

Ijraset Journal For Research in Applied Science and Engineering Technology
Expanded Polystyrene Concrete
Authors: Sagar Bedanta, Sonam Mishra, Aloka Kumar Rout, Abinash Mohanty, Ananya punyotoya Parida
DOI Link: https://doi.org/10.22214/ijraset.2022.42547
Certificate: View Certificate
Abstract
Expanded polystyrene (EPS) geofoam is a lightweight material that has been used in engineering applications since at least the 1950s. Its density is about a hundredth of that of soil. It has good thermal insulation properties with stiffness and compression strength comparable to medium clay. It is utilized in reducing settlement below embankments, sound and vibration damping, reducing lateral pressure on sub-structures, reducing stresses on rigid buried conduits and related applications. Expanded polystyrene waste in a granular form is used as lightweight aggregate to produce lightweight structural concrete with the unit weight varying from 1200 to 2000 kg/m³. The polystyrene aggregate concrete was produced by partially replacing coarse aggregate in the reference (normal weight) concrete mixtures with equal volume of the chemically coated crushed polystyrene granules. This paper reports the results of an experimental investigation into the engineering properties, such as compressive strength, modulus of elasticity, drying shrinkage and creep, of polystyrene aggregate concrete varying in density. The main objectives of this study are the cement contents for the concrete mixtures used were 410 and 540kg/m³.
Introduction
I. INTRODUCTION
Lightweight concretes (LWCs) can be used in various construction fields. It can be used for repairing wooden floors of old buildings, carrying walls of low thermal conduction, bridge decks, floating quay, etc. For the first applications, the lightest possible material is used, i.e., usually it has a specific gravity of 0.5, the strength being of less importance.
But for some structural applications, a compressive strength higher than 40 MPa is sometimes necessary, which leads the designer to optimize a material with a specific gravity close to 1.8. In such a case, lightweight aggregates, such as expanded glass or clay, take part in the resistance of the composite. The possibilities offered by new cement-based materials suggest that it is possible to improve the compressive strength versus the specific gravity, or to reach equivalent strength for lower specific gravity. It is proposed to use very lightweight inclusions, like expanded polystyrene (EPS), having a specific gravity of about 0.02 in an ultrahigh strength matrix having a strength higher than 130 MPa.However, the mechanical behavior of such a material is quite different from that of an ordinary LWC. It is known that the stress distribution within a granular cement-based composite depends on the sizes of the inclusions and on the respective modulus of the matrix and of the inclusions. When the aggregate has a modulus higher than that of the matrix, stress concentrations appear in the vicinity of the aggregates. However, when dealing with very lightweight aggregate, like EPS, having a negligible modulus, the two-phase models are in their limit of applicability. Another way is to refer to models based on porosity, assuming that the concrete is described as a matrix containing voids (EPS spheres).The aim of this report is to achieve a mix design for Lightweight EPS Concrete with density lesser than 1800kg/m³ and enough high compressive strength so that it can be used in construction purpose.
II. MATERIALS AND MIX DESIGN PRINCIPLES
The two-phase material is an ultra-high strength mortar and expanded polystyrene spheres (EPS). The basic matrix is of the same type as that used for very high strength concretes (VHSC). It is made with 53 grade Ambuja PPC Cement, silica fume, river sand having a maximum diameter of 300mm, and a polycarboxylate-based super plasticizer. The lightweight inclusions are EPS balls of two different diameters: 1mm and 2mm.
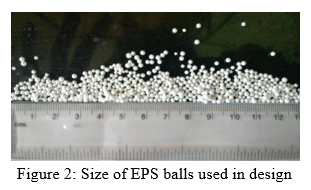
It has been found from experimental data which shows that the compressive strength depends on the inclusions’ size of EPS beads, the smallest the size the highest the performance. Experimental results were fitted to an empirical model. The model took into account the packing density and the EPS diameter. Simulations were made using this model, using a very high performance matrix of 180-MPa compressive strength and weightless inclusions. It appears that new materials can be designed in a domain not yet explored on cement-based materials.
III. ACI MIX DESIGN
Specific gravity of cement : 3.15
Specific Gravity of fine aggregate : 2.40
Specific Gravity of EPS beads : 0.011 Finness modulus of fine aggregate : 3.00
Bulk Density of Fine Aggregate : 1643 kg/m3
Bulk Density of EPS beads :6.86 kg/m3 Specific gravity of Silica Fume : 2.25
A. Mix Proportions for Trial Number
Target strength of mortar is 160Mpa for 1cum
Mix Design is as follows
|
w/c |
0.25 |
|
w/c+sf |
0.20 |
|
Cement |
890 kg/m3 |
|
Silica Fume |
222 kg/m3 |
|
Fine Aggregate |
837 kg/m3 |
|
Water |
222 kg/m3 |
|
Super Plasticizer |
30 l/m3 |
|
Coarse Aggregate |
1:1 by vol. of cement |
It has been found that the density of concrete increases with an increase in cement volume (keeping the EPS volume). The reason for this is that the specific gravity of PC is higher than that of EPS beads. Experiment showed that by mixing ¼, ½, ¾, and 1/1 of the EPS. The Cement to EPS ratio was kept 1:1 by volume, the density of hardened concrete reduced 76, 57, 47, and 39%, respectively, when compared to control sample.
When cement ratio decreased from 1/1 to ¾, ½ and ¼ compressive strength decreased 77.84%, 86.00%, 92.80% and 99.70% respectively. Hence 1:1 ratio of cement to EPS was selected and since EPS is hydrophobic, it has been reported that water absorption is zero even when the beads are immersed in water continuously for one month, thus beads were not taken into account in mix proportion. The mix was prepared by manually mixing the dry stuff (excluding EPS balls) with hand. First of all three dry materials silica fume, cement, sand were mixed thoroughly. After that water mixed with, super-plasticizer were introduced and the mixing maintained till a homogeneous mortar was obtained. At the time when homogeneous matrix was obtained, EPS balls were added into the matrix and again mixing was continued till the balls were found to be distributed homogeneously.
IV. MIXING
The steel moulds of 150x150x150 mm were oiled properly before filling mortar. The mortar was filled into the moulds in three layers with hand compaction after adding each
successive layer
After filling the molds completely with the mortar, a needle vibratoe was used to remove air voids from the mortar. It is to be kept in mind that needle vibrator is used just for few seconds to avoid segregation and floating of EPS balls to surface.After the compaction has been completed, the excess mortar was removed from the moulds with the help of trowel and the surface was levelled. After a setting time of 24 h, concrete samples were demoulded and were taken for curing.

V. CURING
Curing was done by covering the blocks with a damp cloth for period of 3 days, then the moulds were taken to KJ Somaiya Polytechnic College, Vidyavihar, Mumbai for Accelerated Curing.

Accelerated Curing was done by covering blocks with mould and keeping them in warm water at 60º Celsius in a water boiler. The temperature was maintained for 24 hours and the moulds were taken out of boiler. Cubes were demoulded and were kept untouched for 2 hours. Then again the cubes were kept forcuring in water under room temperature.
VI. ENVIRONMENT FRIENDLY MATERIALS
The thermal (coal based) power plants the world over started producing multitude of coal ash (commonly known as 'Flyash or Fly Ash'), which is a waste product otherwise, in the form of finely divided residue resulting from the combustion of ground or powdered bituminous coal or sub bituminous coal (lignite) and transported by the flue gases of boilers fired by pulverized coal or lignite. Then, with the bitter fact the world faced about the disposal of fly ash becoming a serious problem in itself, and on the other hand this fly ash being found to have certain useful cementetious properties, the worldwide statutory and academic bodies allowed addition of up to 35% of fly ash in making the type of cement, commonly known as the Pozzolanic Portland Cement (PPC). This way, the waste product which could have become a serious environmental hazard, has now become a sought-after raw material for manufacture of modern day large-scale produced cement known as the Pozzolanic Portland Cement (PPC). EPS is a green building product because it is used as insulation, which improves a building's energy efficiency. EPS is shown to have a longterm, stable R-value. A 2009 national study found that EPS provides a substantial reduction in greenhouse gas emissions when used to insulate homes in North America. EPS is made from mostly recycled materials is 100% recyclable. One study found that when compared to fiberglass insulation; it required 24% less energy to produce EPS insulation with an equivalent R-value at a representative volume.Additionally, EPS resists mould growth, which improved indoor environmental quality. It is also flameretardant with no CFCs or HCFCs.EPS can be manufactured locally, which reduces the energy use and cost of transportation. Also, some EPS applications can reduce onsite construction waste and labour cost.
A. PPC has certain distinct advantages over OPC, as listed below
- Low heat of hydration reducing chances of surface cracks
- Longer setting time making it more workable than OPC
- Ultimate strength higher than OPC
- Lower porosity imparting the concrete more water tightness
- Lower manufacturing cost compared to OPC 6)Waste utilization making it more environmental friendly.
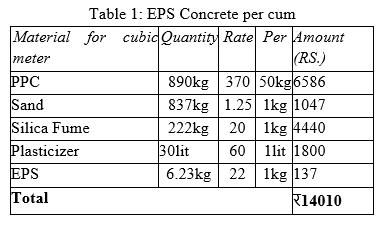
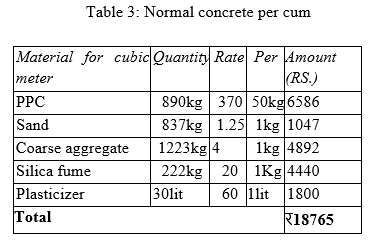
VII. COST ANALYSIS
Table 1: EPS Concrete per cum
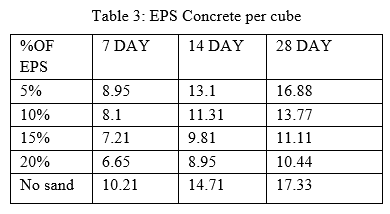
A. Compressive Strength of Cube Test
A set of 5 concrete cubes were cast & tested is after 7, 14, &28 days for each mix proportion to determine the compressive strength. The test result of cubes is presented in a tabular form.
Conclusion
The following conclusions were drawn from the study. 1) Hereby, we have observed that cost of EPS is less compared to that of normal concrete. 2) Increase in the EPS beads content in concrete mixes reduces the compressive and tensile strength of concrete. 3) All the EPS concrete without any special bonding agent show good workability and could easily be compacted and finished. 4) The replacement by using EPS has shown a positive application as an alternate material in building nonstructural members, and it also serves as a solution for EPS disposal. 5) Obtained results suggest that expanded polystyrene concrete has scope for nonstructural applications, like wall 6) panels, partition walls, etc.
References
[1] IS 383:1970 “Specifications for coarse and fine aggregates from natural sources for concrete”, Bureau of Indian Standards, New Delhi. [2] IS 456: 2000 – „Code of practice for plain and reinforced concrete?, Bureau of Indian Standards, New Delhi. [3] IS: 10262: 1982, “Recommended guidelines for concrete mix design” Bureau of Indian Standards, New Delhi [4] IS 2386:1963 “Methods of tests for aggregates for concrete”, Bureau of Indian Standards, New Delhi [5] IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308 [6] ACI Committee 211.2-98 Standard practice for selecting proportions for structural lightweight concrete. Detroit, American Concrete Institute. [7] ACI 213R, American Concrete Institute \"Guide for structural lightweight aggregate concrete\" , Farmington Hills, MI,.
Copyright
Copyright © 2022 Sagar Bedanta, Sonam Mishra, Aloka Kumar Rout, Abinash Mohanty, Ananya punyotoya Parida. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
.jpeg)
Download Paper
Paper Id : IJRASET42547
Publish Date : 2022-05-11
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online