

Ijraset Journal For Research in Applied Science and Engineering Technology
Enhancing the Surface Finish of Product Coming From High Precision CNC- Milling Center by Varaying the Machtine Parameters Through Taguchi Approach
Authors: Niraj Vangani, Komal Motwani
DOI Link: https://doi.org/10.22214/ijraset.2022.40393
Certificate: View Certificate
Abstract
The manufacturing process for products with high degree of precision is very critical and hence increasing the surface quality, wherever possible has been the prime motive, so many leading companies are working with high precision CNC-VMC series for operations such as Drilling, Tapping, Turning, Milling, etc. Surface roughness is the most important indicator of surface quality in machined items. So as to achieve that changing machine parameters as per product size and environment is necessary. In this research, the parameters which are taken into account are : spindle speed, feed rate, and depth of cut. Taguchi Design is utilized in this study to find the best combination of parameters to reach out to the maximum surface finish criteria. For various combinations of three parameters: spindle speed, feed rate, and depth of cut, experiments are carried out using the Taguchi orthogonal array. The surface roughness Ra is analyzed for each experiment run using Taguchi.
Introduction
I. INTRODUCTION
To satisfy centered need of fastest mill-tap in Automobile, Surgical and Telecom industries, leading industries have adopted and developed high speed drill-tap center, milling center known as High precision Series. The series is outfitted with fast electro-mechanical type integral pallet changer, fast tool changer and dynamic rapid feed rate of nearly 60 m/min. This moving column drill tap centers ideally fit for small and mid-sized components for continuous drilling-tapping operations and the milling centers are fit for big sized contour shaped components.
The Methodology used in this research is Taguchi Methodology.
Taguchi has found a new method of conducting the design of experiments which are based on well-defined guidelines. This method uses a special set of arrays called orthogonal arrays. These standard arrays stipulate the way of conducting the minimal number of experiments which can give the full information of all the factors which affect the performance parameters. The main core point of the orthogonal array method lies in choosing the level combinations of the input design variables for each experiment, other than that ,The Taguchi method involves reducing the variation in a process through robust design of experiments. The overall objective of the method is to produce high quality product at low cost to the manufacturer.
Along with this we can check the Machining capabilities of such machines. Machining capabilities is a study in which the main aim of it is to detect and evaluate the machine related influences on the manufacturing process and to possibly understand them based on influences at certain area.
There are many parameters involved in this study which are likely to mentioned below :
- Surface finish
- Tools
- Cycle Times
- Coolant flow and temperature
- Pressure
- Performance
- Current
- Power
For all machining interactions ,it is critical to get precise measurements with greater surface finish and for accomplishing high production and better MRR. A machining process includes different parameters which has direct or indirect influence on surface roughness and material removal rate.
The influence of varied machining parameters (spindle speed, feed, and depth of cut) on material removal rate in end milling is demonstrated in this report. The requirement for high-quality, completely automated manufacturing focuses attention on the product’s surface condition. The surface finish of the machined surface is very essential because it affects the product’s look, function, and reliability. There are few things we need to understand about the surface roughness : Characteristics of Surface finish and Factors affecting the surface Roughness.
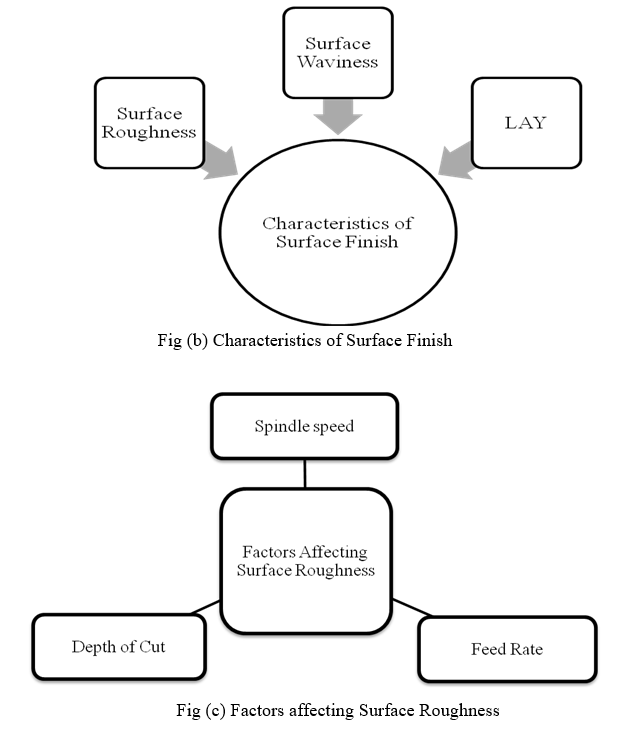
II. FACTORS AFFECTING THE SURFACE FINISH
Now let's understand the individual effects of these parameters on surface roughness of high precision CNC milled work piece.
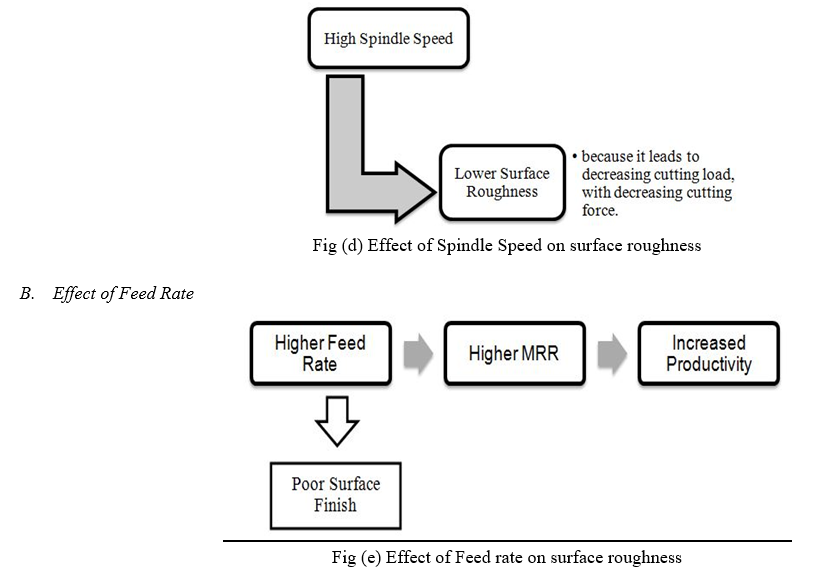
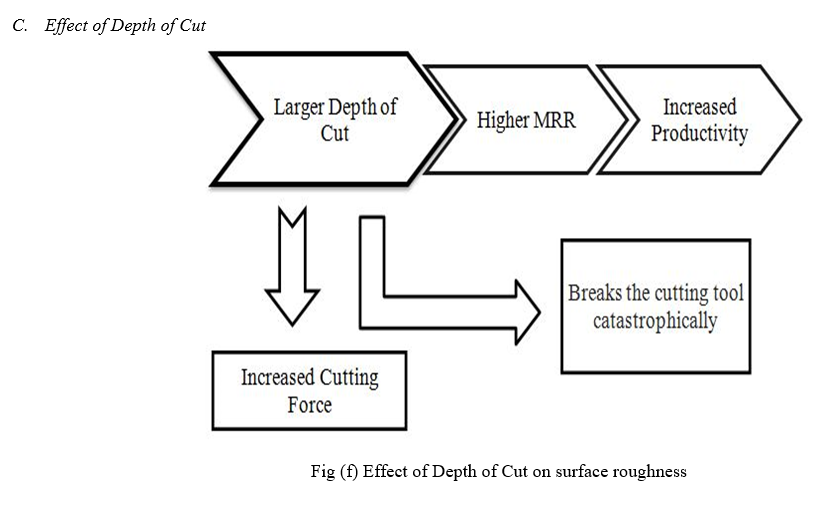
A. Effect of Spindle Speed
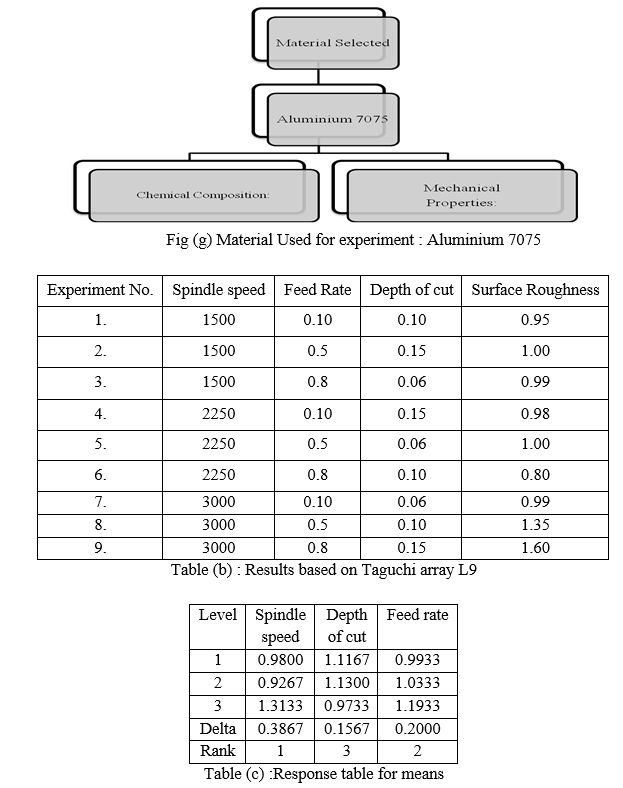
III. EXPERIMENTAL RESULTS
As per the experimental results were carried out on High precision CNC milling center, we got the following results to investigate the best possible combinations to increase surface finish through Taguchi approach. We have conducted 3 experiments based on given industrial data. We have taken these results with minitab 2019 software usage.
|
Control factors |
Level 1 |
Level 2 |
Level 3 |
Unit |
|
Factor A (Spindle Speed) |
1500 |
2500 |
3000 |
rpm |
|
Factor B (Depth of cut) |
0.06 |
0.1 |
0.15 |
min/tooth |
|
Factor C (Feed rate) |
0.5 |
0.8 |
1 |
mm |
Table (a) : Input Parameters
Conclusion
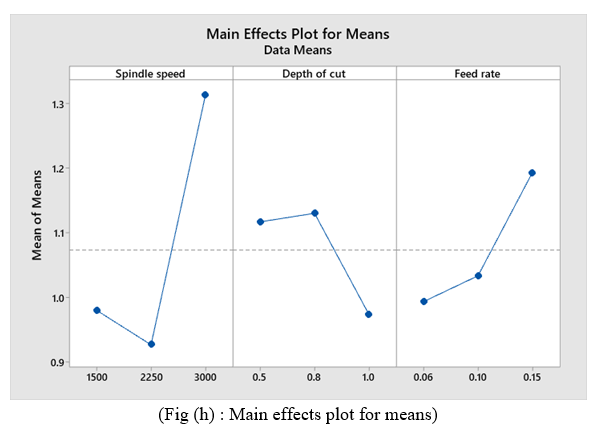
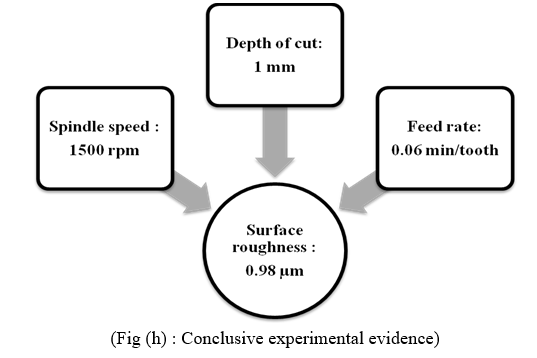
From the Table (c) & Fig (h) we can analyze that lowest possible surface roughness we do get at spindle speed 2250 rpm but by considering all the 3 parameters, we get the less surface roughness or increased surface finish at 1500 rpm, 1 mm depth of cut and at 0.06 min/tooth feed rate and here the surface roughness is 0.98 micrometer, which is way too good. Thus the Taguchi approach suggests to manipulate input parameters to achieve high level of surface finish.
References
[1] Krantikumar Bhosale, Parameters Optimization of CNC MAchining using Taguchi Methodology, Research gate - April-2018 [2] Amit Joshi, Pradeep Kothiyal & R.Pant, Experimental investigation of machine parameters of CNC milling on MRR by Taguchi Method, Article in International Journal of Applied Engineering Research · January 2012 [3] N.Satheesh Kumar, Ajay Shetty, Akshay Shetty, Ananth K, Harsha Shetty, Effect of Spindle Speed and Feed Rate on Surface Roughness of Carbon Steels in CNC Turning, Elsevier, Volume 36, Pages 691-697, 2012 [4] Ahmed Bahruddin Abdullah, Zahurin Samad, The effect of feed rate and cutting speed to surface roughness, Asian Journal of Scientific Research, Jan-2008 [5] Julie Z.Zhanga,Joseph C.Chenb,E. Daniel Kirbyb, Surface roughness optimization in an end-milling operation using the Taguchi design method, Journal of Materials Processing Technology Volume 184, Issues 1–3, 12 April 2007, Pages 233-239 [6] https://www.mscdirect.com/betterMRO/metalworking/4-tips-improve-cnc-machine-efficiency-chips-fly [7] https://www.thomasnet.com/articles/metals-metal-products/all-about-7075-aluminum-properties-strength-and-uses/
Copyright
Copyright © 2022 Niraj Vangani, Komal Motwani. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET40393
Publish Date : 2022-02-17
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online