

Ijraset Journal For Research in Applied Science and Engineering Technology
Influence of Volume Percentage and Fibers Alignments of Banana Fiber on Impact Strength of Epoxy Banana Composite
Authors: Khan Asem Ali, Saili R kulkarni
DOI Link: https://doi.org/10.22214/ijraset.2021.39565
Certificate: View Certificate
Abstract
The world that is evolving at a very fast pace, the anxiety of the environment pollutions increasing has tip the necessity for new eco-friendly materials, researchers have started to develop sustainable materials that are renewable as well as bio-degradable in nature. The natural fibers have certain advantages above synthetic fiber materials, they are lower in cost and density with comparable strength. In the present study, banana fiber is reinforced in the epoxy matrix and a composite material is prepared and impact strength of these composites are estimated. This composite samples are prepared by Wet lay-up method with varying banana fibers volume percentages by (10%, 20%, 30%, 40%) and by changing the fibers orientation in the epoxy matrix by (00,900, woven Bi-directional). The results shows that there is gradual increase in the impact strength of the epoxy for 900 banana fiber orientation, the optimum results were found for 40% banana fiber and 60% epoxy resin, as for woven BD there was an increase in the impact strength up to 20% banana fiber reinforcement, as for 00 orientation the strength increases up to 10% fiber reinforcement above this there was a drastic reduction in the impact strength.
Introduction
I. INTRODUCTION
The natural fibers are the fibers that are derived from the natural resources mainly from plants and animals and are renewable in an ecological manner. When compared with synthetic fibers these fibers are Bio-degradable in nature having lower costs and are locally available, this have made these fibers as a possible alternative to the synthetic fibers in composite production. The use of fiber derived from plant such as jute, wood, hemp, coconut, wheat straw, pineapple, bamboo, kenaf, banana fiber have recently increased . Almost all the plant based natural fibers contains hemicellulose, polysaccharide, lignins, plant waxes and other soluble with water compounds. The amount of cellulose in a natural fiber determines its stiffness and its strength. The mechanical properties of natural fibers can be improved by suitable surface treatments which can make its properties comparable to that of synthetic fibers Muhammad et al [1] reported that the factors that affects the composite are density and amount of fibre and stated that the treated fibers have superior properties.The Natural fiber reinforced composites are largely being used in automobiles door panels, interiors, aerospace industries, furniture’s like tables, decoration and also as packing material [2].The impact caused by the natural fibers on environment in comparison with synthetic fibers is less. Fiber pull out and degree of adhesion influences the impact strength a composite material. Interface between the matrix and fiber, fiber volume fraction and orientation of the fibers plays a major role in influencing the mechanical properties of the fiber reinforced composite material. Volume fraction of the fiber should be limited to 40% as above this the adhesion between the fiber and matrix resin becomes weak making de-bonding noticeable [3]., Laly et al. [4] in her investigation on banana fiber and polyester resin as matrix material established that 40% banana fiber is the optimum quantity. Gupta et al. performed the mechanical tests by using FEA on the volume percentage and concluded that after 50% of banana fiber reinforcement the tensile and flexural strength starts decreasing although an increase in the hardness with increasing fiber percent was seen up to 50%. The fiber orientation also influences the strength of the composites and was studied by Satish et al. for hybrid banana kenaf epoxy composite the 45 0 orientation was having better mechanical properties compared to others [5]. In this paper we have studied the influence of the fibers orientation with varying volume percentages of banana fiber on impact strength that of banana fiber reinforced epoxy composite.
II. BRIEF LITERATURE REVIEW
Dharun V S, Manoj Kumar V, Dhanapriya V and Merina Roslin A, (2014) in this research paper the authors have reinforce banana and kenaf in the epoxy resin (matrix material). The fiber were treated with various concentrations of sodium hydroxide (NaOH) 10% and Sodium Lauyrl Sulphate (SLS) (5%,10%) solutions and the composite was made by compression moulding, after single fiber testing results shows that 10% NaOH treated has an improvement in maximum breaking strength of banana by 45.4% and of kenaf by 14%.
Satish et al, (2015) performed an experiment by using banana kenaf hybrid composite by chaning orientations of the fibers and also the effects of stacking were determined. Volume percentage of fibers was kept constant at 40 % and the fibers were placed vertical, horizontal and 45 0 in the epoxy matrix. The stacking sequence of the composite was kept same for all the samples meanwhile the orientation of fibers was changed for each sample, hand layup method was used for fabrication of the composites. The upper and bottommost layers were made by glass fiber reinforced polymer, while middle layers consisted of banana and kenaf. The results shows that sample 3 containing 60 % of kenaf has a tensile modulus of 291 Mpa ,maximum stress of 24 Mpa and impact strength of 15.8 J.
Muhammad Bin Bakri et al. (2016), the researchers focused on improvement of the polymer matrix composite reinforced by natural banana fibers obtained from the fields. A treatment of 5wt% of sodium hydroxide was performed on this banana fibers. Compression moulding was used for preparation of composites ,for each sample the changes in the weight percentage of the fibers was made from (5%,10%, 15%, 20%) and alkaline treatments effects on the geomorphological properties and mechanical properties were studied, SEM analysis was also performed. The alkaline treatments created surface roughness causing better adhesion between the banana fiber and epoxy matrix, thus enhancing tensile and yield strength as there was structure change in banana, the strength tends to decrease as weight percentage of the banana fiber increase from (5%-15%) and after reaching 20% it started to increase again slightly.
A. Lakshumu Naidu, S. Kona,(2017) studied the effects of ash of groundnuts covering as a filler material in banana fiber reinforced composite material in which the weight fraction of banana was kept constant at 15 % and variation in the filler weight fractions (0, 3, 5, 7.5%) are made by means of hand layup method. A number of test such as Tensile, hardness, impact and compressive strength were conducted and concluded as incorporation made by adding ash of the ground nuts shell escalates bonding between reinforcement & matrix material thereby improving its mechanical properties. Among all the composites sample C2 having a composition of 82wt% of Epoxy and 15wt% of Banana fiber incorporating 3wt% of ground nut shells ashes(GS ash) had better mechanical behaviour excluding impact strength, as fibers pulling-out also the amount of adhesion are most influencing parameters affecting the impact properties of a composite material, therefore sample c4 containing 77.5wt% of Epoxy and 15wt% of Banana fiber with incorporation of 7.5wt% of GS ash had better impact strength than other composites.
Lemi Demissie Boset (2019) performed a study on the mechanical possessions with false banana fibers reinforcement on epoxy composite, the samples are fabricated by using hand-layup method with the pressure being applied at the temperature of the room with variation in its fibers percentages (20%, 30%, 40%, and 60%).The optimum results for impact strength of 3.2 J and tensile strength of 42mpa and is found at 30% false banana fiber and 70 % epoxy.
Thus the studies shows that the polymers reinforced with fibers have their mechanical properties dependent on volume fraction of the fiber as well as the fibres orientation in the matrix and least work was done on this, so the current research focuses on this topic.
II. METHODOLOGY
A. Materials
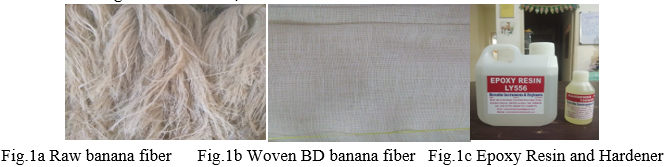
Required materials for the present study are raw Banana fiber which was purchased From R&C manufacturer Gujrat, Woven Banana Fiber from Go Green products Chennai, the matrix material Epoxy(LY-556) resin and (HY-951) Hardener is obtained from Herenba Instruments & Engineers Ambattur, Chennai.
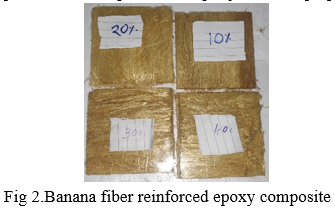
B. Preparation of Composites
The banana fiber are reinforced in the epoxy matrix by using Wet layup process followed by applying pressure at room temperature, the raw banana fibers obtained are combed for cleaning out the residues remaining with the fibers and a mould of dimensions 80x60x4 mm. The Woven bi directional banana fiber mat and the raw banana fibers are cut according to the dimensions of the mould. Initially a releasing agent i.e. petrolatum is applied upon a thin surface of duct tape for easily removing of the composite after this Matrix material is prepared in the part of 10/1 by means of volume of Epoxy LY 556 resin and HY 951 Hardener respectively. This resin and hardener were stirred well at low speed for avoiding the air bubbles until it becomes uniform and then this mixture was poured in the mould. The fibers are then arranged in the orientation of (00,900, woven Bi-directional) in this mixture by volume fraction of (10%, 20%, 30%, and 40%), for each orientation the volume of fibers is changed and the curing of the composite samples is done at normal room’s temperature till it gets completely dried. Following the similar procedure a sample of neat epoxy was also prepared without any reinforcement.
C. Impact Test
After the complete curing of composite samples then this samples were are cut in to the specified dimensions by the American Society for Testing and Materials (ASTM D-256) standards. The dimensions of the samples are 64x13x4mm for Izod impact testing, in impact testing the energy needed to break or fracture a material is calculated. The testing was performed on an analogue Izod/Charpy tester in Maharashtra Institute of Technology, Aurangabad
IV. RESULTS AND DISCUSSION

Impact strength testing result is tabulated in table 1, for each composition 3 samples are tested & mean of these result is calculated. Results shows that fiber orientation and volume percent plays a main role in strengthening of composite material, for 0o orientation impact strength increases up to 10 % of banana fiber reinforcement after this the strength has drastically reduced. As for the 90o of orientation the impact strength increases with increasing volume percent of banana reinforcement were in highest impact strength was achieved for 40% banana fiber and 60 % epoxy of 3.33 J/mm. For more than 40 % banana fiber reinforcement the binding between the matrix and fibers is reduced. And finally for the woven bi directional fiber the strength increases up to 20% of reinforcement then the strength starts to decrease.
V. ACKNOWLEDGEMENT
I feel great pleasure in expressing my deepest sense of gratitude and sincere thanks to Assistant Professor Saili R Kulkarni, my guide for his valuable guidance during the project work, without which it would have been very difficult task. I would also like to extend my heartfelt gratitude to Head of the Department, Dr. A.M Nikalje who provided a lot of valuable support, mostly being behind the veils of college bureaucracy.
Conclusion
In the present work, Impact strength of the banana fibers reinforcement on epoxy composite are investigated and maximum strength was achieved at 40 % banana fiber and 60 % epoxy resin at 90o orientation of 3.33 joules/mm an increase in the impact strength by 64% was observed compared to neat epoxy in sample 9 followed by sample 11 with an increase in the strength by 20 % having composition of 80% matrix and 20% fiber in woven BD form. Slight increase in the strength was seen for 0 degree up to 10% fiber reinforcement, further addition lead to decrease in the impact strength. From this experiment it can be proposed that, the orientation attaining high impact strength is perpendicular to the applied force and the orientation also has a main part for a composite under impact loading.
References
[1] “Processing and Characterization of Banana Fiber/Epoxy Composites: Effect of Alkaline Treatment”, Muhammad Khusairy Bin Bakria, Elammaran Jayamania, Sinin, ICMPC, 2016. [2] “Experimental Study of the Mechanical Properties of Banana Fiber and Groundnut Shell Ash Reinforced Epoxy Hybrid Composite”, A.Lakshumu Naidu, S. Kona, IJE TRANSACTIONS A: Basics Vol. 31, No. 4, (April 2018) 659-665. [3] “Life estimation of natural banana fiber reinforced Composite under cyclic loading”, Abhishek Abdul Arif K.N. Pandey, ICAME2013_S06/ O3 2013. [4] “Laly A. Pothana, Zachariah Oommenb, and Sabu Thomas, “Dynamic Mechanical Analysis of Banana Fiber Reinforced Polyester Composites”, Composites Science and Technology, 63(2) (2003), pp. 283–293. [5] “Effect of fibre orientation and sequence on thermal and mechanical characteristics of banana-kenaf hybrid epoxy composite”,P Satish R kesavan B Vijaya ramantah C.vishal, Springer, 2015. [6] “Improvement of Mechanical properties of Kenaf and Banana Fibers & Fabrication and Testing of Banana/Epoxy Composites”Dharun V S*, Manoj Kumar V, Dhanapriya V and Merina Roslin A [7] “Mechanical Properties of False Banana Reinforced epoxy Composite”, Lemi Demissie Boset, ISSN 2320-9186 GSJ: Volume 7, Issue 12, December 2019 [8] “Processing and Mechanical Property Evaluation of Banana Fiber Reinforced Polymer Composites”,M. Ramesha,,T.Sri Ananda Atreyaa, U. S. Aswina, H. Eashwara, C. Deepab, GCMM 2014 ISSN 1877-7058. [9] “Optimization of wear characteristics of PLA material reinforced with HAP nanoparticle by using taguchi technique”, Saili R Kulkarni and Sumit agrawal, ICEMEM-012079, 2019. [10] “Study on the effects of fiber volume percentage on banana-reinforced epoxy composite by finite element method”, Upendra Sharan Gupta , Mohit Dhamarikar, Amit Dharkar, Sudhir Tiwari & Rejeev Namdeo Springer Nature Switzerland AG 2020 [11] “Study of Properties of Banana Fiber Reinforced Composites” ,J.Santhosh, N.Balanarasimman, R.Chandrasekar, S.Raja ,IJRET pISSN: 2321-7308 [12] “Mechanical Properties Study of Pseudo-Stem Banana Fiber Reinforced Epoxy Composite M. A. Maleque, F. Y. Belal & S.M. Sapuan”, The Arabian Journal for Science and Engineering, Volume 32, Number 2B [13] “Finite Element analysis of jute and banana fibre reinforced hybrid Polymer matrix composite and optimization of design parameters Using ANOVA technique”, Vishnu Prasada,, Ajil Joya, G. Venkatachalama, S.Narayanana, S.Rajakumarb, ScienceDirect 1116 – 1125(2014). [14] “Tribological behaviour of natural fibre 3D braided woven fabric reinforced PLA composites”,Sateesh kumar Kanakannavar, Jeyaraj Pitchaimani and MR Ramesh, I Mech E 575025 (2020) . [15] “Mechanical property analysis of kenaf–glass fibre reinforced polymer Composites using finite element analysis”, M Ramesh and S nijanthan, Indian academy of science 147–157 (2016). [16] “Tribological behaviour of natural fiber reinforced PLA composites”, Pramendra Kumar Bajpai, Inderdeep Singh,Jitendra Madaan, Wear 297 (2013) 829–840. [17] “Mechanical properties of carbon/glass Fiber reinforced epoxy hybrid polymer Composites”,T D jagannatha1 and G harish, ISSN 2278 – 0149 2015 IJMERR. [18] “Glass fiber reinforced PLA composite with enhanced mechanical properties, thermal behaviour, and foaming ability”,Guilong Wanga,?, Dongmei Zhanga, Gengping Wanb, Bo Lia, Guoqun Zhaoa, Polymer 181 (2019) 121803. [19] “Effect of fibre surface-treatments on the properties of poly(lactic acid)/ramie composites”, Tao Yu , Jie Ren , Shumao Li , Hua Yuan , Yan Li, Composites: Part A 41 (2010) 499–505. [20] “Tribology Behaviour Investigation of 3d Printed polymers”, Muammel M. Hanon , Márk Kovács , László Zsidai, Int. Rev. Appl. Sci. Eng. 10 (2019) 2, 173–181. [21] “Effect of fiber surface treatments on mechanical and abrasive wear performance of polylactide/jute composites”, Bhanu K. Goriparthi, K.N.S. Suman, Nalluri Mohan Rao, Composites: Part A 43 (2012) 1800–1808
Copyright
Copyright © 2022 Khan Asem Ali, Saili R kulkarni. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET39565
Publish Date : 2021-12-21
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online