

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and Development of Automatic Lamination Cutting Machine
Authors: Prof. V. S. Gondkar, Rutuja Mane, Aishwarya Ghorpade, Sharvari Patil, Hujefa Momin, Pratik Belsare, Sadhana Awati
DOI Link: https://doi.org/10.22214/ijraset.2022.41683
Certificate: View Certificate
Abstract
In this project of “Low-cost automatic laminated paper sheet cutting machine” we made a real time machine for paper sheet cutting purpose in very low cost and having higher efficiency than manual work. This model is simplified according to our convenience while manufacturing ease and cost estimation. The main purpose of this model is to reduce cost and time of cutting operation. Here in this we have used pneumatic method to cut the laminated sheet. Here the cutting wheel will give a point cut to laminated sheet and due to pressure applied by rollers the sheet will cut automatically in that direction. Here to transfer power belt drive is used so slagging problem may occur hence to overcome this some adjustments are made to adjust tension in this belt drive. Our main aim while manufacturing is to reduce frictional losses and maintain the speed of motor to maintain proper friction in between roller and the paper. Also, the paper should pass without slipping for the proper cutting. The overall cost of project is to be minimized by using complementary materials then actual heavy industrial materials.
Introduction
I. INTRODUCTION
Automatic water pumps have been used for over two centuries in many parts of the world. Their simplicity and reliability made them commercially successful, particularly in Europe, in the days before electrical power and the internal combustion engine become widely available. As technology advanced and become increasingly reliant on sources of power derived from fossil fuels, the Automatic water pump was neglected. It was felt to have no relevance in an age of national electricity grids and large-scale water supplies. Big had become beautiful and small-scale Automatic water pump technology was unfashionable. In recent years an increased interest in renewable energy devices and an awareness of the technological needs of a particular market in developing countries have prompted a reappraisal of Automatic water pump. In hilly areas with springs and reliable pumping device is large. Although there are some examples of successful ram pumps installation in developing countries, their use to date has merely scratched at the surface of their potential. The main reason for this being, lack of wide spread local knowledge in the design and manufacture of Automatic water pump. Hence, the wide spread use of Automatic water pumps will only occur if there is a local manufacturer to deliver quickly; give assistance in system design, installation and provide an after-sales service.
A. Background
The Automatic water pump has been around for quite some time now; the first device in the modern era is reported to have been devised by an Englishman John Whitehurst in 1775. His design was not automatic and was controlled by opening and closing a stopcock. Easier than carrying water by hand but sure sounds like it was still a lot of work and very time consuming. The Automatic water pump is works on simple principle of water hammering. The concept behind the ram idea is a "water hammer" shock wave. Water has weight, so a volume of water moving at a certain speed has momentum - it doesn't want to stop immediately. If a car runs into a brick wall the result is crumpled metal. If a moving water flow in a pipe encounters a suddenly closed valve, a pressure "spike" or increase suddenly appears due to all the water being stopped abruptly. If you turn a valve off in your house quickly, you may hear a small "thump" in the pipes that water hammer.
II. PROBLEM STATEMENT
In some industries, hand sheet cutter is used which is operated manually (i.e.) using scissors for simple sheet cutting. Some of the sheets are to be wasted sometimes by this manual method, because of mistakes happened such as wrong dimensions etc., and also even a simple cutting may take long time. Hydraulic based cutting machines are also available for sheet cutting. But this method is very costly and need very high evaluation. So, need to prepare such a machine using pneumatic system Which can be easy to operate and maintain also;
III. SCOPE
A. In this model we are able to cut thin laminated sheets which are rolled over roller in the same manner. By applying advanced technique and automation we can change this model in such a way that the cutting wheel can change its direction according to the program set into the memory.
B. By giving more power to the machine (when changes in dimensions and material are given) we can improve speed and performance.
C. Here we have to set cutting wheel manually and in future we can make automation to change the direction of wheel through programs
D. Also, by using heavy and costly industrial material we can create a large-scale industrial machine which can be used continuously without wear and tear of materials and with low maintenance
IV. LITERATURE REVIEW
A. Present Theories and Practices
Title of paper (1) - Incorporating Lamination Processing and Component Manufacturing in Electrical Machine Design Tools Conference Paper in Conference Record - IAS Annual Meeting (IEEE Industry Applications Society) · October 2007
Author’s Name- Qingen Meng, Leiming Gao, Feng Liu, Peiran Yang, Hon Fisher, Zhongmin Jin
Work Carried Out - In this paper Different factors that introduce deviations in lamination magnetic properties from the catalogue values are addressed. It is shown that the various electrical machines manufacturing processes, lateral sample dimensions and sample orientation, indeed influence the magnetic properties of the studied materials.
Conclusion - For losses, except for pressing, the dominant change is witnessed in hysteresis losses. An increase in losses is usually accompanied with the deterioration in permeability as well. Guidelines to incorporate some of these influences in design tools are provided through examples. It is shown that at 50 Hz and induction levels of interest.
Title of paper (2) - A low-cost cutter-based paper lamination rapid prototyping system.
Author’s name – Guoxing Yu, Yucheng Ding, Dichen Li, Yiping Tang
Work carried out – Paper lamination rapid prototyping technology has an advantage of its low overall cost due to the building materials and the processing principle. To reduce the system and its operating cost further, a cutter-based paper lamination rapid prototyping system is proposed. The cutter set employed is cheap and the cutter can turn its cutting direction automatically so as to simplify the system control. In this paper, the cutting mechanism of the cutter was studied.
Conclusion - According to the analysis of the experimental results, the dimension error caused by the cutting notch was within 3 μm and the roughness average (Ra) was less than 6 μm. Two physical parts have been fabricated on the developed experimental machine, which indicates the proposed system has use value.
Title of paper (3) – A Development of Laminating Mulberry Paper by Biodegradable Films.
Author’s name – Anin Memona, Somsak IthisoponakulaSupaeak Pramoonmak a, Montip lawsuriyontab, Dhanon Leenoic and Nateechai Passadeed.
Work carried out – In this paper, The laminating biodegradable films on mulberry paper by latex glue is ameliorated the wildly usage for multifunction and representation as eco-friendly product. The experimental construction of the laminating machine has the size of 98 x 118 x 126 centimetres. The best laminating is visible at the speed of 3.72 m/min. The biodegradable film has thickness 40 Pm and tensile strength being 40.22 MPa. Tensile strength of normal mulberry paper is 37.07 MPa. After the lamination, it is boosted to 79.14 MPa.
Conclusion – As silk, the laminated mulberry paper has smooth surface and irresistible beauty; moreover, strengthening, freeing from water or humidity, easily for printing and cleaning out. The machine could be applied to the laminated biodegradable films on the other natural paper.
V. DESIGN OF MECHANISM AND COMPONENTS
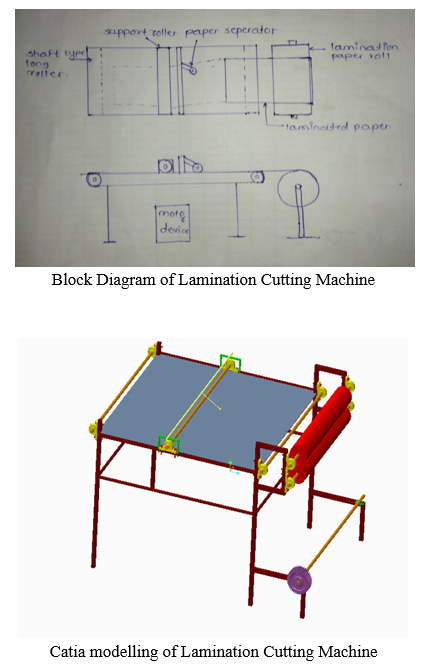
In this chapter all the dimensional calculations of required components are given such as length of belt drive, speed of motor. We have taken the dimensions from the industry and according to that manufacturing is done. Design is made according to the requirement of industry. For assembly design CATIA software is used. Each component is designed and assembled together to form the model.
A. Dimensions
- Structure: (Here the length and width are decided as per industrial requirement and the height is decided for ease of operating. It should be as much wide and large as it should carry 2 sheets at a time.)
L = 46-inch, W = 44.5-inch, H = 38 inch
b. Rollers (Dimensions are given as per industrial requirement and to cut maximum size of sheet.)
L = 47 inch, D = 20 mm=0.78 inch (galvanised rollers), D = 3.5 cm = 1.37795inch (rubber rollers)
c. Height of conveyor belt from ground = 38 cm (It is kept according the operator’s convenience so that he can operate the machine in standing position without any body pain.)
d. Centre to centre distance for conveyor rollers =50 cm
B. Calculations
- Length of conveyor belt (L)
Here, centre to centre distance (C) = 50 inch
Outer diameter (D) = 0.78 inch
By using the formula to calculate length of belt
L = 2*C + Pi (D+d)/2
Here both rollers have same diameters D=d= 0.78 inch=0.0198 m
By putting values in the formula
L = (2*50) + 3.142*(0.78+0.78)/2
L = 102.45 inch
2. Belt speed (S)
S = D* rpm *0.2618* 1.021
S = 0.0198* 2000* 0.2618 *1.021
S = 10.58 Feet per min.
3. Weight in kg of given no. of sheet
W=L * Swd *Gsm *Ns /1000
Where, L=length of sheets in m= 23 inches = 0.5842 m
Swd = Width of sheet in meter=18 inches = 0.4572 m
Gsm = Thickness of sheet (Grams per sq. metre) = 120 g/m^2
Ns= No. of sheets=1000
Let No of sheets are 1000
W= 0.5842*0.4572*120*1000/1000
W= 32.05 kg.
4. Stress generated due to wiper motor on frame(σm)
Because of wiper motor, the stress generated on frame; as the product of force, coefficient of friction, multiplier for joint friction and tolerance factor.
σm= FµfsftL
where, F= Force related to conveyor belt =40Nm,
µ= Coefficient of friction =2.5,
fs= Multiplier for joint friction =1.15,
ft=Tolerance factor=1.12,
L= length of sheets =0.5842.
σm= 40*2.5*1.15*1.12*0.5842
σm=75.24 N/m^2
5. Tension in belt drive(τb)
Tension created by belt drive, with the reference in addition and subtraction of weight carried on sloped/ straight conveyor belt. It will calculate for tension on belt drive.
τb= Tb +/- Tyr
where, Tb= Weight for 1 paper=0.03205kg
Tyr= Tension of empty belt = 20N
If we are adding,
τb = 0.03205+20
τb= 20.03205 Nm
The Added these values comes positive so, this value will be considered.
If we are subtracting,
τb= 0.03205-20
τb= -19.9679 Nm
The Subtracted these the value comes negative so, this value is not considered.
6. Tension in Conveyor Belt(τc)
Tension the belt and cutter times to equally divide the belt tension over the belt. The belt of conveyor always experienced as a tensile load due to rotation of the electric drive, weight of conveyed material and due to idlers.
τc = 1.37*f*L*g*[2*mi+ (2*mb + mm) *cos (δ)] + (H*g*mm)
Where, f = Coefficient of friction= 40Nm
L = Conveyor length in meters= 0.5842
g = Acceleration due to gravity = 9.81 m/sec2
mi = Load due to the idlers in Kg/m.= neglected
mb = Load due to belt in Kg/m.= neglected
mm = Load due to the conveyed materials in Kg/m.=neglected
δ = Inclination angle of the conveyor in Degree=0
H = vertical height of the conveyor in meters. = 0.9652m
τc= 1.37*40*0.5842*9.81+ [2*0+(2*0+0) *cos (0)] +(0.9652*9.81*0)
τc= 314.05 Nm
7. Density (ρ)
ρ =M/v
M =w/g
v =L*W*H
Where, ρ =Density of setup
M =Mass of setup
v =Volume of setup
w = Weight of setup
g = acceleration of gravity
ρ =(w/g)/(L*W*H)
ρ =1/(g*L*H)
ρ =0.09039 kg/cm^3
8. Tensile Strength (S)
S= P/a
Where, P= Maximum Power
a= Area of setup
S= P/ (L*H)
S= 35.469 Pa
9. Young Modulus (E)
E= ?/ ε
Where, ? = Tensile stress
ε1 = Lateral Strain
F = Force
A = Area of setup
L = Length of setup
E= (F/A)/L
E= 20.72 N/m^2
10. Poisson Ratio (?)
? = ε1/ ε2
Where, ε1 = Lateral Strain
ε2 = Longitudinal Strain
E = 2*G (1+ ?)
? = [E/(2*G)]-1
? =25.08
VI. MODEL DESIGN IMAGE
VII. WORKING
- Manufacturing: This setup is ready for offset company, automatic lamination cutting machine as a setup with required dimensions.

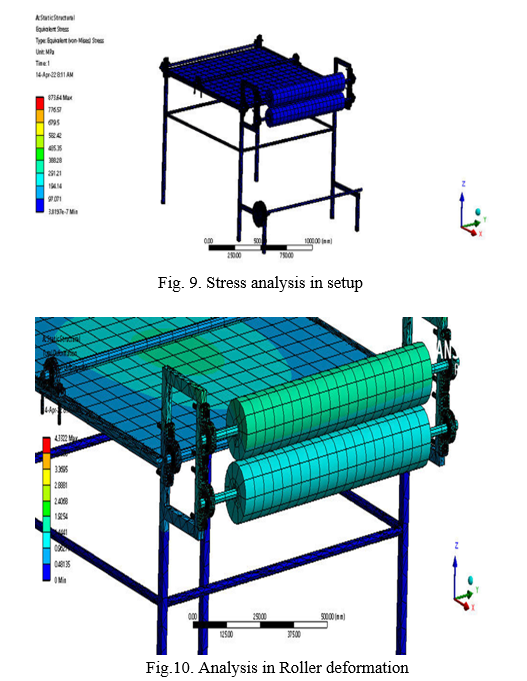
2. Analysis: In our project, need to amount of tension and stress loaded that will be calculated by analysis process with the help of ANSYS. As per density, tensile strength, young modulus and possion ratio, all load and tension is changes as per characteristics.
VIII. ACKNOWLEDGEMENT
The word ‘thank you’ is much less, for the word encouragement which we all have received from people going out the way to make us feel comfortable and make the things very simple.
We express since thanks to our guide Mr. V.S. Gondhkar who guided us during the entire session of the project. High evolutions & suggestions have helped us enormously towards the completion of this project.
We are also thankful to the entire mechanical engineering department for making available all the required resources & co-operation in our project work and also for their constant guidance and a constructive criticism throughout our project work.
Conclusion
This project work has provided us with a fantastic opportunity and experience in which to put our limited knowledge to good use. While working on that project, we learned a lot about planning, designing, drafting, purchasing, calculating, machining, and fabricating. We believe that the project work provides an effective means of bridging the gap between institutions and industries. We are proud of the fact that we were able to successfully complete the work in such a short amount of time. The machine appears to be in good operating order. We are aware of the difficulties in preserving tolerances and also quality. We used all of the available resources to the best of our abilities. We now know that an electric system machine is far less expensive than a hydraulic or pneumatic shearing machine. By arranging a high-pressure conveyor belt and implementing bearing arrangements, the range of cutting thickness can be expanded. Small paper sheet cutting businesses can benefit from this machine because they cannot afford the more expensive hydraulic and pneumatic shearing machines. The laminated paper sheet is cut to the required length using the cutting machine. This project is primarily utilised to boost industry productivity and efficiency while also reducing manual errors. This machine is precise and small. The machine would be purchased at a reasonable price. The cutting operation is ineffective due to the bearing\'s horizontal displacement. As a result, we will use the bearing\'s shearing motion in the future. This will allow you to cut laminated paper more successfully and at a lower cost. The method of analysis was investigated, critically assessed, and its legality was established by using data gathered from full-scale experimental activities conducted on these models. That data was obtained experimentally critical throughout the modelling process, as they demonstrated this model of Lamination cutting for objective verification. Experiments also allowed for the adjustment of some previously unknown parameters. This was done by measuring the characteristics of a lamination cutting machine in an experimental setting.
References
[1] Sudhir Ranjan, Abhishek Sharma, Puneet Chaudhary, an effective temperature control system using PID mechanism, IEEE, 2014. [2] Prabhu Ramanathan, Sukanya.K.C, SidhantaMishra,Sudha Ramasamy, Study on Fuzzy Logic and PID controller for temperature regulator of a system with time delay, IEEE, 2013. [3] Ahmet Kucukkomurler, Environmental, low cost, energy efficient, electromagnetic indoor induction space heating system design, IEEE, 2009. [4] Byung Chul Ji, Young A Han and Jietae Lee, Temperature control of Multizone Heated Rollers, IEEE, 2008. [5] Montenegro Criado, an effective temperature control system using PID mechanism, IEEE, 1996 [6] Madhu Kumar V “Design and Fabrication of Pneumatic paper Sheet Cutting and Bending Machine. International Journal of Engineering Research and Advanced Technology (IJERAT). [7] Vishal Tambat, Nilkanth Rane, Omkar Savant, 4Pankaj Yadav. Pneumatic Shearing and Bending Machine, IJRRCME, Vol. 2, Issue 1, pp: (9-18), Month: April 2015 – September 2015.
Copyright
Copyright © 2022 Prof. V. S. Gondkar, Rutuja Mane, Aishwarya Ghorpade, Sharvari Patil, Hujefa Momin, Pratik Belsare, Sadhana Awati. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET41683
Publish Date : 2022-04-21
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online