

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and Manufacturing of CV Joint’s Tripod-Cup
Authors: Shreyan Mathapati, Akshay Palkar, Aditya Mistry, Yash Mohalkar, Ojas Khade
DOI Link: https://doi.org/10.22214/ijraset.2023.57125
Certificate: View Certificate
Abstract
Constant Velocity Joints (CVJs) are essential components in automotive drivetrains, enabling the transmission of power from the differential to the wheel hub while accommodating varying angles and rotations. This project report provides a comprehensive overview of the design and manufacturing process of Tripod Cup Constant Velocity Joints, highlighting the key steps such as material selection, machining steps, heat treatment, quality control measures for its integration with OEM tripod-spider and differential.
Introduction
I. INTRODUCTION
The Tripod CV joint is one of the critical power transmission joints since it can transmit power at an angle while maintaining the same velocity profile of the input and output shaft. The tripod joint is extensively used in commercial vehicles to connect the differential, driveshaft, and the wheel hub for power transmission with constant velocity profile.
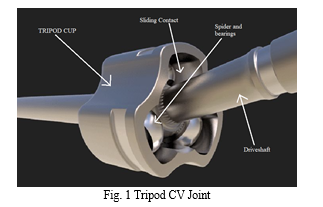
It is subjected to moderate to heavy shock loading of the torsional load. Since the Tripod CV Joint can transmit power through varying angles, it needs to maintain a well lubricated sliding contact between the tripod bearings and the Cup. The sliding contact is governed by the clearance between the tripod bearings and the bearing seat of CV profile. The cup is prone to impact loading at times if the clearance exceeds a specific limit. Another important concern is the roughness value of the surface of bearing seat. A uniform and smooth surface finish is recommended for maximum service life. The impact loading dependent on clearance and roughness value of contact surface can significantly affect the fatigue strength of the tripod Cup and makes it vulnerable to crack propagation. Hence, the manufacturing process must be selected according to the requirements of accuracy to maintain the clearance and surface finish thereby providing greater longevity and reliability.
II. PROBLEM STATEMENT
To design and manufacture a tripod cup constant velocity joint for a formula student vehicle. The CV profile is derived from a pre-selected OEM tripod spider and bearings. The selected spider and bearings are from Tata Nano OEM driveshaft assembly. The objective of this project is to design and manufacture tripod cups that integrate the OEM tripod spiders and bearings with the side gears of differential.
III. DESIGN PROCEDURE
Input Values and requirements:
- Tripod cup shaft length: 102mm
- Shaft Diameter:28mm
- Internal diameter for axial locking: M8
- Shaft Coupling: Serration splines z25, 28/26 – OD/ID
- CV Profile Depth: 54mm
A. Material Selection
20MnCr5 is a low alloying and low carbon steel available in aneled condition. It is a case hardening steel used in various heavy duty transmission parts, industrial machinery etc. The low alloying and low carbon, the material is soft and easily machinable. This also helps in avoiding generation of internal and residual stresses caused by different types of machining. Along with this, 20MnCr5 shows excellent strength properties after heat treatment. It has a shallow hardness response to heat treatment since it has less nickel content and the most suitable hardening process is carburizing. Alloying elements like Manganese and Chromium enhance the overall toughness, resilience, and fatigue strength of the material by improving the grain structure.
Since the tripod cup has sliding contact with heavy power transmission, appropriate surface hardness with core strength is required to withstand the load and resist wear or abrasion.
The properties are as follows:
- Yield Strength: 1250Mpa @60HRC
- Sheer Modulus: 80GPa
- Poisson’s ratio: 0.27-0.30
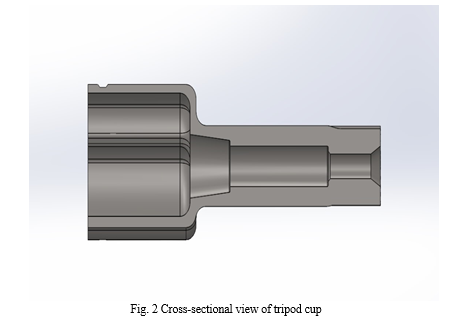
B. Mechanical Design
Basic Torsion equation is used to estimate an od/id of the shaft as 28/14. The internal diameter of the shaft and a step with a M8 hole acts as a step to integrate a M8 bolt for axial locking of the tripod cup. The 20mm deep taper profile with a smaller diameter of 18mm and a step is created to support the plunge spring of the driveshaft. This is to compensate for some amount of axial motion caused in the driveshaft. The CV profile is derived from the tripod spider and bearing diameter and fillets are provided for better stress flow.
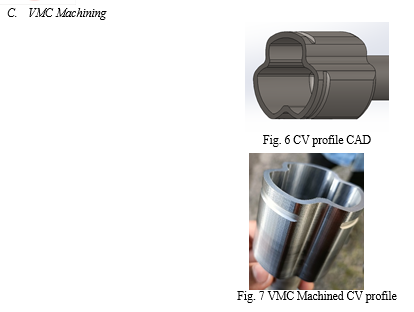
The CV profile is machined by a 3 axis VMC process. The inner dimensions are kept 300 microns undersize as a part of future machining and heat treatment strategic plan.
The required clearance is 100 microns diametrically for easy sliding contact and with a film of grease. The 20MnCr5 steel is going to be case carburized after the VMC process. In this process, there occurs unpredictable distortions in dimensions hence, the final tolerances weren’t machined during VMC.
The EDM (Electron Discharge Machining) process, however, does not depend on material hardness and the required tolerances can be achieved easily.
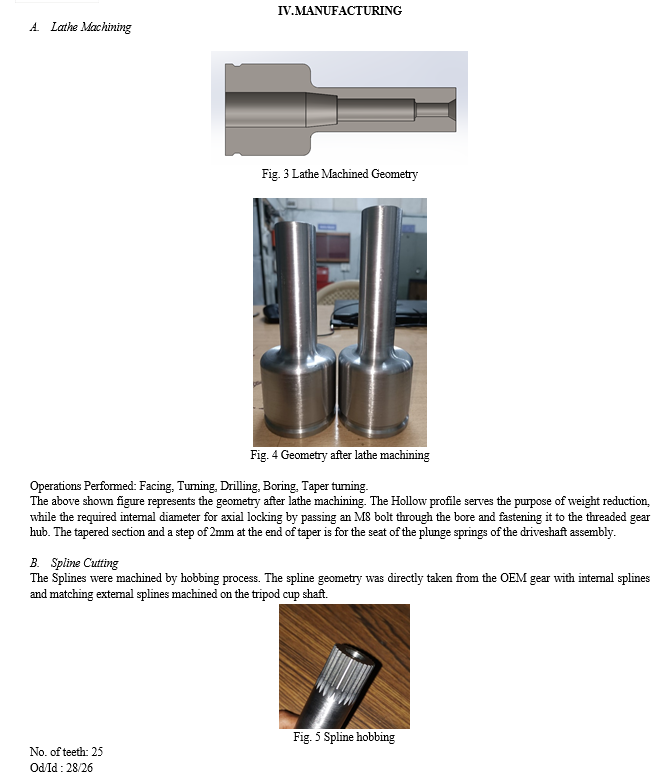
D. Spline Cutting
The VMC machined part is now case carburized to increase the surface hardness and overall strength of the material.
The tripod cup shaft coupled with the side gear of the differential though splines must have less hardness relative to the gear. The gears used in Drexler Formula Student Differential are made of 300M tool steel and have a hardness of 50-55HRC. Hence the hardness of tripod cup is decided to be 45-50HRC so in case of overloading, the tripod cup will get damaged and not the OEM gears in the differential. The case depth is kept as 1mm since 300 micron of the material is to be removed at the next step of machining and at least 0.6mm case depth must be maintained for effective increase in strength and hardness. Hence, a case depth of 1mm will ultimately give a 700-micron case depth.
Technical Specifications of Carburizing:
Case Depth: 1mm, Achieved 1.10mm
Hardness: 45-50HRC, Achieved 47HRC
Thorough cleaning was done after carburizing, the spline fitting was checked and inspected.
E. EDM Machining
Electron Discharge Machining was used to machine final tolerances. In this process, a copper electrode is wire cut with an accuracy of under 5-10 microns. NC Sparking EDM is done on the workpiece using the electrode. The material is removed by corrosive wear. 2 different electrodes were used to machine 300 microns of material for a better surface finish.
V. FUTURE SCOPE
- To implement 3d fillet at the injunction of CV profile and shaft using 5 axis VMC machining for better stress flow.
- CNC Sparking EDM with orbiting corrosion.
Conclusion
1) The tripod cup was successfully manufactured by a combination of successive machining processes. 2) Since the material was completely machined while being in soft aneled condition, there was no need for additional stress relieving. 3) The hardness achieved through carburizing is 47HRC with a case depth of 1.10mm. 4) The expected yield strength at 47HRC is >900 MPa.
References
[1] Kei Kimata, Haruo Nagatani and Masayuki Imoto, Analysis of Ball-Type Constant Velocity Joints Based on Dynamics in JSME International Journal Series C, June 2004. [2] Dhananjay Y Pardhil, Design and Analysis of a Velocity Joints for a Formula Student Vehicle in IRJET, Volume: 08, issue: 07, July 2021.
Copyright
Copyright © 2023 Shreyan Mathapati, Akshay Palkar, Aditya Mistry, Yash Mohalkar, Ojas Khade. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET57125
Publish Date : 2023-11-28
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online