

Ijraset Journal For Research in Applied Science and Engineering Technology
Effect of Multiwall Carbon Nanotubes on Tensile Strength of Cross Lap Joint
Authors: Vikram H. Londhe, Laxmikant D. Joshi
DOI Link: https://doi.org/10.22214/ijraset.2023.52529
Certificate: View Certificate
Abstract
This paper compares the tensile strength of an adhesively bonded single cross lap joint with and without the addition of multiwall carbon nanotubes (MWCNT) in the adhesive. Tensile strength analysis of adhesively bonded cross lap joint is done by applying pulling load which produces tensile stress at overlap between two substrates which joined together by using adhesive. Cross lap joint were created using Al-Al substrates. Five tests were performed on Al-Al substrates with and without the addition of MWCNT in the adhesive for each specimen. MWCNT filler particles increase the toughness and strength of epoxy resin when compared to epoxy resin that does not contain MWCNT. MWCNT fill epoxy resin increases toughness and resists crack formation, increasing the interface strength between two substrates.
Introduction
I. INTRODUCTION
Due to enhanced mechanical properties adhesively bonded lap joints are widely used in aerospace and automobile industries .these joints have better interface strength. Araldite, locktite, etc adhesives can be used to prepare adhesive lap joint. Use of various adhesive depends upon properties of adhesive and working condition. Exceptional mechanical properties of carbon nanotubes (CNTs) enhance them to use as reinforcing nanofillers in composite materials. The results indicate improved mechanical properties through selective use of CNT and processing conditions. The accuracy of the results of strength tests of adhesive bonds will depend on the conditions under which the bonding process is carried out. The bonding conditions shall be prescribed by the manufacturer of the adhesive. Al-Al substrates with and without addition of MWCNT in adhesive is prepared as per ASTM standard and strength analysis of single lap joint is carried out on universal testing machine
II. EXPERIMENTS
A. Substrate Material
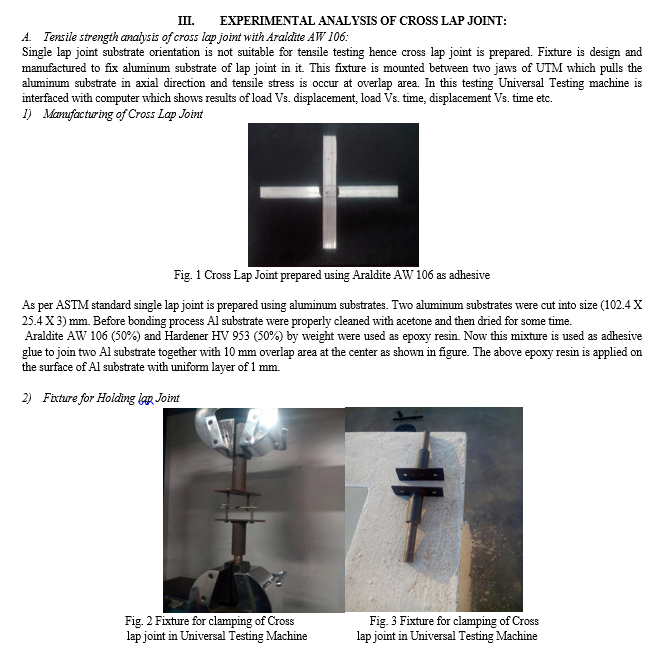
In this experiment we have used cross lap joint which is made up of aluminum substrate. The length of substrate 1 and substrate 2 is 102.4 mm each. Thickness of adhesive layer is 1 mm and thickness of substrates is 3 mm width of substrate is 10 mm. We have selected material as Aluminium copper alloy 5251 as it is having good strength and good ductility. It is also known for work hardening rapidly and is readily wieldable; it also possesses high corrosion resistance.
B. Adhesive and Filler Material
Araldite AW 106, Hardener HV 953 is used as epoxy resin. Araldite AW 106 resin/Hardener HV 953U epoxy adhesive is a multi-purpose viscous material that is suitable for bonding a variety of materials like metal, ceramic, and wood etc.
Araldite AW 106 resin/Hardener HV 953U epoxy adhesive cures at temperatures from 68ºF (20ºC) to 356ºF (180ºC) with no release of volatile constituents.
Multi-walled nanotubes (MWCNTs) consist of multiple rolled layers (concentric tubes) of graphene. The interlayer distance in multi-walled nanotubes is close to the distance between graphene layers in graphite, approximately 3.4 Å.For this testing MWCNT used with specifications:
Carbon purity: min.95%.
Number of walls: 3-15
Outer diameter: 5-20 nm;
Inner diameter: 2-6 nm;
Length: 1-10 um;
Apparent density: 0.15-0.35 g/cm3
Loose agglomerate size: 0.1-3mm
Cross lap joint is prepared as per ASTM standard in which first substrates of aluminum were cut into size 102.4 X 10 X 3,Before bonding process Al substrate were properly cleaned with acetone and then dried for some time, Araldite AW 106 (50%) and Hardener HV 953 (50%) by weight were used as epoxy resin, Now this mixture is used as adhesive glue to join two Al substrate together with 10 mm overlap area. Overlap area is common area between two substrate where adhesive is applied. MWCNTs 3% and 5% by weight were added in araldite by sonication process. To prepare nanocomoposite with epoxy resin,CNTs were ultrasonicated for 1 hour in ethanol (0.1mg/ml) and then for another hour after the addition of epoxy. The ethanol was then removed by heating the mixture to 70 ?C while stirring followed by evaporation under high vaccum at 50 ?C for 24 hour. The above epoxy resin is applied on the surface of Al substrate with uniform layer of 1 mm.
Conclusion
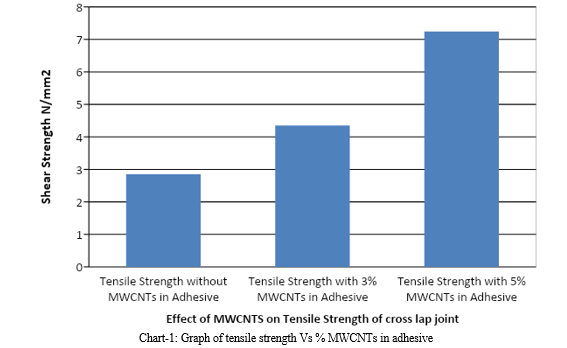
From above chart no 1 it is clear that for with addition of MWCNTs in araldite strength of cross lap joint is increased as compare to without MWCNTs in araldite. Tensile strength obtained with 5% MWCNTs is greater than tensile strength obtained with 3% MWCNTs and tensile strength obtained with 3% MWCNTs is greater than tensile strength obtained without MWCNTs. The accuracy of the results of strength tests of adhesive bonds will depend on the conditions under which the bonding process is carried out.
References
[1] Kairouz, K.C. and Matthews, F.L., 1993. Strength and failure modes of bonded single lap joints between cross-ply adherends. Composites, 24(6), pp.475-484. [2] Zhang, H. and Liu, J., 2011. Microstructure characteristics and mechanical property of aluminum alloy/stainless steel lap joints fabricated by MIG welding–brazing process. Materials Science and Engineering: A, 528(19-20), pp.6179-6185. [3] Sancaktar, E. and Gomatam, R., 1998, November. A study on the effects of surface roughness on the strength of single lap joints. In ASME International Mechanical Engineering Congress and Exposition (Vol. 16073, pp. 91-111). American Society of Mechanical Engineers. [4] Razavi, S.M.J., Ayatollahi, M.R., Giv, A.N. and Khoramishad, H., 2018. Single lap joints bonded with structural adhesives reinforced with a mixture of silica nanoparticles and multi walled carbon nanotubes. International Journal of Adhesion and Adhesives, 80, pp.76-86. [5] dos Reis, M.O., Nascimento Jr, H., Monteiro, E.C., Leão, S.G. and Ávila, A.F., 2022. Investigation of effects of extreme environment conditions on multiwall carbon nanotube?epoxy adhesive and adhesive joints. Polymer Composites, 43(10), pp.7500-7513. [6] Joshi, L., Rajgole, A., Hiremath, R. and Khomane, S., 2019. Experimental investigation of natural fiber with epoxy resin. Inter. Journal of New Tech. & Research, 5(4), pp.44-47.
Copyright
Copyright © 2023 Vikram H. Londhe, Laxmikant D. Joshi. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET52529
Publish Date : 2023-05-19
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online