

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Investigation of Ball Burnishing Process Optimization for Aluminum Alloy 6063 with Blast Furnace Slag Using Taguchi Technique
Authors: Meka Pavansai Sankar Goud, Palukuri Veerendra
DOI Link: https://doi.org/10.22214/ijraset.2022.42083
Certificate: View Certificate
Abstract
The process of burnishing is performed by applying a highly polished and hardened ball or roller with external force onto the surface of a cylindrical work piece. The burnishing process increases the surface hardness of the work piece, which in turn improves wear resistance, increases corrosion resistance, improves tensile strength, maintains dimensional stability and improves the fatigue strength by inducing residual compressive stresses in the surface of the work piece. The conventional methods of finishing process viz. grinding, broaching used to improve the surface finish of the metallic components, but the burnishing process which is having same role to play in finishing process has many advantages associated with it fulfilling above said requirement successfully. This paper presents results of the study about design and developmental issues of Ball burnishing tool. This tool is used to perform burnishing process successfully by controlling different parameters. Ball burnishing process is mainly considered in industrial cases to restructure surface characteristic. Ball burnishing process is employed on aluminum alloy AA 6063 with BFS (Blast Furnace Slag) work piece for current study. In this thesis, work the effect of burnishing parameter like speed, and feed and the number of passes is going to be examined on the surface roughness characteristics of aluminum with BFS (Blast Furnace Slag). Index Terms: Burnishing, Ball burnishing, Surface roughness, Surface hardness, AA6063, Blast furnace slag.
Introduction
I. INTRODUCTION
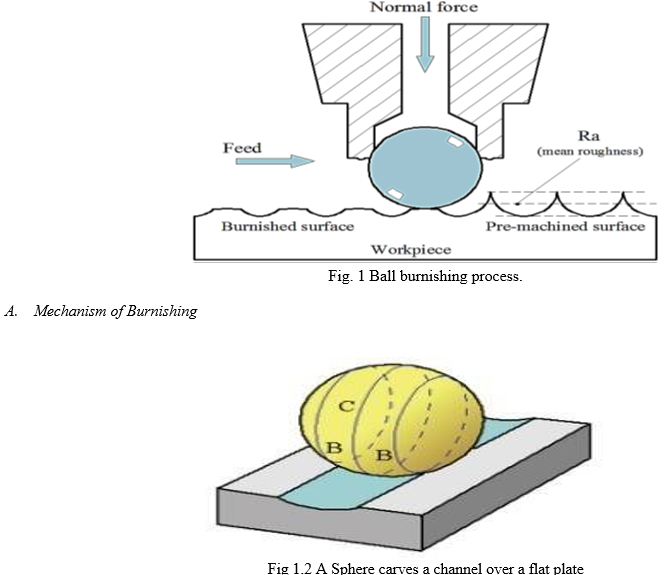
The ball-burnishing (BB) process is a surface finishing method at room temperature, which consists in causing slight plastic deformations on the surface of a given working piece through moving and compressing a hard ball on the surface that results in improving the physical and mechanical properties of this working piece. This process uses a ball with high hardness, as deforming element, to induce a displacement of material from peaks to valleys of superficial irregularities with a normal and uniform load.
The ball-burnishing process is already well known and recently its use as improver of surface finish of mechanical pieces is widely used. This, given that it is an easy, fast, and cheap process that makes high quality surface finish with low energy and a barely environment pollution. Hence, it results in a promising option in comparison to traditional methods as grinding and thermal treatment. The most common applications of the BB process are the manufacture of molds for injection of polymers, tools for metal forming and diverse components for industries as automotive, aeronautical, railroad, aerospace, among others. This process induces compressive residual stresses on the surface of a working piece and, therefore, the resistance to wear and fatigue also increase. Other advantages offered by this process are the high dimensional precision on the piece, avoiding secondary and expensive processes (i.e. grinding, super-finish milling, etc.), increasing of corrosion resistance, mending of manufacturing defects and as this process does not generate metal chips, it is considered as an environmental clean process.
Commonly, the deforming element is a sphere with diameter between 3 and 12 mm. This sphere is made with a very hard material (i.e. synthetic diamond, nitride of titanium, high hardness steel, etc.) in order to compress the surface of the working piece and suffering minimal deformations. The optimum penetration depth of the ball is between 2 to 10 μm. Diverse studies have been focused on the theoretical, numerical and experimental stages of the process in order to analyze and, therefore, predict the influence of specific parameters that allow to understand the process with the purpose of an eventual optimization. For example, most of the experimental studies are aim to determine the initial parameters of the process (i.e. burnishing load, forward speed, ball diameter, lubricant film, material of ball, number of passes of the burnisher on the piece, among others) that might influence the mechanical and physical properties (i.e. residual stresses, surface finish, hardness, roundness, diameter reduction, wearing, etc.). In most of the reviewed works, the surface integrity was measured trough the superficial average roughness (Ra) and superficial hardness.
The main purpose of this work is to present the reviewed state of the art of diverse experimental studies of the BB process, providing a general overview of the developing research of the BB process. The studied materials are defined and the main parameters are discussed, stating the value ranges preferred by diverse authors. In addition, other highlighted parameters are discussed such as: kind of tool, geometry of the working piece, design of experiments addressed, kind of lubricant and effect of the process on the integrity of the working piece (i.e. roughness, hardness, residual stresses, roundness and fatigue resistance). Additionally, some key points of the process are exposed, as well as, certain approaches for future research are pointed out.
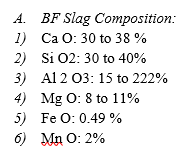
In order to better understand burning, you should examine the easier example of an endurance ball on a flat platform shown in Fig. 1.2. The forces used when the ball is pushed against the plate generate stress at the point of contact for both objects. The ball's and the plate's surface deform when the normal force on the plate increases. Depending on the size of the force, the force applied to a hardened ball deforms it in various ways. When the force is removed it returns to its original undeformed (relaxed) state, the ball and plate surface. The expression "Because the stress in the plate is always less than the material yield strength, deformations are completely elastic in this case." This situation is represented by this expression. The plate is smoother and more deformed compared with the ball, which causes greater distortion. When a stronger forceis applied, plastic deformation occurs. This changes the surface of the plate permanently. As the ball leaves the shaped denture, it is surrounded by a ring of moving material that has been pushed down into the denture. When a force externally drags the ball into the platform, the force can be broken up into two components: one normal to the surface of the platform and one tangential to the surface. The ball begins to slide on the plate when the tangential component of the ball increases. In the static situation, normal strength causes both objects to deform at the same time, as in the motion situation. The ball can still scrap the plate when struck with less strength, even if the usual force is low. The plate is not damaged, however. Rubbing generates friction and heat, but no margins on a plate are left. The surface area of the ate is increased by strains, which ultimately leads to an efficiency greater than normal force. When it happens, the ball digs into the surface and leaves a cauldron behind. The ploughing of the ball causes burnishing.
B. Advantages of Burnishing Process
- Fine Finish: Roller Burnishing imparts a high finish to any machinable metal Surfaces that are bored, reamed or turned up to 3μRa or more can be finished to 0.05 to 0.2 μ Ra
- Accurate Sizing: Roller burnishing tool feature a built-in calibrated micrometer for adjustable size control in extremely small increments to cover the tolerance range of any part, Part size can be changed as slight as 0.002 mm in one pass in a matter of seconds.
- Improved Metallurgical Properties: Burnishing is a process of 'cold-works the metal of a machined part Grain structure is summarized and distinguished, and compacted surface is smoother, harder and longer wearing than ground or honed surfaces. Rolling action greatly lessens surface porosity, pits and scratches which could hold reactive surfaces or contaminates.
II. LITERATURE SURVEY
Evaluation of Corrosion Property of Aluminum- Zirconium Dioxide (Alzro2) Nano composites. The Corrosion Property of Aluminum Matrix Nanocomposite of An Aluminum Alloy (Al-6061) Reinforced with Zirconium Dioxide (Zro2) Particles. The Zirconium Dioxide Particles are manufactured by Solution Combustion Method. The Nanocomposite Materials Are Prepared by Mechanical Stir Casting Method Experimental Investigation into Ball Burnishing Process of Brass Using Taguchi Approach Burnishing Is A Chip Less Finishing Process, Which Employs A Rolling Tool that is Pressed Against the Work Piece to Achieve Plastic Deformation of The Surface Layer. The Burnishing Process Increases the Hardness of the surface of Work Piece Which in Turn Improves Wear Resistance, Tensile Strength, along with the increase in Corrosion Resistance, Maintains Dimensional Solidity and also Improves the Fatigue Strength by Inducing Residual Compressive Stresses in The Surface of The Work Piece.
Optimization of Wedm Process Parameters of En47 Spring Steel Based on Roughness Using Taguchi Method the Present Paper Deals with The Experimental Study of Roughness (Ra) Characteristics of En 47 Spring Steel in Wedm And Optimization of The Machining Process Parameters Based on L27 Orthogonal Design. Here the experiments are Carried Out by Utilizing the Combination of Four Process Parameters Namely, Pulse on Time (Ton), Pulse Off Time (Toff), Wire Feed (Wf) And Gap Voltage (V). The Optimum Combination of Process Parameters for Minimum Roughness Is Obtained as Ton3toff3wf1v1 I.E., Highest Levels of Pulse on Time and Pulse Off Time Along with Lower Level of Wire Feed and Gap Voltage.
Effect of Burnishing Process Parameters on Surface Quality- A Review in Present Era of Globalization for Every Industry, Surface Quality of Machined Components Is of Utmost Importance. The Product Functionality and Reliability be subject to the Surface Quality. Whatever May Be the Manufacturing Process Used, It Is Impossible to Produce Perfectly Smooth Surface. The Imperfections and Irregularities Are Bond to Occur in Some Form of Peaks and Valleys on The Machined Components. In Burnishing, A Hard and Highly Polished Ball or Roller Is Used to Flatten This Rough Peak into The Valleys by Plastic Deformation. Burnishing Is A Very Simple, Effective and Chip Less Manufacturing Method.
Roller burnishing is a technique used to finish a variety of components. The working part and the tool form a line of contact in this technique. As the tool rotates in the chuck, it is perpendicular to the length of the workpiece. Plastic deformation occurs on the workpiece surface, resulting in a new topography. The impact of various operating constraints such as burning strength, speed, feed, roller width, and number of passes is investigated in order to achieve a better surface finish.
III. MATERIAL AND METHODS ALUMINUM ALLOY
Aluminum alloys are alloys in which aluminum (Al) is the predominant metal. The typical alloying elements are the following, copper, magnesium, manganese, silicon, tin and zinc. There are two principal classifications, namely casting alloys and wrought alloys, both of which are further subdivided into the categories heat-treatable and non-heat-treatable. About 85% of aluminum is used for wrought products, for example rolled plate, foils and extrusions. Cast aluminum alloys yield cost-effective products due to the low melting point, although they generally have lower tensile strengths than wrought alloys. The extreme important cast aluminum alloy system is Al–Si, where the high levels of silicon (4.0–13%) subsidize to give good casting characteristics.
Depending on the composition of the raw materials in the iron production process the chemical composition of a slag varies considerably. Silicate and aluminate impurities from the ore and coke are combined in the blast furnace with a flux which lowers the viscosity of the slag. In case of pig iron production, the flux consists generally of a mixture of limestone and forsterite or in few cases dolomite.
B. Sand Casting
Sand casting, also known as sand molded casting is a metal casting process characterized by using sand as the mold material. The term "sand casting" can also refer to an object produced via the sand-casting process. Sand castings are produced in specific factories called foundries. Over 60% of all metal castings are produced through sand casting process.
Molds made of sand are relatively cheap, and sufficiently refractory even for steel foundry use. In addition to sand, a suitable bonding agent (usually clay) is mixed or happens with the sand. The mixture is moistened, naturally with water but sometimes with other substances to develop the strength and plasticity of the clay and to make the aggregate appropriate for molding. The sand is typically contained in a system of frames or mold boxes that is known as a flask.
IV. DESIGN OF BURNISHING TOOL IN 3D MODEL
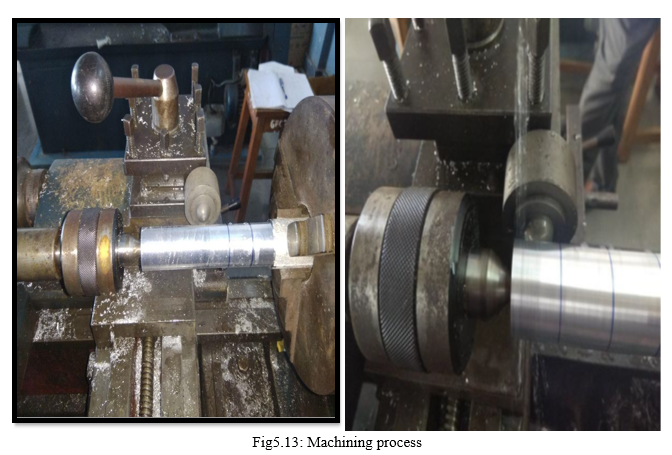
As it is decided to carry out the ball burnishing process in present work by two process of burnishing, the first and foremost work is to design and develop the ball burnishing tool by selecting appropriate materials, dimensions and proper design such that the process and the tool is simple, cheaper and requires lowest time consumption and with minimum cost. The tool developed during this work can be used on convectional machine tools like lathe. The tool developed in this work to carry out ball burnishing process with inter-changeable roller.
V. EXPERIMENTAL INVESTIGATION
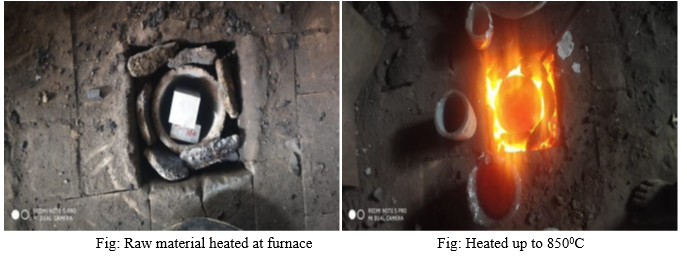
It is a striking and economical casting technique which allows conventional metal processing route. Al 6061 melted above 850 ºC in a graphite crucible and the reinforcements were preheated up to same temperature for proper mixing. Preheated BFS were mixed in the metal slurry manually at 850 ºC. The molten metal poured in preheated mould and allowed to cool. Casted metal matrix was machined to remove cluster formation on the surface and then cut into required dimension by using fan-saw cutting machine.

Two variable Constraints are considered in our case study
a Speed
b Feed rate
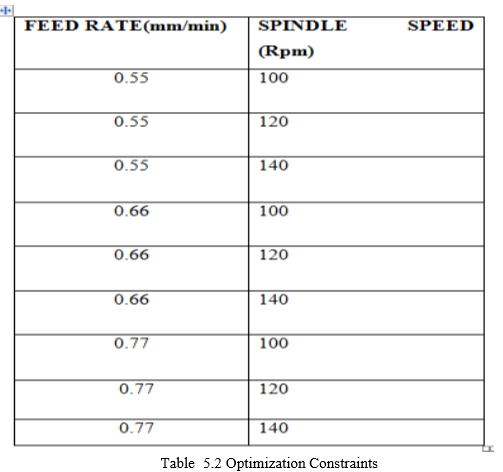
B. Optimization Constraints
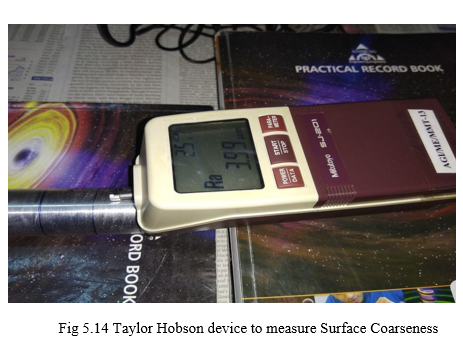
B. Exterior Coarseness Measuring Instrument
The exterior coarseness is measured generally by special equipment called Taylor Hobson. It consists of a probe with a diamond tip and the probe is allowed to move linearly in a to and fro motion
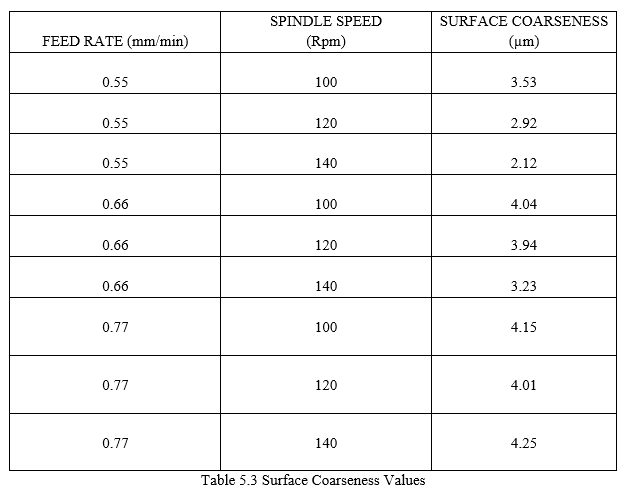
C. Surface Coarseness Values
VI. INTRODUCTION TO MINITAB SOFTWARE
MINITAB is a data analysis computer programme. This is for Six Sigma professionals. With our programme, you will be able to enter statistical data, track changes, discover trends, and draw conclusions. This software is widely used by small, medium, and large businesses. Six Sigma programming frequently necessitates quick and efficient analysis using Minitab. Minitab, Inc. is a data analysis software firm.
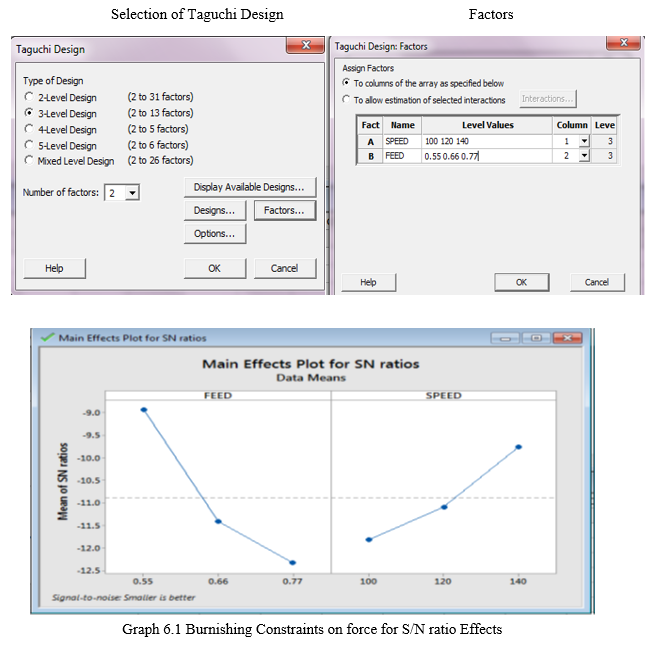
A. Taguchi Technique
Genichi Taguchi could be a Japanese Engineer and United Nations agency has been active within the improvement of Japans industrial product and processessincethelate1940?s. He has developed each philosophy and methodology for the method or product quality improvement that depends principally on applied mathematics ideas and tools, particularly statistically designed experiments. several Japanese companies achieved nice success by applying his strategies. Taguchi has received a number of the Japan’s most prestigious awards for quality action together with the Deming Prize throughout the year 1986, he received the foremost prestigious award from the International Technology Institute- in the United States coined the terms "radial approach to quality, experimental style, and engineering" to describe Taguchi techniques (Ford Motor Company, XEROX, AT&T, Bell labs, and so on). Constraint style, tolerance style, Quality Loss execute, style of Experiments using Orthogonal Arrays, and Taguchi technique are all words used to define constrain
Conclusion
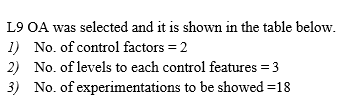
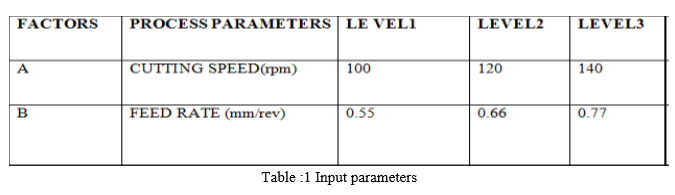
In this thesis an attempt to make use of Taguchi optimization technique to optimize cutting parameters during ball burnishing process of AA 6063 MMC using Ball burnishing tool. The cutting parameters are cutting speed and feed rate. In this work, the parameters of cutting speed are 100rpm, 120rpm and 140rpm, feed rate are 0.55mm/min, 0.66mm/min and 0.7 7mm/min and. Experimental work is conducted by considering the above parameters. The Surface roughness is principally plagued by feed rate and speed. With the rise in feed rate the surface roughness conjointly will increase because the spindle speed increase surface roughness decreases. The optimum setting of cutting parameters for prime quality turned elements is as: - 1) Spindle speed = 140rpm 2) Feed rate = 0.55 mm/ min
References
[1] Using the Response Surface Method to Optimize the Turning Process of AISI 12L14 Steel [2] El Baradie M. A., (1996) “Cutting fluids part1: Journal on characterization ofmaterial processing technology” page 786-787 [3] Radoslav Raki A., Zlata Raki B. (2002) “The inspiration of the metal working fluids on machine tool failures” volume 252 no 5- 6: page 438-444 [4] Srikant R.R. (2001): Department of industrial production, college of engineering, Gitam, Visakhapatnam, India. [5] Greeley M. H., Devor R.E, Kapoor S. G., Rajagopalan N (2004). “The influence of fluid management policy and operational changes on metal working fluid functionality. Journal on manufacturing science engineering. volume 126. [6] Bashir Andrei. N. (2004) Proceedings on the institution of mechanical engineers, part J: Journal of engineering tribology. [7] OSHA Metal working fluids: Safety and health best practices manual, Salt Lake City, US dept. of Labour, OSHA. (1999) [8] Aronson R. B. (1994), “Machine Tool 101: part 6, machine servers manufacturing engineering”: page 47-52 [9] Avner, S.H. (1998), “Introduction to physical metallurgy”, second edition, Tata Mc Graw- Hill publishing company Ltd, New Delhi, page 297-302 [10] Motta, M. F. And Machado, A. R. (1995) “Cutting fluids; Types, functions, selection, application methods and maintenance”, Machines and Metals magazine, Brazil page 45-56. [11] Ajithkumar, J.P. and Xavior, M.A., 2019. Cutting Force and Surface Rough-ness Analysis During Turning of Al 7075 Based Hybrid Composites. Pro-cedia Manufacturing, 30, 180-187. [12] Cagan, S.C., Venkatesh, B., Buldum, B.B., 2020. Investigation of surface roughness and chip morphology of aluminum alloy in dry and minimum quantity lubrication machining. Materials Today: Proceedings, 27, 1122-1126. [13] Das, D., Sahoo, B.P., Bansal, S., Mishra, P., 2018. Experimental investigation on material removal rate and chip forms during turning T6 tempered Al 7075 alloy. Materials Today: Proceedings, 5(2), 3250-3256. [14] Deepak, D., Rajendra, B., 2015. Investigations on the surface roughness pro-duced in turning of Al6063 (As-Cast) by Taguchi method. Int. J. Eng. Res. Techn, 4(8), 295-298. [15] Dabhi, B.R., Parmar, K.V., 2015. Optimization of CNC Face Milling Process Parameters for WC with TiCN Coated Tool Life. International Journal for Scientific Research & Development (IJSRD), 3(5), 57-64. [16] Gupta, M.K., Sood, P.K., 2015. Rodríguez-Ezquerro A, López de-Lacalle LN. Tratamientos mecánicos superficiales para mejora de piezas mecanizadas: Bruñido con Bola. 1a-Edición. Editorial-Académica-Española,-2012.-ISBN:9783659064906. [17] Travieso-Rodríguez JA, Gómez-Gras G, Dessein G, et-al. “Effects of a ball-burnishing process assisted by vibrations in G10380 steel specimens”. The International Journal of Advanced Manufacturing Technology.-May-2015.-Vol.81(9-12).pp.1757-1765. DOI: http://dx.doi.org/10.1007/s00170-015-7255-3. [18] Mahajan D, Tajane R. “A Review on Ball Burnishing Process”. International Journal of Scientific and Research Publications.-April-2013.-Vol.3-4.pp.1-8. [19] Yen YC, Sartkulvanich P, Altan T. “Finite element modeling of roller burnishing process”. CIRP Annals-Manufacturing Technology.-December-2005. Vol.54-1.pp.237-240. DOI: http://dx.doi.org/10.1016/S0007-8506(07)60092-4.
Copyright
Copyright © 2022 Meka Pavansai Sankar Goud, Palukuri Veerendra. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET42083
Publish Date : 2022-04-30
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online