

Ijraset Journal For Research in Applied Science and Engineering Technology
Utilization of Waste Plastic in Manufacturing of Paver Blocks
Authors: Aaryakant soni, Toshan Singh Rajput, Kuldeep Sahu, Sachin Rajak
DOI Link: https://doi.org/10.22214/ijraset.2022.40410
Certificate: View Certificate
Abstract
The aim of this project is to replace cement with plastic waste in paver block and to reduce the cost of paver block when compared to that of convention concrete paver blocks. At present nearly 56 lakhs tones of plastic waste is produced in India per year. The degradation rate of plastic waste is also a very slow process. Hence the project is helpful in reducing plastic waste in a useful way. In this project we have used plastic waste in different proportions with quarry dust, coarse aggregate and ceramic waste. The paver blocks were prepared and tested and the results were discussed.
Introduction
I. INTRODUCTION
Paver block paving is versatile, aesthetically attractive, functional, and cost effective and requires little or no maintenance if correctly manufactured and laid. Most concrete block paving constructed in India also has perform satisfactorily but two main areas of concern are occasional failure due to excessive surface wear, and variability in the strength of block. Natural resources are depleting worldwide at the same time the generated wastes from the industry and residential area are increasing substantially. The sustainable development for construction involves the use of Nonconventional and innovative materials, and recycling of waste materials in order to compensate the lack of natural resources and to find alternative ways conserving the environment. Plastic waste used in this work was brought from the surrounding areas. Currently about 56 lakh tonnes of plastic waste dumped in India in a year. The dumped waste pollutes the surrounding environment. As the result it affects both human beings and animals in direct and indirect ways. Hence it necessary to dispose the plastic waste properly as per the regulations provided by our government. The replacement of plastic waste for cement provides potential environmental as well as economic benefits.
II. EXPERIMENTAL PROCEDURE
A. Properties of Materials
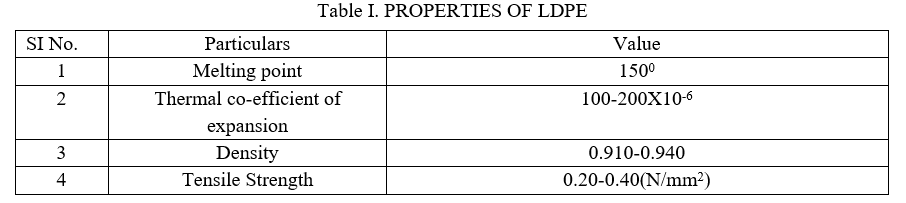
- Plastic waste (LDPE): Plastic waste used in making paver block was collected from the surrounding locality LDPE is indicated by resin number 4. It includes plastic bags. The plastic bag used is of about 50 microns. The basic properties are provided below.
Table I. PROPERTIES OF LDPE
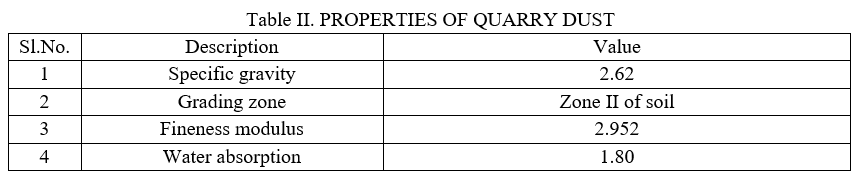
2. Quarry Dust: Crushed sand less than 4.75 mm is produced from rock using state of crushing plants. Production of quarry fines is a consequence of extraction and processing in a quarry and collected from the near-by quarry.
Table II. PROPERTIES OF QUARRY DUST
3. Coarse Aggregate: Locally available coarse aggregates were used in this work.Aggregates passing through 12mm sieve and retained on 10mm sieve were sieved and tested as per Indian standard specification IS:383-1970
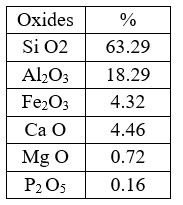
4. Ceramic Waste: The principle waste coming from the ceramic industry is the ceramic waste. The disposal of these waste require large area. It is very difficult to find a use of ceramic waste produced.
Table III. Chemical Composition of Ceramic Waste
B. Mix Ratio
Block type1- Three paver blocks were casted using mix ratio provided below
Plastic waste = 1
Quarry dust = 0.75
Aggregate= 0.75
Block type 2 - Three paver blocks were casted using mix ratio provided below
Plastic waste = 1
Quarry dust= 1.5
Aggregate = 2
Ceramic waste = 0.75
Block type 3 - Three paver blocks were casted using mix ratio
provided below
Plastic waste=1
Quarry dust= 1.5
Gravel = 2
Ceramic waste = 0.75
C. Preparation of Test Specimens
Plastic wastes are heated in a metal bucket at a temperature of above 150?. As a result of heating the plastic waste melt. The materials quarry dust, aggregate and other materials as described in previous chapter are added to it in right proportion at molten state of plastic and well mixed. The metal mould is cleaned through at using waste cloth. Now this mixture is transferred to the mould. It will be in hot condition and compact it well to reduce internal pores present in it. Then the blocks are allowed to dry for 24 hours so that they harden. After drying the paver block is removed from the moulds and ready for the use.
D. Testing of Specimens
1. Compressive strength for paver blocks
Plastic paver blocks of size 215X115X6mm were casted. The maximum load at failure reading was taken and the average compressive strength is calculated using the following equation.
Compressive strength (N/mm2) = (Ultimate load in N / Area of cross section (mm2))
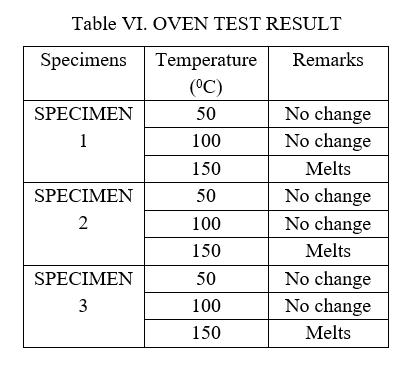
2. Oven test
As the paver block is made of plastic we need to know its melting point hence over test is performed. The paver block is kept in oven for 2hours in oven and after 2 hours its condition is verified.
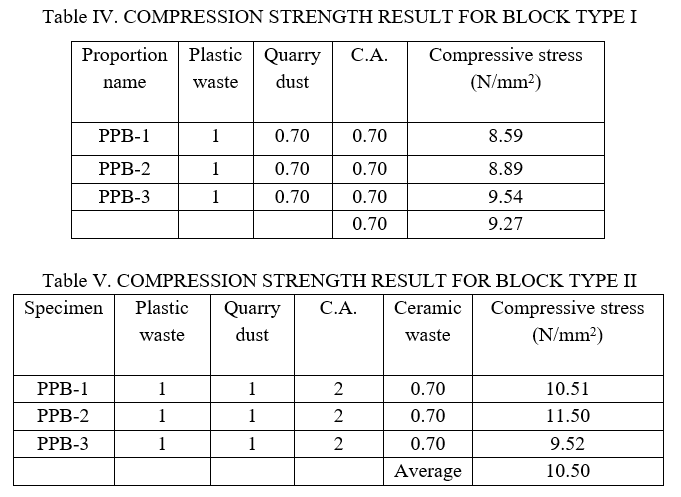
III. RESULT AND DISCUSSION
A. Compressive Strength
B. Oven Test Result
Since the paver block is made of plastic it is required to know its heat resistance. Hence plastic paver block is placed in oven for 2 hours.
Conclusion
The following conclusions were drawn from the experimental investigation 1) The compressive strength of modified pavement block are as equal as conventional block. 2) The cost of construction will be reduced and also helps to avoid the general disposal technique of waste plastic namely, filling and incineration which have certain burden on ecology. 3) By using the plastics in pavement blocks, reduces the weight up to 15%. 4) It also shows good heat resistance. 5) Though the compressive strength is low when compared to the concrete paver block it can be used in gardens, pedestrian path and cycle way etc. 6) It can be used in Non-traffic and light traffic road.
References
[1] Nivetha, C. Rubiya, M. Shobana, S. Vaijayanathi, G. (2016). Production of Plastic Paver Block from the Solid Waste. ARPN Journal of Engineering and Applied Science. 11(2). [2] Ganesh Tapkire. Satish Parihar. Pramod Patil. Hemra, R. Kumavat. (2014). Recycled Plastic used in Concrete Paver Block. International Journal of Research in Engineering and Technology, 3(09). [3] Poonam Sharma. Ramesh kumar Batra. (2016). Cement Concrete Paver Blocks for Rural Roads. International Journal of Current Engineering and Scientific Research, 3(1), 114-121. [4] Joel Santhos Ravikant Talluri. (2015). Manufacture of Interlocking Concrete Paving Blocks with Fly Ash and Glass Powder. International Journal of Civil Engineering and Technology, 6(4), 55-64.
Copyright
Copyright © 2022 Aaryakant soni, Toshan Singh Rajput, Kuldeep Sahu, Sachin Rajak. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET40410
Publish Date : 2022-02-18
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online