

Ijraset Journal For Research in Applied Science and Engineering Technology
Effect of Core Geometry, Orientation and Support on the Core Shift in Mould
Authors: Sudhakar S. Ambhore, Alisha Gadhave, Hansel Lewis, Kenneth Lobo, Ritwik Wani
DOI Link: https://doi.org/10.22214/ijraset.2022.42228
Certificate: View Certificate
Abstract
This paper focuses on how to improve the effect of core geometry and its orientation when core shift occurs in the mould. Core shift is the change in position of the core from its original position in the mould before the molten fluid is passed into the cavity. Core shift occurs due to the temperature difference in the mould box and the pressure induced on the side walls of the mould box. Thus, the final product will have unexpected and uncountable variations and defects which will have a huge impact on the mechanical properties which in turn will affect the performance when running an operation. Also, the design and analysis of the final product will give an estimation on the various stresses acting on the core and how it will eventually affect both the mould and the core during the casting process. The problem of core shift has been resolved and the results obtained from the correction, have made an impact on the small foundries which usually do not operate in a systematic way. Thus, the goal of minimal to absolutely zero core shift can be achieved and the new final product will have more advantages compared to the old product with defects.
Introduction
I. INTRODUCTION
Metal casting is a multi-physics domain involving fluid flow, heat transfer and stresses. It involves a large number of material, geometric and process parameters. There is virtually unlimited scope for basic research to develop the underlying science, as well as applied research useful to the industry. The project idea is directly related to the industry in which researcher can approach to local industry to fine-tune problem definition and obtain realistic data considering the different composition of cast metal i.e., ferrous, non-ferrous, etc, mould material i.e., green sand, dry sand, ceramic, metal etc and pouring conditions i.e., gravity, vacuum, low pressure, high pressure, centrifugal. The required skill set i.e., analytical, computational and experimental is useful for the stated idea. Core shift is the minor error during casting process that can cause the major losses to the manufacturing industries. In this paper analysis and research of such core shift has been done on mechanical component manufactured by sand casting is Knuckle Joint. This research included analysis of causes and solutions to prevent the core shift in the sand-casting method.
II. MATERIALS AND METHODS
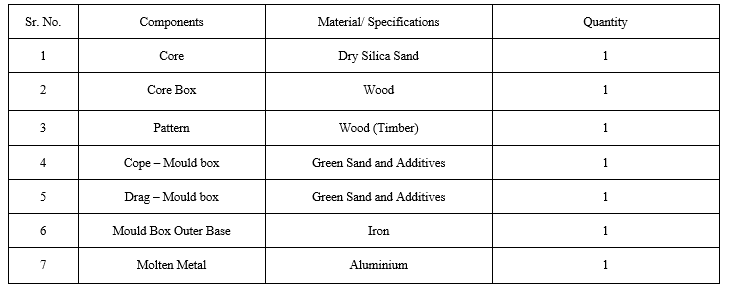
A. List of Components and their materials used sand casting of Fork end.
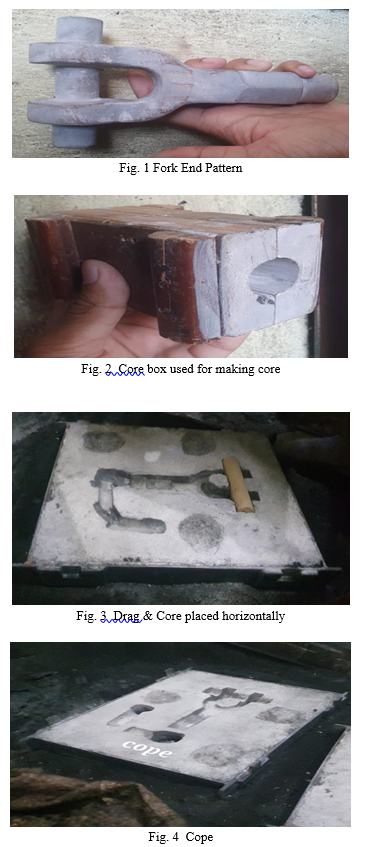
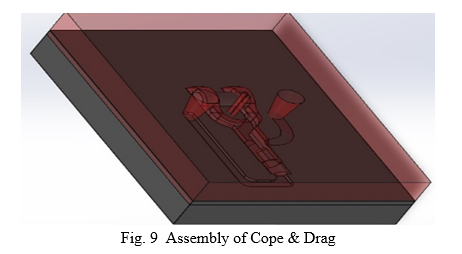
B. Component Pictures
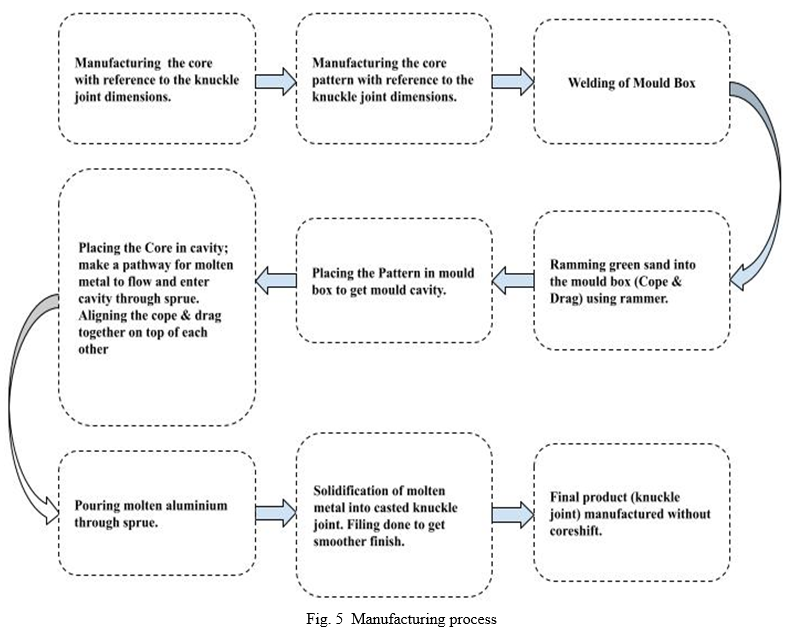
C. Methods of Manufacturing Fork End


IV. RESULTS AND DISCUSSION
The main objective is to research about the core geometry in a mould having minimum chances of core shifts and other defects in final product and to also create proper orientation of the mould. After the first operation, (Fig. 3.2.1) there were some defects which was observed in the final product and these defects were caused due to some sand particulates which were in the pathway of the molten metal, holes on the top surface of the sand mould were not made for the flue gases to pass and also due to improper ramming of sand, the horizontally placed core shifted a bit.
After receiving these results seen in Fig. 3.2.1, we researched and found out ways to resolve our problem.
- Provide 3mm tolerance, tolerance was required if in case during the casting process the material expands due to thermal expansion, so if it expands, we can get it back to the original dimension with the help of machining.
- Proper clamping of the mould boxes together so that we don’t receive a distorted end product and also provision of holes for exit of flue gases is necessary.
- Design the runner and inform the foundry to make the runner design as per the model that we have provided in to obtain a laminar flow instead of how they usually make it which may sometimes result in a turbulent flow or even the flow of the molten metal may stop in between and not fill the entire mould.
- Final and important solution is that small foundries don’t use a pin locater. Pin locater is actually used to align the core properly so that the core remains straight, in whatever manner it is kept, vertical or horizontal.
As we can see, the outcome of sand-casting manufacturing process 2 (Fig. 3.1.3) using the above four methods helped us manufacture a defect free Fork end with an even surface finish. By using the right means and following the correct steps mishaps can be prevented while sand casting giving defect free products.
V. ACKNOWLEDGEMENTS
We would like to express our deep gratitude to Professor Sudhakar Ambhore, Professor Cleta Pereira and Professor Mahesh Rajwade for their patient guidance, enthusiastic encouragement, valuable insight and unfaltering support in helping us perform our tasks. We would especially like to thank our Suryanath Foundry for consideration to help us with the manufacturing of our project with patience and also for their valuable time. We are also very grateful to our Workshop Sirs, Mr. Ramesh Pothraj and Mr. Binoj Sreedharan for their contribution of assistance in our project. Without all their help, we may not have made it this far.
Conclusion
1) Core shift is a minor issue can be reason of major losses. Hence, solutions on these problems should be equally effective. 2) Manufacturing industry performs major role in production of multiple type of components in multiple type of manufacturing processes 3) Among which core shift performs impact on casting process resulting failure in the final product which can never be correct by any preventive measures, it has to be manufactured from bottom. 4) Variation in metal composition, proper clamping attachments, variation in molten metal temperatures, change in sand proportions these are some solutions by which the core shift can be avoided. 5) A core shift is a defect due to the buoyancy of molten metal where the core of a cast moves from where it was originally intended to be Various solutions which can help preventing shift core has been provided to the manufacturer such as keep 3 mm tolerance, smooth making path of molten flow, proper alignment of patterns, core pin holding for avoiding dislocations. By using the above solutions, we could achieve the final component as defect free component. The research over how to improve core shift is obtained. With the help of these results the final outcome of the final product and the productivity time of the industries that are manufacturing these products will increase efficiently as the Fork end done through sand casting is much more cost - effective provided the small-scale industries are given proper training on how to manufacture knuckle joint through sand casting rather than manufacturing it through forging or machining which will turn out to be very expensive. AFS Grain Finesse Number of Green Sand used = Product / % of weight retained = 4192.5 / 100 = 41.92
References
[1] Ravi, Metal Casting, 2019. [2] A.K. Chakrabarti, Casting Technology and Cast Alloys, 1995. [3] Dayalan Hari. S & Yeshwant Raj, Investigation of Knuckle Joint and Its Importance, 2018. [4] Kumar Amrit, Knuckle Joint: Definition, Parts or Assembly, Design, Material, Application, Advantages, Disadvantages, 2016. [5] Animech, Core & Types of Core, 2020. [6] Eqbal Shakir, Knuckle Joint, 2021. [7] Howards Mark, Use Core-Shift Analysis to Avoid Expensive Defects and Failures, 2020. [8] Haworth Castings, Aluminium alloys in Sand Casting, 2015.
Copyright
Copyright © 2022 Sudhakar S. Ambhore, Alisha Gadhave, Hansel Lewis, Kenneth Lobo, Ritwik Wani. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET42228
Publish Date : 2022-05-04
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online