

Ijraset Journal For Research in Applied Science and Engineering Technology
Taguchi Design Optimization of the CNC End Milling Process of AA6063 using Minimum Quantity Lubrication
Authors: Hrushikesh Bhavsar, SR Kulkarni
DOI Link: https://doi.org/10.22214/ijraset.2022.46862
Certificate: View Certificate
Abstract
In this experiment, Minimum Quantity Lubrication is a new age technology that is tested for the end milling operation of Aluminum alloy. Aeronautics and automation use AA6063 T6 tempered alloy extensively. The use of an aerosol of SiO2-based nanofluid with pressurised air produced an excellent surface finish. OVAT analysis was used to determine the various parameters for the experiment. For the design and optimization of the multi-responses, the Taguchi method with grey relation analysis was used.
Introduction
II. INTRODUCTION
The machining surface has variable roughness qualities after the metal removal procedure. The surface roughness of the workpiece is heavily influenced by the spindle's rotating speed, the feed rate in machining, and the depth of cut. A coolant, often known as a lubricant, applied during machining influences surface roughness. The coolant is used to remove heat from the cutting surface, to carry away chips, and to act as a lubricant during machining. Metalworking fluid is another name for coolant (MWF). Straight oil, synthetic oil, soluble oil, and semi-synthetic oil are the four primary forms of metalworking fluid [1]. Straight oils are non-emulsifiable cutting fluids that contain high-pressure additives such as chlorine and sulphur. Synthetic cutting fluids are concentrated water-based liquids. When combined with water, it produces a transparent or translucent solution. Synthetic cutting oil has an advantage over emulsifiable cutting oil in that it is easily treated for disposal.
When water is added to soluble oils, a white emulsion forms; this is concentrated mineral oil. Biocide is a necessary component for soluble oils that prevents odours (Palco India) [2]. Semi-synthetic oils are complete synthetic oils derived from petroleum. Synthetic polymers are utilised as additives in semi-synthetic oil, while emulsifiers are employed to keep lubricants suspended. About 30% oil is utilised, and a micro-emulsion is created by adding water; particle size is smaller than a micron [3]. Traditional lubricating and cooling techniques have serious difficulties; the liquids often employed have an environmental effect, human health is compromised during usage and disposal, and the work environment is constantly dirty. Minimum Quantity Lubrication (MQL) is a cutting-edge technique that employs a little amount of lubricating oil to create an aerosol with high-pressure air. The efficacy of MQL varies depending on the workpiece material and machining method. Recent breakthroughs in MQL include additives, ionic liquids, and nanofluids.
II. LITERATURE REVIEW
Solankee et al. in 2017 studied the effect of ZnO nanofluid in the turning operation of EN-31 steel. Researchers used vegetable oil such as sunflower, soybean, groundnut, and palm oil. The best result was shown by soybean and groundnut oil, further research was carried out using these two oil. The result clearly shows that the MQL technique gives an excellent result to traditional flood lubrication. Optimization of the parameters was done by the Taguchi method. The graphical representation of the result was done [4]. Tosun and Huseyinoglu (2010) studied the surface roughness of milling AA7075-T6 alloy. MQL was prepared with boron oil and water and its volumetric concentration was varied and supplied in atomized form. Spindle speed, feed rate and cutting speed affects the surface finish [5].
High spindle speed reduces surface roughness. Built-up edges are eliminated by increasing cutting speed. Surface roughness and feed rate are directly proportional. Increased material removal rate (MRR) and surface finishing are conflicting. Achieving the best MRR with an excellent surface finish is difficult. For high productivity increased cutting speed and feed rate lead to high temperature that reduces tool life.
III. EXPERIMENTAL SETUP
The workpiece material for the experiment was AA6063-T6 alloy. Due to its excellent strength-to-weight ratio, this aluminum alloy finds wide application in the aerospace, aircraft and automation industry. A 10 mm thick flat bar of the alloy was used. The composition of metals in the alloy is as follows:
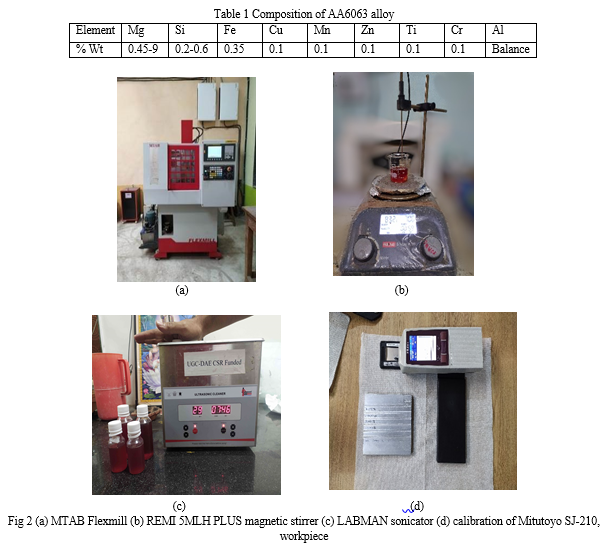
The nanofluid was prepared with help of a magnetic stirrer and sonication bath. The paste of SiO2 nanoparticles and alkyl phenol ethoxylate (APE) was formed. Later it was mixed with 20W40 engine oil. The APE surfactant slows down the settling velocity of suspended nanoparticles in the fluid. Using 20W40 allows extended shelf life to the fluid, in previous research it was found that vegetable oil tends to get oxidized after a few hours of storage.
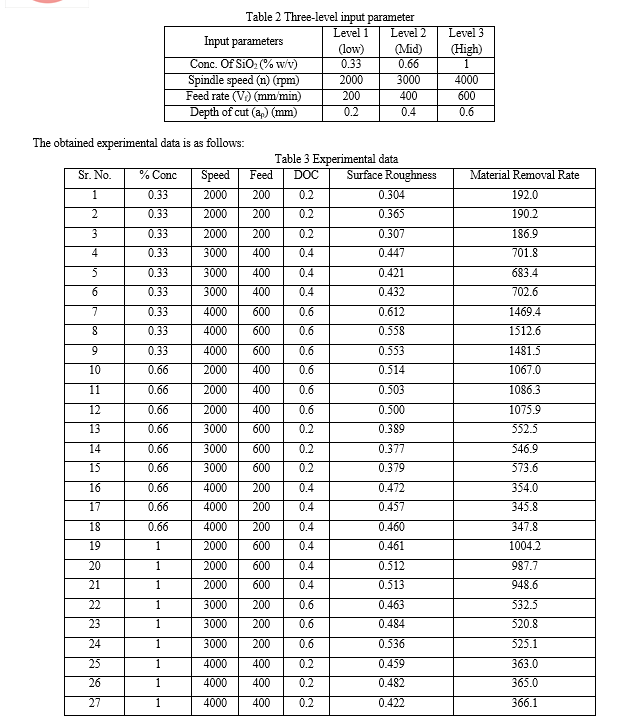
The design of the experiment was done using the L27 orthogonal array of the Taguchi method. The OVAT analysis was done for the experiment. The rotational speed of the spindle, feed of the table and depth of cut were observed as the most influencing parameters. The concentration of nanofluid was determined by a critical literature survey. The three levels for the experiment were chosen as follows:
The surface roughness of the work pieces was calculated by using the Mitutoyo SJ-210 surface tester. This surface tester was equipped with a detachable probe and the instrument was calibrated before beginning the test. For the measurement of material removal rate (MRR) time was noted down by using the stopwatch.
IV. OPTIMIZATION
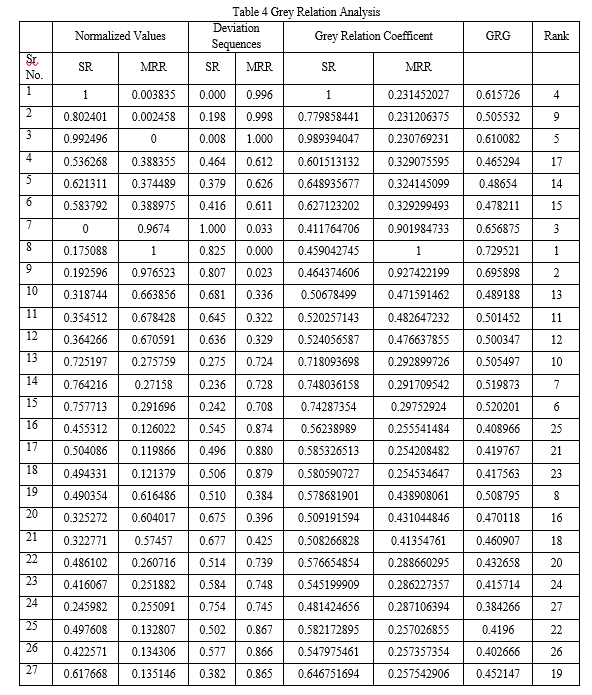
The optimization of multiple performances characteristics using Grey Relation Analysis. In first step normalization of the responses were done. The deviation sequences and grey relation coefficient were calculated and the overall evaluation of multiple response is based on grey relation grade [6].
V. ACKNOWLEDGEMENT
The research was carried out at the Government College of Engineering, Aurangabad. The nanofluid was prepared at Dr Babasaheb Ambedkar Marathwada University, Aurangabad.
Conclusion
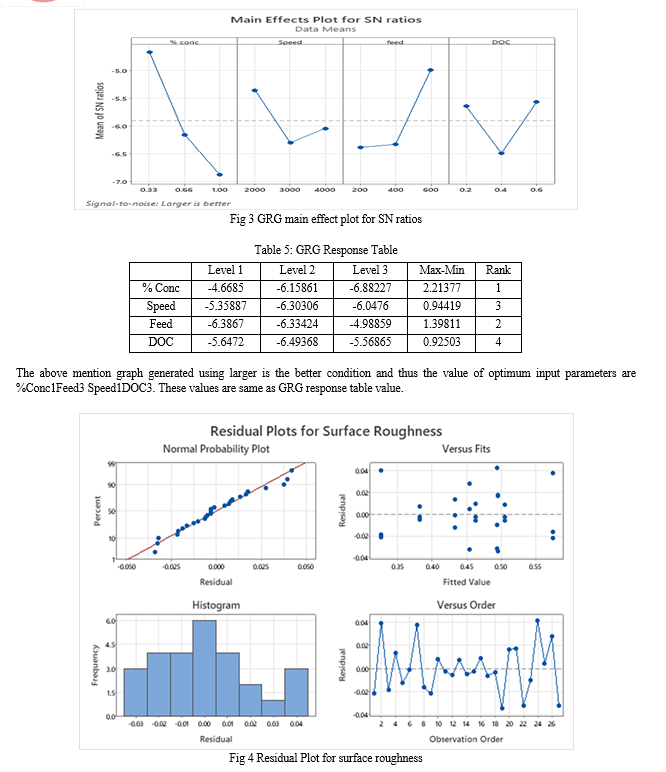
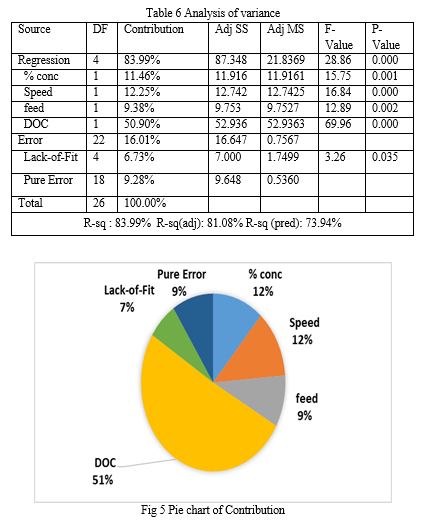
From the experimentation of end milling AA6063 by using the HSS tool and SiO2 based nanofluid by MQL technique significant results were obtained. The regression analysis of the model by the Taguchi method resulted in 84% fitting of the results. The main contributing parameter to the surface roughness was the depth of cut. The concentration of fluid, speed of the spindle and feed rate of the table showed equal contributions to the results. As the concentration of fluid was increasing it resulted in a better surface finish. The optimum cutting condition obtained after grey relation analysis were, the concentration of 1%, speed of the spindle at 3000 rpm, table feed rate of 400 mm/min, and depth of cut was 0.4 mm. The predicted surface roughness was 0.478 microns and the result obtained for the confirmation test was 0.457 microns. 4.39% deviation was observed in the optimum machining condition.
References
[1] Lawal, Sunday Albert, Imtiaz Ahmed Choudhury, and Yusoff Nukman. \"Application of vegetable oil-based metalworking fluids in machining ferrous metals—a review.\" International Journal of Machine Tools and Manufacture 52, no. 1 (2012): 1-12. [2] Yust, P. R., and G. J. P. Becket. \"Microbiology theory and practice in metalworking fluids.\" Industrial Lubrication and Tribology (1980). [3] Mahapatra, Anjan Kumar, P. Narasimha Murthy, B. Swadeep, and Ranjit Prasad Swain. \"Self-emulsifying drug delivery systems (SEDDS): An update from formulation development to therapeutic strategies.\" Int. J. PharmTech Res 6, no. 2 (2014): 546-568. [4] Solankee, AR, SR Kulkarni, and SS Narkhade. \"Statistical Evaluation of Vegetable Oil as Lubricant for Aluminum 6063.\" (2017). [5] Tosun, Nihat, and Mesut Huseyinoglu. \"Effect of MQL on surface roughness in milling of AA7075-T6.\" Materials and Manufacturing Processes 25, no. 8 (2010): 793-798. [6] Wang, Peng, Peng Meng, and Baowei Song. \"Response surface method using grey relational analysis for decision making in weapon system selection.\" Journal of systems engineering and electronics 25, no. 2 (2014): 265-272.
Copyright
Copyright © 2022 Hrushikesh Bhavsar, SR Kulkarni. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET46862
Publish Date : 2022-09-23
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online