitrile butadiene styrene is a standard thermoplastic polymer commonly used for injection applications. It has a Boiling point of 145.2 °C, a Density of 1.060–1.080 g.cm−3, and is Insoluble in water. This engineering plastic is popular because of its low production costs and the ease of mechanical processing by plastic manufacturers. Best of all, its natural benefits of accessibility and ease of use do not preclude the desired ABS properties:
Impact Resistance Strength
Chemical Resistance
High and Low-Temperature Performance Large Electrical Installations
Easy painting and Gluing
ABS plastic achieves these body qualities through the first making process. By incorporating polymerizing styrene and acrylonitrile in the presence of polybutadiene, chemical “chains” are attracted and combined to make ABS stronger. This combination of building materials and plastics gives ABS greater weight, gloss, durability, and resistance structures, much larger than that of pure polystyrene. ABS plastic has benefits in various industries; however, certain physical restrictions restrict the use of certain products and products. These shortcomings include:
Being damaged by sunlight Solvent resistance Dangerous When Burned
Limited Use in conjunction with the Food Industry Price Higher Than Polystyrene or Polyethylene
Although, these limited deficiencies did not prevent ABS from providing effective solutions to thousands of industries and products with millions of different applications. The wide range of ABS involvement in standard products and uses that help daily life is astounding. Some of the applications based on ABS materials are LEGO bricks, small kitchen items, keyboard keys, car parts, protective helmets, and musical instruments, etc. All of these products and uses are possible due to ABS injection and injection capability, one of the most versatile Plastic Extrusion Technologies. For more than a century in the plastics industry, Plastic Extrusion Technologies is one of the many plastic manufacturers that use ABS equipment to make high- quality products and provide plastic solutions to companies around the world.[4]
3-D printing technology introduced in the field of surgery in the mid-1990s with anatomical modelling for bony reconstructive surgery planning. The allowance of making any intrinsic parts cost-effectively makes 3D printing technology appealing and when this is coupled with CT scanning, it can be used to give specific solutions to particular patients like implants and dental appliances. Clear aligners that are used to adjust and straighten teeth are majorly being produced by 3-D printed molds. SLA and Material Jetting are the main technologies being used in the manufacturing of this device. The main reason to produce clear aligners by this technology is to make it cost-effective as this device is designed specifically for each and every patient.[5]
3-D printing is also being used to manufacture prosthetic and orthopedic devices. It is mainly manufactured by certified biocompatible plastic or metal (e.g. titanium) materials. Hospitals are increasingly using 3D printing in their labs to make patient-specific anatomy models. According to the patient’s MRI and CT scans, these models are usually created using full-colour 3D printing techniques like Material Jetting to make sure they remain highly precise and realistic. Surgeons can then use these 3D-printed organ models to plan and practice a surgical operation before performing it. This approach results in speeding up procedures, improve surgical precision, and minimize invasion.
Hip Replacement surgery is also done by using additive manufacturing technology. [8]
At present, the medical and dental sector represents 11% of the total additive manufacturing market.
3. Jewelry Making: 3-D printing is being used in the manufacturing of Jewelleries. Academic Journal started to publish about these artistic products in 2005. This technology is benefiting jewelry makers in two ways. One way is by using 3D printing investment casting patterns, which are cheaper and faster to produce than traditional methods. The second way is to 3D print jewelry directly using precious metals. These ways allow customizing jewelry with thin walls and intricate details to be created which would be impossible to make through other means. We are approaching this technology because it allows making very intricate parts cost-effectively.[2]
4. 3-D printed Rocket Components: 3D printing by using metals is increasingly being used in the manufacture of rockets. By using this technology engineers are able to innovate the design of rocket parts and manufacture them in a shorter time frame. Earlier casting and machining used to take more than three months, the manufacturing time with 3-D printing was reduced to 35 hours, by using EOS M 400-4 3D printer with four parallel lasers. The cost of the whole process is reduced by 50%.
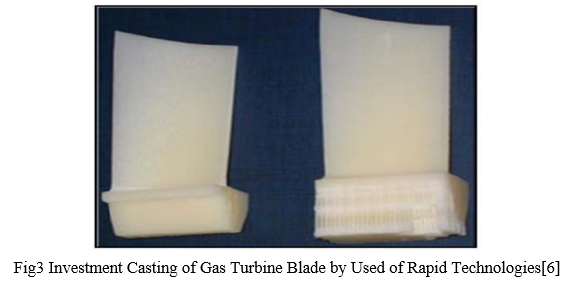
5. 3-D Printed Gas Turbine Blades: In a research paper titled “Investment Casting of Gas Turbine Blade by Used of Rapid Technologies “ by D. Safaeian, M. Vaezi, they used two different techniques for the manufacturing of patter for investment casting Gas turbines blades. One technology is MJM and another is silicone rubber molding. This experimental study of two rapid technologies indicated that they have opened up new cost- effective solutions for small-batch production of the expendable pattern of the gas turbine blade. It observed that the MJM technology and silicone rubber molding can reduce both the cost and lead time required for blade production. Dimensional inspection of built patterns by two mentioned methods indicated that MJM technology had higher dimensional accuracy comparing with silicone rubber molding. The maximum deviation of the built pattern by the ThermoJet system was -0.111mm. While the maximum deviation of the silicone rubber molding pattern was +0.298mm. Hence, MJM technology has more ability to make patterns of parts with freeform surfaces such as gas turbine blades. Both techniques are used to manufacture an expendable pattern of the blade but silicone rubber molding is not the proper method from a dimensional accuracy viewpoint.[6]
6. Tool Making: The ability to make 3D printed aids, such as jigs, gauges, and fixtures, brings up new possibilities for manufacturers of industrial goods. In addition to jigs and fixtures, 3D printing is changing the way of production of hard tooling like molds which is used in injection molding and die casting. In the conventional method, molds are CNC milled and may undergo multiple design iterations, taking weeks if not months, before the final design is achieved. This makes the process both time-consuming and very costly, with considerable material waste. Metal 3D printing technologies like DMLS or SLM can be used nowadays instead of the traditional methods, allowing tool-making companies not only to reduce material waste but improve the functionality of a mold. This can be achieved by integrating more complex-shaped cooling channels within the design, substantially improving the cooling characteristics of a mold.
F. Advantages of Additive Manufacturing Technology
Additive manufacturing components or products are of less weight and can be fabricated cost effectively. It is potential of producing part with accurate dimensions. Manufacturing lead time is very less. Model Customization is easiest one. Zero- inventory manufacturing. Designers can view and experience the parts and evaluate its merits and demerits.
In AM, Multicomponent manufacturing doesn’t the need assembly. Solids and shells can be manufactured simultaneously with ease (less material and more structural rigidity). Once the digital file is sent to the 3D printer, printing process is fully automated (no tool change required in-between the job). Reduce processing lead times (no need for any extra jigs, molds or fixtures). Due to the nature of 3D printing, little or no material wastage. Saves time in the industry by assisting with production of molds, drag boxes, chaplets, jigs and fixtures. 3D printers can be installed in non-industrial areas as well.
The “Rapid” character of this technology is not only in rate of fabrication of parts but also in cast or pattern development process, which is mainly dependent on computers. The initiating point of Additive manufacturing is Computer Aided design, so the operation of data transmission is relatively smooth. Irrespective of intricacy of product, it can be fabricated in one go. The products from most of conventional fabrication techniques must pass through lot of intermediate stages to finally arrive at the stage of consumption. If we keep on adding its features, the number of intermediate stages may increase exponentially. Likewise, the amount of supplies and operation needed can be reduced through Additive Manufacturing. Additive Manufacturing is applied to simplify or remove many multi stage processes.[1]
G. Limitations of additive manufacturing
Additive Manufacturing is material dependent process. Choice of material is limited. Design of components or patterns is constrained to material. Operation cycle time is a limiting factor. Resolution of 3D printing technology is usually at 50 microns. Accuracies obtained depends on the process used currently ranges from 50 to 300 microns based on Software capabilities & material properties. There is a Temperature limitation for material processing. Operating temperature limitation (typically < 100C for Poly-lactic-acid (PLA) and Acrylonitrile butadiene styrene (ABS)). Size of the component is limited to the size of print bed and related assembly issues. Printing voluminous parts consumes lot of time. 3D printing is usually recommended for prototyping in plastic (PLA or ABS). Unsuitable for volume production. Mechanical properties of product are usually anisotropic before final treatment process.[7]
IV. DISCUSSION
The main question of this study is How Rapid Investment casting (RIC) is revolutionizing the field of casting. This study reviews the specific applications of AM in the field of casting. The main problem faced by low production investment casting is that it is time taking process and expensive too. The things we have got in our view are the development of the AM technology has been forwarded into the next era with a wide range of materials used by the machines, higher accuracy and reducing the relative cost of production. AM is a fabrication method with a high potential to improve conventional manufacturing methods in the future. and coming to 3D printing 3d sand printers can directly print a sand mold from computer-aided design (CAD) models of desired part design in a matter of a few hours without the need for patterns or core boxes. The unique advantages in mold making of 3d printing are first the prototype can be checked out in CAD software such as significantly reduced lead time and flexibility without the need for tooling which is dependent on part designs. It helps produce very little noise and waste, a clean production environment is produced that allows for the installation of the machines into nonindustrial environments. The major limitations in mold making using traditional techniques are limitations on minimum wall thickness, elimination of sharp corners, and undercuts resulting in higher draft angle leading to increased fabrication costs. This is further amplified in the case of tooling for parts with higher design complexity. Often, this leads to non functional part design modification thus leads to additional processing steps after casting .
This review gives the information on how to investigate the capabilities and effectiveness of AM to provide an effective solution for customizable & low volume investment casting production as it was not effective in terms of cost and time to develop new hard tooling wax patterns for low volume production and prototypes.
V. DATA AVAILABILITY
The data which was used to support the findings of the study are included within the manuscript.
VI. CONFLICTS OF INTEREST
All authors declared that they have no conflicts of interest relevant to this article.
VII. ACKNOWLEDGEMENT
Large. We would like to acknowledge Vellore Institute of Technology, Vellore for giving this opportunity as writing the review article as a part of Metal Casting Technology course – J component project work.
Conclusion
Additive manufacturing is a cost-efficient solution for small-batch manufacturing. 3D printing of resin patterns represents a viable alternative for the traditional manufacturing of wax patterns. It has several advantages over conventional technology, mainly faster production, cost-effective, less time-consuming, and precise, having the potential to replace in a few years the conventional technique completely. Studies have shown that resin molds can be used to make intricate products as they provide necessary accuracy. However, conventional metal-mold technology is still better for large-scale manufacturing as metal molds survive longer and have a greater output rate. Additive manufacturing has several potential benefits and may play a significant part in the transition towards a more sustainable industrial system. It has been used successfully in many fields including casting. But the current limitations have restricted usage in specific circumstances. Hence, research in this field might open up new avenues enabling 3D printing to find applications in everyday life.
References
[1] J. Wang, S. R. Sama, P. C. Lynch, and G. Manogharan, “Design and topology optimization of 3D-printed wax patterns for rapid investment casting,” 2019, doi: 10.1016/j.promfg.2019.06.224. [2] K. Altaf, A. M. A. Rani, D. E. Woldemichael, T. A. Lemma, C. Z. Jian, and M. H. Fiqri, “Application of additive manufacturing/3D printing technologies and investment casting for prototype development of polycrystalline diamond compact (PDC) drill bit body,” ARPN J. Eng. Appl. Sci., 2016. [3] E. S. Almaghariz et al., “Quantifying the role of part design complexity in using 3d sand printing for molds and cores,” Int. J. Met., 2016, doi: 10.1007/s40962-016- 0027-5. [4] C. Mendonsa and V. D. Shenoy, “Additive Manufacturing Technique in Pattern making for Metal Casting using Fused Filament Fabrication Printer,” J. Basic Appl. Eng. Res. Print, 2014. [5] T. Dikova and K. Bliznakova, “VII th International Metallurgical Congress , ENVIRONMENT,” no. June, 2016. [6] D. Safaeian and M. Vaezi, “Investment casting of gas turbine blade by used of rapid technologies,” Aust. J. Basic Appl. Sci., 2009. [7] J. wu Kang and Q. xian Ma, “The role and impact of 3D printing technologies in casting,” China Foundry, 2017, doi: 10.1007/s41230-017-6109-z. [8] A. Rajic, E. Desnica, I. Palinkas, D. Nedelcu, and L. L. Vulicevic, “3D printing technology with plastic materials for hip implant master patterns manufacturing,” Mater. Plast., 2019, doi: 10.37358/mp.19.4.5280. [9] Nicolas Roussel “Numerical simulations of concrete processing: From standard formative casting to additive manufacturing” [10] Wong KV, Hernandez A. “A review of additive Manufacturing”. ISRN Mech Engg 2012 [11] Lee, C.W., Chua “Rapid investment casting: direct and indirect Approaches via fused deposition modelling.” The international Journal of advanced Manufacturing Technology, Vol. 23, No. 1-2, pp. 93-101.
Copyright
Copyright © 2022 Mohit Sigirisetty. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET41227
Publish Date : 2022-04-04
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online