

Ijraset Journal For Research in Applied Science and Engineering Technology
Fatigue Analysis of Front Axle for Automobile Heavy Motor Vehicle
Authors: Manendra Kumar Lal, Mr. Rahul Kulkarni, Dr . P.A Makasre, Dr. L.V. Kamble
DOI Link: https://doi.org/10.22214/ijraset.2023.50660
Certificate: View Certificate
Abstract
The axles in a system must bear the weight of the vehicle as well as any cargo weight. The front axle beam is one of the major parts of vehicle suspension system and it houses the steering assembly as well. About 35 to 40 percent of the total vehicle weight is taken up by the front axle. Corrosion, wear and fatigue are the main causes of failure of mechanical parts. Main failure form of front axle beam is fatigue damage. The axles serve to transmit driving torque to the wheel, as well as to maintain the position of the wheels relative to each other and to the vehicle body. Therefore, the research on the fatigue life has important value. So, proper design and optimization of front axle is extremely crucial to Fatigue strength. The paper focuses on design, analysis and optimization of front axle. The approach in this research paper has been divided into two steps. The First step involves design of front axle by Analytical method. For this, types of forces loads with the help of CAD UNIGRAPHICS NX9.Second step involved further Pre-processing using ANSYS bench work 15.0 and post processing with the help of ANSYS bench work NCODE. Also the experimentation test performed and compared with FEA results.
Introduction
I. INTRODUCTION
In today’s competitive industrial world, there is a growing demand for more efficient and economic manufacturing process to reduce production cost, increase productivity, reduce lead time and at the same time improve product quality. During last few decades due to global economic scenario optimum vehicle design & life of different parts of vehicle, like front axle beam (FAB) are major concern. Present off-highway vehicle market demands low cost, lightweight & long life component to meet the need of cost effective vehicle with fuel efficient. This in turn gives rise to more effective use of materials and useful surface treatments that are required to increase the life of vehicle components.
During the vehicle operation, road surface irregularity causes cyclic fluctuation of stresses on the axle, which is the main load carrying member. Therefore it is important to make sure whether the axle resists against the fatigue failure for a predicted service life. Axle experiences different loads in different direction, primarily vertical beaming or bending load due to drive torque, cornering load and braking load.
In real life scenario all these loads vary with time. Vertical beaming is one of the severe and frequent loads on an axle Due to their higher loading capacity; solid axles are typically used in the heavy commercial vehicles. Due to the road surface roughness, dynamic stresses are produced, caused by dynamic forces and these forces lead to fatigue failure of axle.
Fatigue failure often occurs from cracks initiated at bottom of spring pad and notches of front axle beam. It is usually described as a sequential process consisting of three main stages, i.e. crack initiation, crack propagation and final fracture. Therefore, in order to develop durable products against fatigue as well as to access the remaining lifetime of a component or to establish maintenance procedures. Corrosion, wear and fatigue are the main causes of failure of mechanical parts. Main failure form of front axle beam is fatigue damage. The axles serve to transmit driving torque to the wheel, as well as to maintain the position of the wheels relative to each other and to the vehicle body. Therefore, the research on the fatigue life has important value.
During the vehicle life, dynamic forces caused by the road roughness produce dynamic stresses and these forces lead to fatigue failure of axle, which is the main load carrying part of the assembly. Therefore it is vital that the axle resist against the fatigue failure for a predicted service life. On wheeled vehicles, the axle may be fixed to the wheels, rotating with them, or fixed to its surroundings, with the wheels rotating around the axle. The axles serve to transmit driving torque to the wheel, as well as to maintain the position of the wheels relative to each other and to the vehicle body. The axles in a system must also bear the weight of the vehicle plus any cargo. The front axle beam is one of the major parts of vehicle suspension system. It houses the steering assembly as well. Hence, research on fatigue of front axle beam is very important.
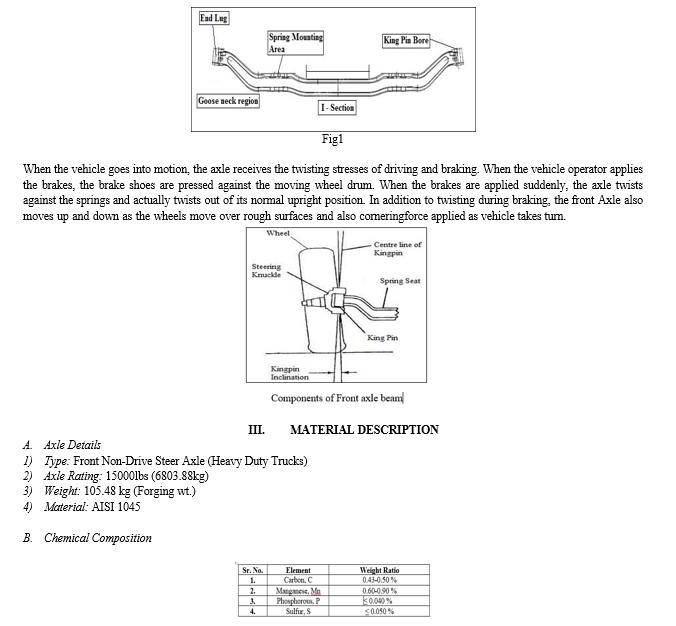
II. CONSTRUCTION AND OPERATION
Live front axle: The front axles are usually dead axles since they do not rotate, in contrast to live axles that they are used in rear axle to transmit power to the rear wheels. The dead front axle has sufficient rigidity and strength to transmit the front weight of the vehicle to the front wheels through the springs.
Front axle beam is made up of alloy steel for rigidity and strength for satisfying the function of dead of axle. Generally, Front axle is the forged part and Drop forging is the process of manufacturing. Due to grain size is reduced and fiber lines are oriented in a predefined direction without breaking it unlike casting and manufacturing part, forging parts can give the extreme toughness. Forged parts provide these features with an account of additional cost due the high initial investment for these forging processes.
VIII. EXPERIMENTAL INVESTIGATION
Experimental investigation is always important to test the automotive component. Experimentation test will give the proper result of running condition of vehicle. For years ago, automotive suppliers have heavily depended on the laboratory testing as compared to ground testing to validate their results and designs in their product development. The main reason for this is they have no easy methods to access the prototype vehicles for testing different kinds of products during the early development stage. Another reason is that the higher cost for ground testing as compared to laboratory testing.
Laboratory testing has been performed for three different kinds of loading conditions explained in steps as follows-
- Vertical (Bending) Test.
- Vertical + Braking (Bending & Torsional) Test.
A. Steps of Experimentation
- Assembly of Front Axle Beam on a testing bed using setup fixture specified by customer.
- Fixing the constrained region using bolts with fixture
- Positioning and fitting of servo hydraulic actuators
- Checking Hydraulic connections
- Grinding the surface where the strain gauge is to be mounted
- Cross Marking At exact location
- Strain gauging
- Select strain gauge form wide variety of series depending upon test conditions.
- Soldering the output terminals to make connections.
- Fixing the strain gauge on FAB using catalyst and M-bond.
- Calibration of strain gauge.
- Trial run of test setup with smaller loads.
- Final run with stepwise increase in load (20%, 40%…100%).
- Data acquisition using strain smart software from strain analyzer.
- Interpretation and plotting of results.
B. Experimental Testing Equipment’s
X. ACKNOWLEDGEMENTS
The author would like to thank following guides for his constant encouragement and able guidance.
Prof. R.R Kulkarni
Prof. Kedar Bhagwat
Siddhant Collage of Engineering, Sudumbare , Pune.
Conclusion
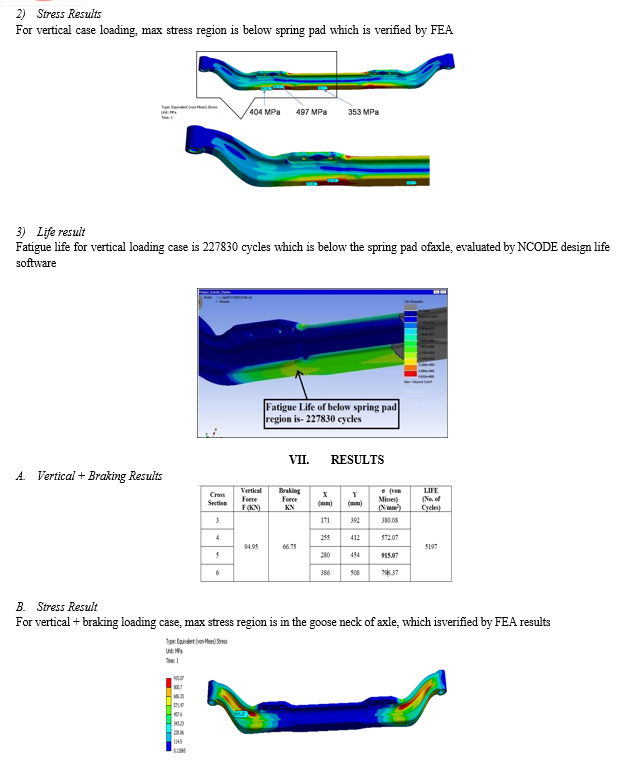
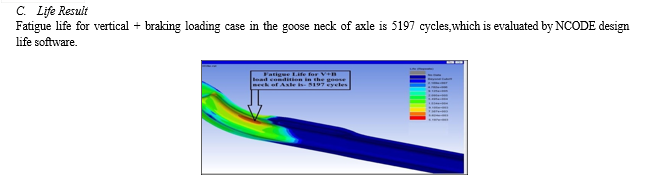
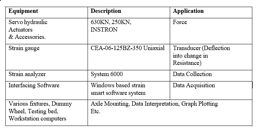
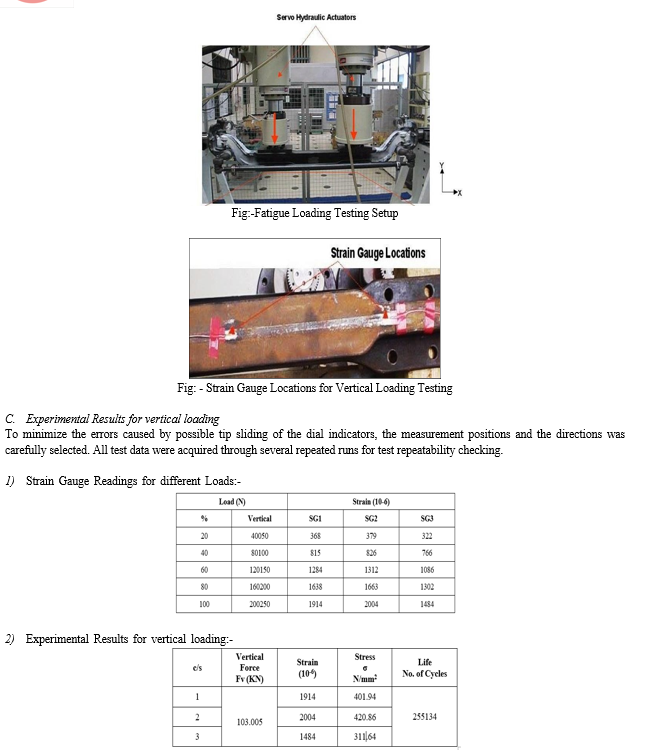
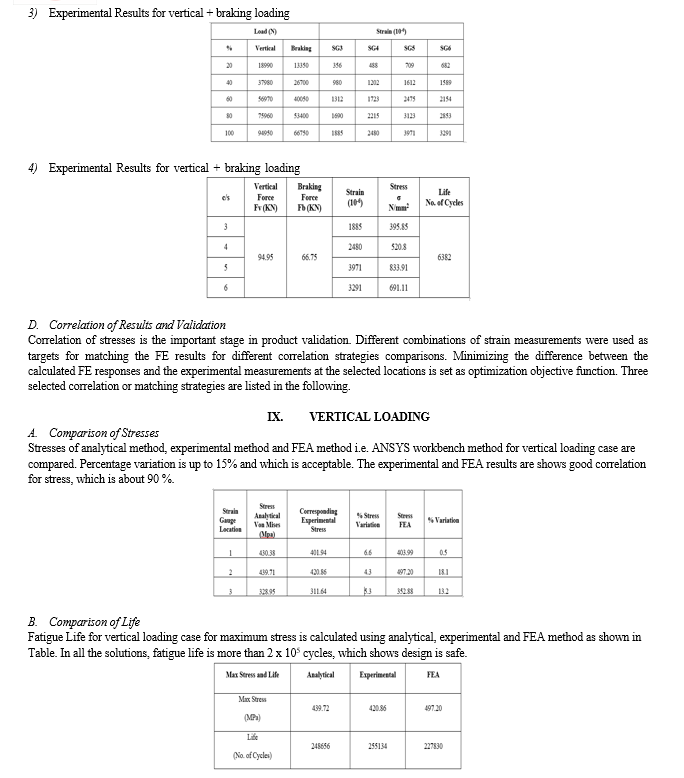
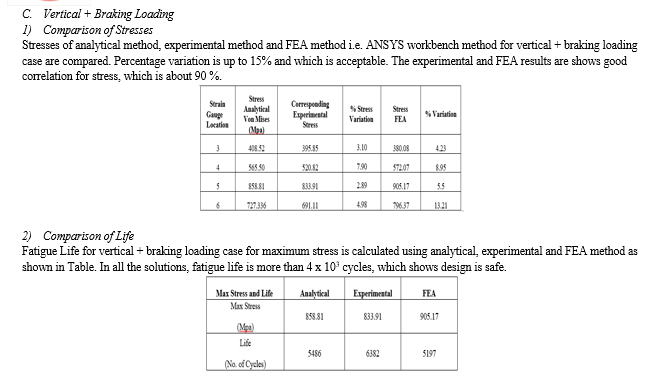
1) Among all analysis strategies, the experimental strain measurement is considered as the reference strain value because it gives results that are more realistic. 2) FEA SETUP is similar to experimental test setup is simulated along with same Load and boundary condition to obtain results that are more correct. Overall difference between the three different analysis types is 10-15% this indicated that the correlation results are acceptable. 3) Analytical stress calculation was rather difficult task because no formulae are available for irregular cross section. It is become possible after only simplifying the geometry. Extreme care is to be taken while simplifying geometry & applying formulae to calculate stresses and fatigue life. 4) There are various fatigue factors which are affected on life of component. But it is difficult to identify all fatigue factors which are present. So, analytical method will not give the exact result values. 5) The fatigue life is more than 2 x 105 cycles, which is the general requirement of vertical loading case. In all the above solutions, fatigue life is more than 2 x 105 cycles, which shows design is safe. Similarly, design is safe for vertical + braking loading case. 6) Under vertical loading case, maximum stress is below spring pad region. So, the life is minimum of below pad region. 7) Under vertical + braking loading case, maximum stress region is in the goose neck of axle and under vertical + cornering loading case, maximum stress region is below spring pad arm side. These are satisfied by all solution method 8) The experimental and FEA results shows good correlation for stress, which is about 90%.
References
[1] H. Murthy, G.Mseis, T.N.Farris, Life estimation of Ti–6Al–4V specimens subjected to fretting fatigue and effect of surface treatments Tribology International, USA, 2009. [2] M.M. Topac , H. Gunal , N.S. Kuralay, Fatigue failure prediction of a rear axle housing prototype by using finite element analysis , Elsevier Turkey, 2008 [3] Kristoffer Karlén , Mårten Olsson, Hamidreza Ahmadi, Gunnar Härkegård, On the effect of random defects on the fatigue notch factor at different stress ratios, International Journal of Fatigue, Noray, 2012 [4] Min Zhang, Xiangfei Ji, Lijun Li, A research on fatigue life of front axle beam for heavy- duty truck, Elsevier China, 2016. [5] Leon, Experimental and numerical methods, for the stress analysis of a frontal truck axle beam, Elsevier germany, 2010. [6] Ferhat Dikmen,Meral Bayraktar, Rahmi Guclu, Railway Axle Analyses: Fatigue Damage and Life Analysis of Rail Vehicle Axle, International Journal of Fatigue, Turkey, 2012. [7] Robert Bason, On estimation of BASQUIN-COFFIN-MANSON Löw cycle fatigue parameters of -alloy steel, Journal of Mechanical Engineering Croatia,2010. [8] Ketan Dhande, Design and Analysis of front axle of heavy commercial vehicle, international journal of science, technology & management India, 2014. [9] Avaya Baliarsingh, Prediction Of Fatigue Crack Propagation Life In Single Edge Notched Beams, Academic Publishers NIT Rourekela, 2013
Copyright
Copyright © 2023 Manendra Kumar Lal. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET50660
Publish Date : 2023-04-19
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online