

Ijraset Journal For Research in Applied Science and Engineering Technology
The Effect of Different Surface Treatments to Reduce Surface Roughness Before PVD Coatings
Authors: G. Santhosha Rathnam
DOI Link: https://doi.org/10.22214/ijraset.2022.46575
Certificate: View Certificate
Abstract
Titanium and its compounds are used in aerospace, automotive, and chemical but currently it\'s considerably used in biomedical usages due to its excellent combination of low viscosity, high strength to weight rate, high erosion resistance, and biocompatibility, still, the main limit is poor tribological parcels therefore it can not be successfullyused.Wide range of face treatments disposition of shells similar as scraping and melting of face and cumulative processes similar as plating. For essence, face variations are plating or sheeting processes. There are different types of face coatings charging, electrochemical coatings, vapor deposit, conversion coatings, and thermal spraying among them PVD is vapor deposit which the coatings are hard and thin film. In PVD coatings Nitrides and carbide coatings are classified. In which nitride coatings TiN, TiAlN, and duplex TiAlN and drum were deposited on a substrate( Ti6Al4V). But for deposit, the face roughness should be0.08 µm. Thin hard coatings have good wear and tear resistance only when they\'ve good adhesion and certain face roughness. To reduce face roughness different face treatments are acclimated similar as shot firing, sandblasting, drawing, ray figure, grinding and polishing, etc. Sandblasting was done but the face roughness didn\'t drop to0.08 µm. so required face roughness was attained by grinding and polishing with sandpaper, and it was diamond polished
Introduction
I. INTRODUCTION
Preface Titanium blends, due to their excellent combination of high strength to weight rate, low viscosity, biocompatibility and, excellent erosion resistance, are extensively used in chemical, automotive, and aerospace, and currently it's substantially used in biomedical diligence. still, the main limitations of these blends are their poor tribological geste , severe tenacious wear and tear with a strong tendency to seizing, characterized by high portions of disunion, and low bruise resistance( 1). Physical vapor deposit( PVD) are similar as used among several different face variations( 2 – 4), tube absorption ion implantation( 5 – 7), thermal oxidation( 8), tube and ray nitriding( 9 – 11), to ameliorate the tribological parcels of titanium blends more extensively and lately used Ti6Al4V.
Hard coatings similar as CrN, TiN, ZrN, WC, WC – Co, WC – Ni, ZrCN, and TiCN coatings as a first generation of single subcaste played an important part due to their advanced hardness and durability and also lower disunion measure compared to high- speed sword and cemented carbide( 12). drum and TiAlN flicks are commercially important due to their high hardness, high thermal, wear resistance and chemical stability,( 13- 15). As a hard ceramic material, drum flicks generally are deposited on titanium, sword, and aluminum substrate accoutrements . The TiN, TiAlN especially nitride coatings are useful in some operations similar as cutting tools and cargo- bearing corridor( 16).
Since utmost PVD coatings are significantly harder than the counter face material a high coating face roughness will affect in a high wear and tear rate of the counter face and, in general, a high disunion measure due to a significant donation from the furrowing element of disunion because pooching face difficulties( macroparticles,etc.) of the harder coating will abrade the softer counter face( 17). Further, a rough coating face will also increase the material pick- up tendency which may beget problems similar as excruciating ine.g. essence forming operations( 18) A pronounced face roughness will also increase the tendency to crack inauguration and face fatigue of the carpeted part due to high contact stresses at the difficulties( 19). Eventually, a rough substrate face may also affect in problems related to poor adhesion, i.e. coating spalling( 20),( 21).
To reduce these problems, PVD coatings of lower hard accoutrements similar as diamond- suchlike carbon and carbonrich essence carbide- grounded structures can be used( 22). These coatings are more gentle to the counter face and show a salutary handling- in geste performing in a smooth face and a low disunion measure towards numerous engineering accoutrements also under dry sliding conditions( 23),( 24),( 25). One of the pioneering workshop on substrate treatment before the deposit of PVD coating was reported by Tonshoff etal.( 26, 27, 28). Substrates were mechanically polished for face roughness, Ra <0.5.( 29- 31). The main parameter used to estimate the face roughness of a crafted face is the average roughness( Ra)(,33). In medical implants, the Ra value is most frequently positioned below 2 µm(,35).
Grinding has been extensively used for the final machining of factors taking smooth shells coupled with precise forbearance. Proper selection of grinding wheel material and grade and grinding parameters can affect in the generation of a smooth face, performing in perfecting the face quality. numerous authors have anatomized grinding input parameters( wheel speed, table speed, depth of cut, and the dressing mode) to study the face roughness and geometric error( 36) Because of the extreme hardness and chemical idleness of diamond, the polishing of diamond and its mixes has been veritably delicate, grounded on the diamond- slice- diamond approach. The polishing rate of similar processes is extremely low, being of the order of 10 nm/ h(,38). Since the late 1980s, colorful physical and chemical means have been proposed( 37). still, to the authors' knowledge, no comprehensive conversations on the polishing ways of diamonds have been available in the literature since 2000. Interestingly, the adverse effect ofmicro-blasting on the parcels of PVD coating has also been reported( 38, 39, 40).
II. EXPERIMENTAL SETUP
Ti6Al4V alloy rods were cut into pieces of 10mm diameter and 30mm length before PVD nitride coatings the substrate underwent a different process
A. Rough Polishing
In the experiment to reduce the surface roughness below or equal to 0.08 firstly the specimen is grinded as shown in fig1 using vertical grinding machine of specifications PRAGA model 451 of table diameter 450×150×250 mm, bed travel 450mm, surface grinding 450×150mm, z axis travel 250mm,y axis travel 150mm,Xaxis travel 450mm, torque Nm, work surface of the table 500×225 mm, spindle max speed2800 rpm, max power in 240 KW max wheel diameter 150×31.75×12.7mm.feed of the vertical head 10 microns,least count 2micron

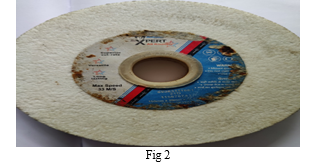
Mainly the abrasive particles used on the grinding wheel in fig 2 places an important role in surface finishing the medium grain size i.e 30 to 60 is taken the abrasives are white aluminum oxide which is denoted by AA, and the abrasive properties are cool cutting grain. It is used for light grinding of all kinds of hard heat-sensitive steels. It is excellent for tool room grinding sharpening of high-speed steel cast alloy tools like hardened steel, H.S.S., Tool steels S.S (400 series), and chrome plated material. It is also recommended for cylindrical, surface, and internal grinding applications of tools, dies, and gauges. The specifications of the grinding wheel are 200 ×40×31.75 mm, AA60 K5 V8 in this 200 mm is the diameter of grinding wheel, 40 thickness,31.75 spindle shaft diameter, AA is abrasives Aluminium oxide, 60 grit size, K is wheel grade, 5 is structure V is verified.
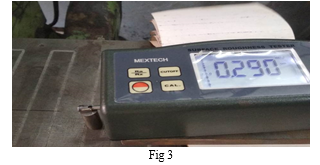
After the grinding process, the surface roughness of the substrate is measured by the talysurf instrument Talysurf is used to measure the surface roughness by using an electronic principle, this surface meter consists of a stylus and skid type instrument used for measuring the surface of the given product.
The specifications of the talysurf as shown in fig 3 are least count 1µ,Display 4digits 10mm LCD,with blue light parameters Ra,Rz display range .Ra =0.05-10.00µmm/1000 – 400,0uinch,Rz=0.020-100.0µmm/0.780-4000uinch,Accuracy = not more than +/-10%,Size 140×57×48mm (5.5×2.2×1.9inch),Weight about 420grams
The surface roughness after finishing on the grinding machine is Ra 0.290
B. Semi-Precision Polishing
Still, the surface roughness was not 0.08 µm so polishing was done on the same substrate to get the required surface roughness value. Polishing is the process to generate a reflective surface Normally, the polish is generated by using a fine-micron or sub-micron abrasive particle in combination with a liquid. Polishing is a “wet” process. Often the polishing process utilizes a pad to contain the abrasive, so polishing may not be a “loose abrasive process.” The pad is softer than the part. Very little material is removed during the polishing process, normally measured in microns The surface finish of the workpiece to be polished must be of high quality before the polishing process takes place, so the pre-polishing process is often a "lapped" surface.
There are six types of polishing methods in which mechanical polishing is done to get surface roughness less than 0.08. In the experiment Sandpaper and glasspaper are names used for a type of coated abrasive that consists of sheets of paper or cloth with abrasive material glued to one face. There are many varieties of sandpaper, with variations in the paper or backing, the material used for the grit, grit size, and the bond. In the modern manufacture of these products, sand and glass have been replaced by other abrasives such as aluminum oxide or silicon carbide. It is common to use the name of the abrasive when describing the paper, e.g. "aluminum oxide paper", or "silicon carbide paper".Sandpaper is produced in a range of grit sizes and is used to remove material from surfaces, either to make them smoother (for example, in painting and wood finishing), to remove a layer of material (such as old paint), or sometimes to make the surface rougher (for example, as preparation for gluing). The grit size of sandpaper is usually stated as a number that is inversely related to the particle size. A small number such as 20 or 40 indicates a coarse grit, while a large number such as 1500 indicates a fine grit.
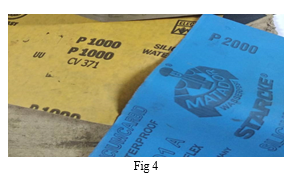
In experiments #1000 and #, 2000 grit size sand papers as shown in fig 4 are used as polishing uses abrasives to finish metal surface. The grit of sandpapers is a rating of the size of abrasive materials on the sandpaper. The higher grit number is equivalent to a finer abrasive, which creates smoother surface finishes. Lower grit numbers represent coarser abrasives that scrape off materials much quicker.
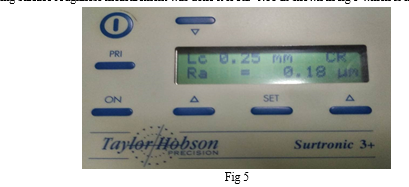
After the polishing surface roughness measurement was done it is Ra=0.18 as shown in fig 5 which is more than 0.08.
C. Fine Polishing
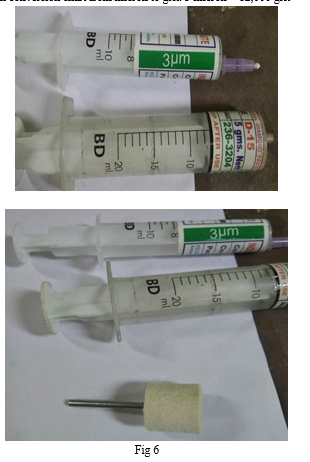
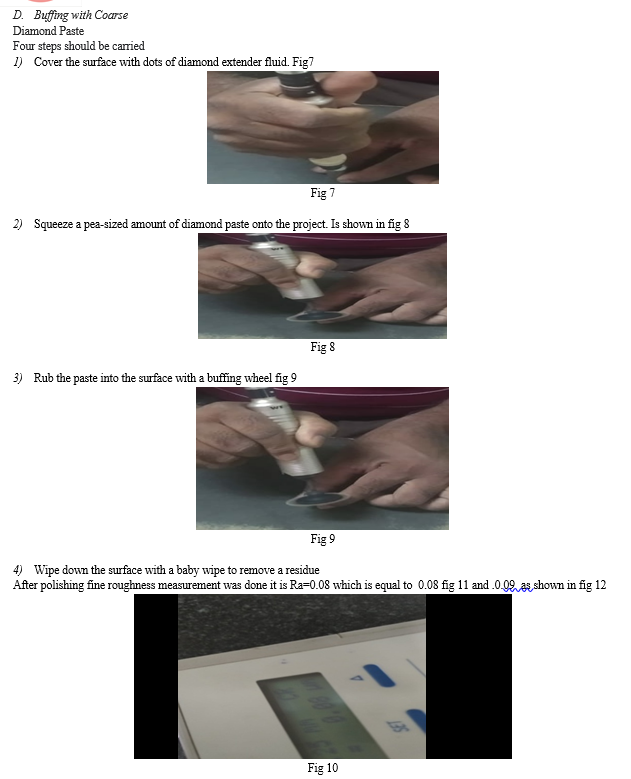
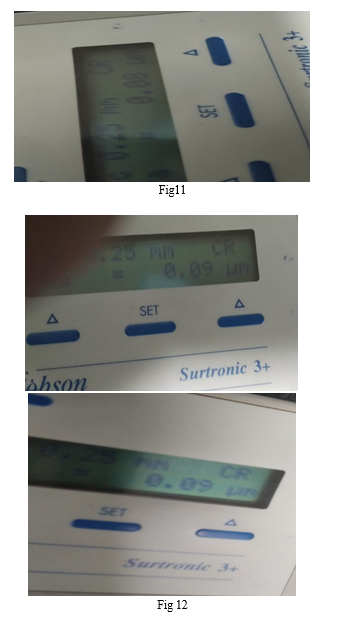
Diamond polishing paste fig 6 is mainly used for fine polishing. Diamond paste is a water-based polishing compound that is used for polishing the surfaces of many types of materials including stone, metal, ceramic, gemstones, and glass. Available in fine to coarse grades, you can take a relatively coarse and grained-looking piece of metal, stone, or glass work down to a superb mirror finish in no time. The diamond grinding paste is mixed with a water-soluble oil and comes in an easy-to-apply 5g syringe, so the paste is ready to use and easy to apply. They are graded in microns rather than diamond grit and can be bought in the following micron sizes. Also shown is a rough conversion chart from micron to grit. 3 micron = 12,000 grit
Currently, the most common methods used for surface roughening include thermal etching, acid etching, grinding, and sandblasting [108]. Factors that need to be taken into consideration for sandblasting include particle size, exposure time, nozzle size, working distance, blasting pressure, and blasting angle [109].
Abrasive blasting is a process of moving the flow of abrasive material at high speed towards a surface using compressed air, fluid, and a centrifugal wheel. Abrasive blasting is widely used in various industries such as shipbuilding, automotive, canning plants, gas transmission stations, etc. There are several types of media used in blasting processes such as silica sand, garnet, steel grit, and aluminum oxide. Steel grit and aluminum oxide are usually used in a blast room or blast cabinet where the media is re-usable [110].
The purpose of the blasting process is to clean a surface such as iron, steel, stone, aluminum, copper, glass, and plastic. The blasting process can be done whether in the open area or closed area. The blasting activity in an open area is done on a large surface such as cleaning on bridge and ship while a close area is done in an enclosed area like a closed room or using a blasting cabinet [111].
There have five types of blasting cleaning systems which are portable blasting machines, blast rooms, blast cabinets, automatic blast machines, and wet blast machines [112].
Relatively coarse, sharp clean abrasives are required to prepare substrate surfaces for thermal spray applications. etcolite™ grits are formulations of various grades of fused aluminum oxides and contain titanium dioxide as a toughened. They have been specially developed for optimum hardness and durability. When using Metcolite™ aluminum oxide grits, the resulting surface profile is determined by the size of the grit, which should be appropriately chosen for the application. For very thin or very smooth coatings, a very fine grit is recommended to avoid the surface profile being affected by grit inclusion.
For very thick coatings, a rough blasted surface is important to maximize surface area. For self-fluxing coatings, surface preparation with steel grit is recommended. Metcolite is not the pre-coating to insure proper bonding of the coating. When blasting paration media of choice for these coatings. Grit blasted surfaces should be properly cleaned before with Metcolite, follow the recommendations for pre-blast
and post-blast cleaning of the surface. An improperly blasted surface may hold an excessive aggregate of embedded particles which will interfere with the bonding of the thermal sprayed coating. Excessive grit is almost as bad as oil and grease contamination. Surfaces must be properly degreased before blasting to avoid bonding failure of the coating.
E. Typical Uses and Applications
no Metcolite grit can be used for surface roughening of a component before the application of a thermal spray coating to ensure good bonding of the coating to the substrate.
Forty-five cylindrical samples (10 mm diameter, 38 mm length) were cut from a bar of commercially pure titanium grade 5(Ti6Al4V), with chemical composition and mechanical properties compliant with the standard ASTM grade 5. Three different surface conditions were studied:
- As-received lathed cut titanium samples (control samples).
- (Al2O3) Shot-blasted surfaces: The samples were shot-blasted with Al2O3particleswith a size range of 212–300µm at a pressure of 2.5 MPa until saturation. After the blasted process, all specimens were washed with distilled water, ethylic alcohol, and acetone, sonicated in ultra-pure water, dried at room temperature, packaged, and autoclaved at 1210Cfor 30 min.
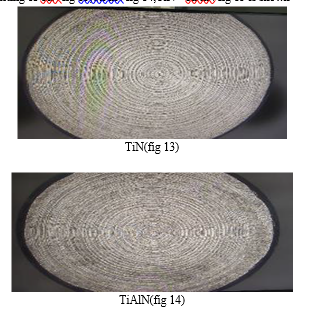
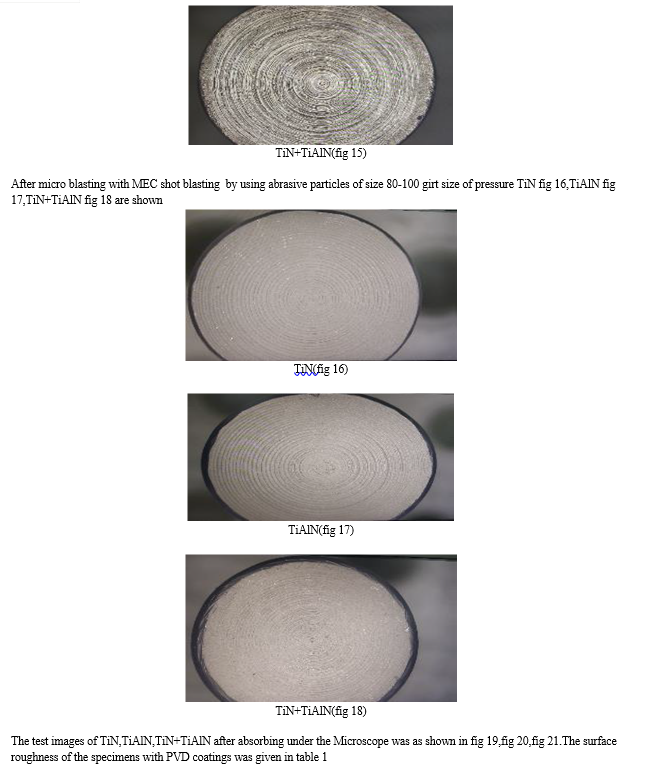
- (Clean). Shot-blasted surfaces: The specimens were projected with alumina at the same pressure of 2.5 MPa. The abrasive particles had the same size as the (Al2O3) group. After the shot-blasted process, a special cleaning was performed. Samples were ultra-sonicated in acetone at high pressure for 5 h. These samples were analyzed by EDX microanalysis to ensure the absence of alumina particles. The sensibility of the microanalysis was around 0.8% When images were inspected by a destructive method before blasting of TiN fig 13,TiAlN fig 14,TiN +TiAlN fig 15 is shown
Conclusion
There are different mechanical and chemical methods to reduce the surface roughness among all types of grinding and diamond polishing is the best
References
[1] F.M. Kustas, M.S. Misra, ASM Handbook, Friction and Wear of TitaniumAlloys, vol. 18, 2004. [2] D. Nolan, S.W. Huang, V. Leskovsek, S. Braun, Surf. Coat. Technol. 200(2006) 5698–5705. [3] A.D. Wilson, A. Leyland, A. Matthews, Surf. Coat. Technol. 114 (1999)70–80. [4] C. Liu, Q. Bi, A. Matthews, Surf. Coat. Technol. 163–164 (2003) 597–604. [5] M. Ueda, M.M. Silva, C. Otani, H. Reuther,M.Yatsuzuka, C.M. Lepienski, L.A. Berni, Surf. Coat. Technol. 169–170 (2003) 408–410. [6] V. Fouquet, L. Pichon, A. Straboni, M. Drouet, Surf. Coat. Technol. 186(2004) 34–39. [7] B.R. Lanning, R. Wei, Surf. Coat. Technol. 186 (2004) 314–319. [8] H. Dong, T. Bell, Wear 238 (2000) 131–137. [9] B.S. Yilbas, A.Z. Sahin, A.Z. Al-Garni, S.A.M. Said, Z. Ahmed, B.J.Abdulaleem, M. Sami, Surf. Coat. Technol. 80 (1996) 287–292. [10] S. Ma, K. Xu, W. Jie, Surf. Coat. Technol. 185 (2004) 205–209. [11] H.C. Man, Z.D. Cui, T.M. Yue, F.T. Cheng, Mater. Sci. Eng. A Struct. [12] Zambrano, G., et al., Hardness and morphological characterization of tungsten carbide thin films.Surface and Coatings Technology, 1998. 108-109: p. 323-327 [13] Devia, D.M., E. Restrepo-Parra, and P.J. Arango, Comparative study of titanium carbide and nitride coatings grown by cathodic vacuum arc technique. Applied Surface Science, 2011. 258(3):p. 1164-1174. [14] Zheng, J., et al., A thick TiN/TiCN multilayer film by DC magnetron sputtering. Surface and Coatings Technology, 2012. 209: p. 110-116. [15] Wang, S.-S., et al., Effect of NbN and ZrN films formed by magnetron sputtering on Ti and porcelain bonding. Surface and Coatings Technology, 2010. 205(7): p. 1886-1891. [16] Mater.: Prop. Microstruct. Process. 355 (2003) 167–173. [17] S. Hogmark, S. Jacobson, M. Larsson, Wear 246 (2000) 20. [18] K. Holmberg, H. Ronkainen, A. Matthews, 26 (2000), 787. [19] S.J. Bull, D.S. Rickerby, Surf. Coat. Technol. 41 (1990) 269. [20] B. Podgornik, S. Hogmark, O. Sandberg, Surf. Coat. Technol. 184 (2004)338. [21] R. Gåhlin, M. Larsson, P. Hedenqvist, Wear 249 (2001) 302. [22] U. Wiklund, J. Gunnars, S. Hogmark, Wear 232 (1999) 262. [23] M. Larsson, M. Olsson, P. Hedenqvist, S. Hogmark, Surf. Eng. 12 (1999)43. [24] F. Svahn, Å. Kassman-Rudolphi, E. Wallén, Wear 254 (1999) 1092. [25] J. Jiang, R.D. Arnell, Wear 217 (1998) 190. [26] H.K. Tonshoff, A. Mohlfeld, Surface treatment of cutting tool substrates, Int. J. Mach. Tool Manu. 38 (1998) 469-476. [27] H.K. Tonshoff, B. Karpuschewski, A. Mohlfeld, H. Seegers, Influence of subsurface properties on the adhesion strength of sputtered hard coatings, Surf. Coat. Technol. 116-119 (1999) 524-529. [28] H.K. Tonshoff, B. Karpuschewski, A. Mohlfeld, H. Seegers, Influence of stress distribution on adhesion strength of sputtered hard coatings, Thin Solid Films. 332 (1998) 146-150. [29] Yusliza Yusuf1,a ,Zulkifli Mohd. Rosli2,b Jariah Mohamad Juoi2,c,Zainab Mahamud2,d and Kwan Wai Loon2, Ti6Al4V Surface Hardness Improvement by Duplex Coating Advanced Materials Research Vol. 701 (2013) pp 370-374 [30] P. Harlin ?, P. Carlsson, U. Bexell, M. Olsson Influence of surface roughness of PVD coatings on tribological performance in sliding contacts Surface & Coatings Technology 201 (2006) 4253–4259 [31] W. Pawlak*, B. Wendler Multilayer, hybrid PVD coatings on Ti6Al4V titanium alloy a journal of manufacturing and material science volume 37 issue 9 dec2009 [32] Meijer, A.; Bergmann, J.A.; Krebs, E.; Biermann, D.; Wiederkehr, P. Analytical and simulation-based prediction of surface roughness for micro milling hardened HSS. J. Manuf. Mater. Process. 2019, 3, 70. [CrossRef] [33] Zain, A.M.; Haron, H.; Sharif, S. Prediction of surface roughness in the end milling machining using Artificial Neural Network. Expert Syst. Appl. 2010, 37, 1755–1768. [CrossRef] [34] Souza, M.M.; Trommer, R.M.; Maru, M.M.; Roesler, C.R.M.; Barros, W.S.; Dutra, D.S. Surface evaluation of orthopedic hip implants marketed in Brazil. J. Phys. Conf. Ser. 2016, 733, 012034. [CrossRef] [35] Rama, K.A.; Ginjupalli, K.; Upadhya, N.; Shammas, M.; Rama, K.R.; Sekhar, R. Surface roughness of implants: A review. Trends Biomater. Artif. Organs 2011, 25, 112–118. [36] B. Bhushan, V.V. Subramaniam and et al.: Diamond Films and Technology, Vol.4 (1994), pp. 71-97. [37] T.S. Sudarshan: in Surface Modification Technologies VIII, T.S.S.M Jeandin, Editor. 1995, The Institute of Materials, pp.469-481. [38] P.W. Gold, J. Loos, Wear resistance of PVD-coatings in roller bearings, Wear. 253 (2002) 465-472. [39] 26. A.I.F. Abia, J. Barreiro, L.N.L. Lacalle, D.G. Madruga, Effect of mechanical pre-treatments in the behavior of nanostructured PVD-coated tools in turning, Int. J. Adv. Manuf. Technol. 73 (2014) 1119-1132. [40] E. Adoberg, V. Podgurski, P. Peetsalu, L. Lind, V. Mikli, P. Hvizdos, P. Kulu, The effect of surface pre-treatment and coating post-treatment to the properties of TiN coatings, Est. J. Eng. 18 (2012) 185-192
Copyright
Copyright © 2022 G. Santhosha Rathnam. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET46575
Publish Date : 2022-09-01
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online