

Ijraset Journal For Research in Applied Science and Engineering Technology
Multi-Objective Parametric Optimization of Weld Strength of Metal Inert Gas (MIG) Welding by using Analysis of Variance, Taguchi, and VIKOR Techniques
Authors: Shivani Parmar, Pratesh Jayaswal, M. K. Gaur
DOI Link: https://doi.org/10.22214/ijraset.2022.39859
Certificate: View Certificate
Abstract
Welding is an enormously essential manufacturing technique which allows the users to create permanent joints efficiently, due to its durability this process is extensively used in various industries like automotive, construction as well as in the aviation industry. The present study focuses on the optimization of the Metal Arc Welding using VIKOR method. Four input variables Current, Voltage, Wire Feed Rate and Gas Flow Rate are considered to study their effect on three responses tensile, bending and hardness on the weldments of AISI 1008 low carbon steel material. Experiments were planned as per Taguchi‘s L9 OA. As traditional Taguchi method is not adequate to solve multi responses problem, to overcome this limitation MCDM approach VIKOR analysis has been carried out for obtaining optimal parameters setting for multi-response optimization. Three specimens (for tensile, bending, and hardness) for each experimental run are fabricated for the measurement of respective strength and hardness. Investigation is done by following the steps of VIKOR method, and optimal parameter setting for multi quality response is obtained corresponding to the lower VIKOR index value.
Introduction
I. INTRODUCTION
Welding is one of the famous and significant manufacturing techniques that are used for creation of permanent joint, which is achieved by fusion of surface of parts/pieces to be united. The material that to be joined are of same type or different type. The filler metal is used to obtain a pool of molten metal which makes joint strange or even stronger than the parent’s materials [1].
A. Types of Welding
Welding process may be classified in two groups [2].
- Fusion Welding: In this type of method the part that is being attached are kept in site even as molten metal is supplied. The molten metal that fills the gap of joint is taken from the parent’s metal or filler metal which is having same or different nature with respect to the parent metal nature. Joint is formed when molten metal is solidified. Fusion welding may be classified as:-
a. Thermite welding
b. Gas welding
c. Arc welding
2. Hard State Welding: In this methods part that are to be joined by pressure alone or a mixture of heat and pressure. Examples of hard state welding are dispersion welding, friction welding, ultrasonic welding and spot welding [2].
3. Arc Welding: Arc welding is a process where power provides is utilized to make an electric circular segment between an anode and the base metal to dissolve at welding point. They can utilize either consumable or non-consumable anode and direct (DC) or option (AC) current [3]. In this sort welding district is generally secured by some kind of defensive gas, vapour or slag. This procedure might be physically, self-loader or wholly computerized. Today, it is significant welding process for the creation of steel structure and vehicles. The different circular segment welding procedures are:
a. Carbon arc Joining Method
b. Shielding Metal Joining Method
c. Gas Metal Arc Method
d. Gas Tungsten Joining Method
e. Flux Cored Arc Joining Method
f. Electro slag Joining Method.
4. Principle of MIG Welding
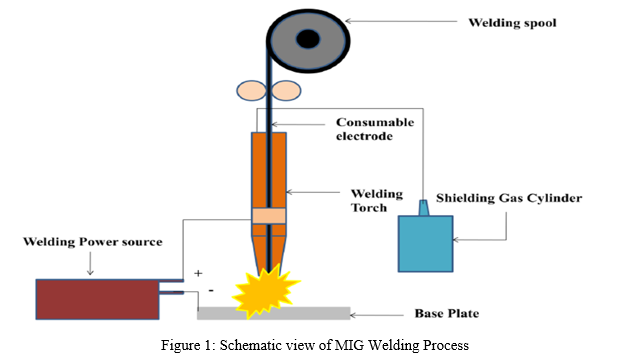
MIG welding is depends upon the on the attitude of budding join by melting surface of the parents metal, using source of energy fashioned by a welding bow create among base metal and a delicate electrode (wire). The welding Arc is secluded by a jet of defending dormant gas and forming the weld pool around it.
The process of this welding is alike to TIG welding except for that it uses automatically feed consumable electrode (figure .1). So that it has high deposition of weld and suitable for welding thicker plates of metals like Al, Mg, stainless steel etc [4].
Kim and Basu [5] built up a temperamental two dimensional axisymmetric model for examined the warmth and liquid streams, which depends on the SAMPLE calculation for tackling the condition. The outcome demonstrates that the electromagnetic and surface strain powers just as the liquid metal beads had a noteworthy impact in forming the weld-pool geometry.
Suban and Tusek [6] described the welding profitability, melting efficiency & softening effectiveness of the filler metal in different protecting media. In this paper displayed a numerical model for forecast of a liquefying rate in TIME, The impact of protecting medium utilized on the liquefying rate is immaterial.
Hu and Tsai [7] built up a bound together model to calculate the transport phenomenon happening during the MIG welding process. By examining the plasma circular segment attributes during the procedure, discovered bead move and the disfigured weld pool surface had significant impact on the transient circulations of current thickness, curve weight and bend temperature, which were commonly thought to be consistent Gaussian profiles.
Karadeniz et al. [8] has done study on the effect of various different welding parameters on the penetration of weld in Erdemir 6842 steel plate welded by automatic gas metal arc welding. They consider the electrode stick out, electrode diameter and gas composition as input parameters. Every example profundity of entrance had been estimated and the impact of these parameters on infiltration was inquired about. Because of this examination, it was discovered that expanding current expanded the profundity of infiltration and voltage was additionally another implication of entrance. Yet, impact of voltage was watched isn't much as current.
Shahi and Pandey [9] analyzed the effect of unlike gas metal bend welding and widespread gas circular segment, on weakening in single layer tempered steel cladding of low carbon steel plates. Considering parameters were line feed rate, open course voltage, welding pace and spout to-plate separation.
Malviya and Pratihar [10] utilized particle swam improvement (PSO) system for tuning of neural system did both forward and turn around mapping. There were four methodologies has been created and there execution was contrasted with take care of the issue. The first and second methodologies manage tuning of multi-layer-feed-forward neural system and spiral premise work neural system separately. Third and forward methodologies manage a back propagation calculation utilized with molecule swam enhancement to tune spiral premise work neural system. Furthermore, result demonstrates that third and forward methodologies are superior to other two.
Abbasi et al. [11] presented impact of increased pressure on MIG welding process. Taking into account the variation of feed rate, arc voltage and arc current on the penetration of weld bead. Effect of wire speed on penetration with pressure has also studied. Result shows that amplified pressure has significant role in welding bead geometry.
On the basis of literature survey, it is found that in many research paper considered the assumption that quality characteristics are independent but in practical case it is not valid always.
- From the survey it is concluded that find the correlations among the multiple responses and convert multi-response into single response.
- It is also play an important role in finding best process parameters setting for given responses.
- To find most important and less important factors and the percentage contribution for each parameter.
II. RESEARCH METHODOLOGY
Dr.Genichi Taguchi of Japan has built up a strategy dependent on Orthogonal Array test which give a great deal decreased "difference" for the analysis with the "perfect situation" of parameters [12]. Symmetrical Arrays (OA) offer a lot of least number of trials and Signal-to-commotion proportions (S/N), which is log capacity of wanted yield, fill in as target work for advancement, help in information and forecast of ideal outcomes
Taguchi method deals optimization problem in two ways-
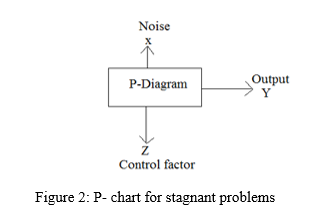
- Static Problem: Commonly, a procedure to be enhanced has a few organize factor which is legitimately choose the objective or wanted estimation of the yield. The enhancement at that point includes the deciding the best organize factor level so the yield is at the objective worth. Such issue is known as "Static setback". This can be clarified by utilizing a P-graph which is demonstrated as follows ("P" represent procedure or item). Clamor is demonstrated to be available all the while yet ought to have no impacts on the yield. This is the essential point of this strategy is to diminishes the variety in yield despite the fact that clamor is available (figure 2).
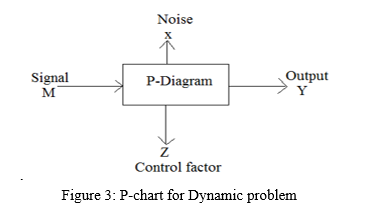
2. Dynamic Problems: On the off chance that the procedure to be improved has sign information that legitimately choose the yield, the advancement includes deciding the best control factor levels so that the "input/yield" signal proportion is nearest to the ideal correlation. Such an issue is called as a "Unique Problem" This is clarifying by P-Diagram which is appeared in underneath. Again essential point of the Taguchi enhancement technique is to decrease the varieties in yield despite the fact that clamor is available in the process is accomplished by reaching enhanced linearity in the input output correlation (figure 3).
III. EXPERIMENTATION
In 1985, Process and product development centre was set up at Agra for the up-liftmen of the of small scale industries and various manufacturing process. It was established with the help of Govt. of India, Govt. of U.P and UNDP/UNIDO. Firstly it was under SIDO and later converted into an autonomous body. The undertakings of the centre are overseen by an Administering Board under the chairmanship of AS and DC (SSI). The Chief Executive Officer of the centre is the Principal Director.
A. MIG Welding Machine
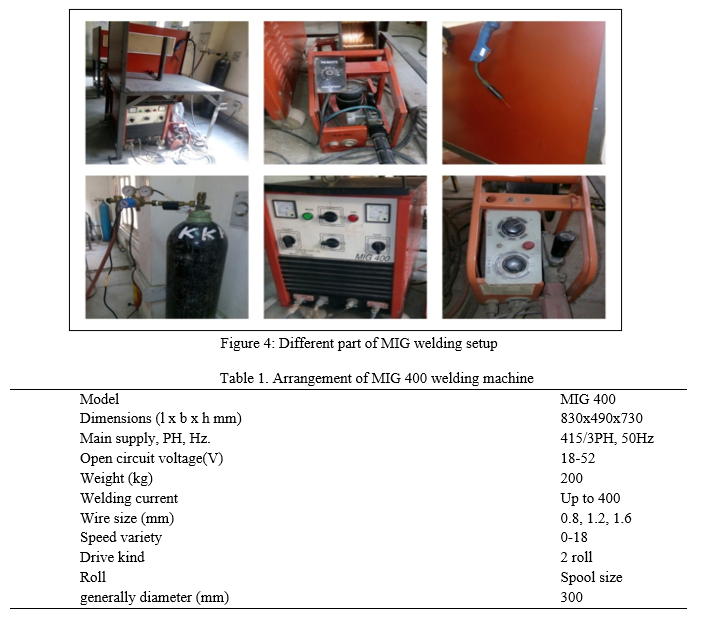
The equipment used for joining the samples was METAL INERT GAS WELDING of model MIG 400 developed by TECHNOLOGY Promoters Pvt. Ltd shown in figure 4. Double deoxidized wire of diameter 1.2 mm with Copper coated mn-si (AWS/SFA 5.1893 ER70S6) has been used for this experiment work. Diode based Co2 metal inert gas welding utilizing a combination welding wire and a defensive dynamic gas for appropriate working. This metal inert gas welding machine designed for virtually defect free sheet metal welding.
Key feature of this MIG welding machine are as given-
- To be utilized for least sheet thickness of 0.6mm.
- It has high combination limit
- It is reasonable for strong wire just as motion cored wire.
- Concentrated heat application
- Welded parts have low disfigurement.
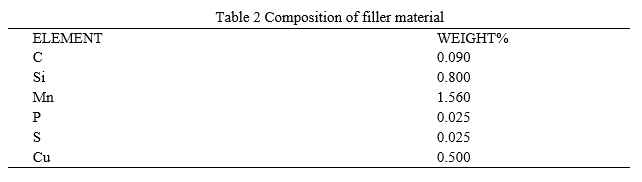
B. Filler Material
The filler material used for this experiment is double deoxidized wire of diameter 1.2 mm with Copper coated mn-si (AWS/SFA 5.1893 ER70S6) Chemical composition of which is given in table 2.
C. Work Piece Material
There are number of material used in present modern industries. But mild steel is most widely used material in industries due to its corrosion resistive properties and highly strength capability. The material carried out for this experiment was low carbon steel AISI 1008 with a dimension of 150mm x 30mm x 6mm. Before welding the chemical composition test was carried out.
D. Shielding Gas
The main function of shielding gas is to secure the curve and liquid weld and molten weld, pool from the outside atmospheric gases (oxygen, nitrogen and others). If shielding gas is not used weld pool reacts with atmospheric gases and it forms oxides and nitrites, which results the porosity, slag inclusion and weld embrittlement. So for avoid this carbon dioxide (Co2) shielding gas used for this experiment work.
E. Joint Type
Double V-groove shaped butt joint is used in this experiment as shown in figure 4. This joint prepared by grinding the both surface with different angles. Because two narrower V-joints required less filler metal as compared to a wider single V-joint. Welding is carried out by single pass bead on technique.
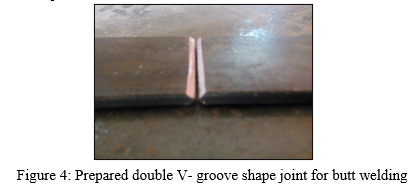
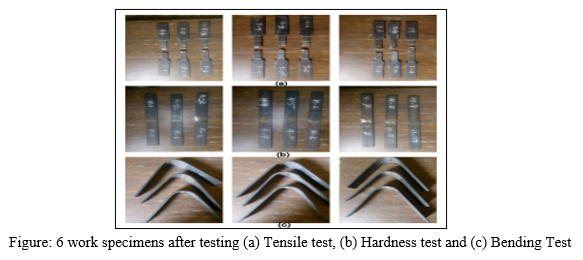
F. Sample Preparation
In this experimental work low carbon steel plates with the dimension of 150mm x 30mm x 6mm are taken. These specimens are then fabricated with butt joint having double V- grove shaped as shown in figure 5.2 the groove angle varies from 20? to 60, root face was 2mm and root gap was 2mm. Butt joint was done by welding two plates along the width. Total 27 specimens were fabricated; out of them some of the welded plates were machined to the obtain required shape to conduct the tensile test experiment as shown in figure.5.

IV. SELECTED PARAMETERS AND THIER LEVELS
A. Considering Parameter for Experiment
There are many process parameters of MIG welding process which can be used as input parameters but on the basis of previous research work and availability, author considers the most affected parameters for this research work. The parameters considered for experiment are furnished below in table 3
|
Table 3 Considered parameters |
|
|
INPUT PARAMETERS |
|
|
1 |
Current (A) |
|
2 |
Voltage (volt.) |
|
3 |
Gas flow rate (lit./min) |
|
4 |
Wire feed rate (m/min) |
|
RESPONSE PARAMETERS |
|
|
1 |
Ultimate Tensile Strength (MPa.) |
|
2 |
Bending strength (KN) |
|
3 |
Hardness (HRB) |
B. Level of Parameters
Level of the parameters was selected on the base of the literature review of past researchers and also selects available range of MIG 400. In present work four machine input parameters with the three levels are considered which is tabulated in table 4.
|
Table 4 Input parameters levels and values |
|||||
|
Parameters |
Unit |
Notation |
Level 1 |
Level 2 |
Level 3 |
|
Current |
Volt |
V |
80 |
100 |
120 |
|
Voltage |
m/min |
Wf |
22 |
26 |
30 |
|
Gas flow rate |
Lit/,\min |
Gf |
10 |
13 |
16 |
|
Wire feed rate |
m/min |
Ga |
8 |
10 |
12 |
V. RESULT AND DISCUSSION
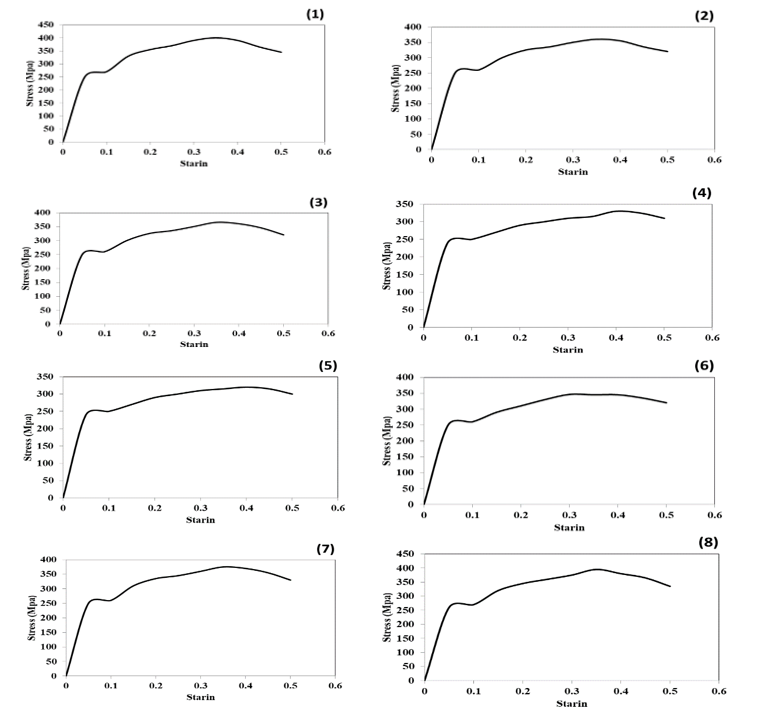
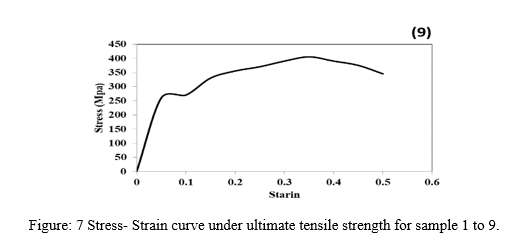
On the basis of previous research works, author found that important quality characteristics of weldments are bead height, bead penetration, bead width, tensile strength, bending strength, hardness etc. So out of this we have considered the three response (tensile strength, bending strength and hardness) parameters. Tensile strength determines the tensile nature of welded joint. Bending strength indicate the ductility and soundness of the weld joint. Hardness test of weld are performed to find the resistance of the weld joint while compare to the base metal. If hardness value be too high it could shows that unwanted alteration of the microstructure which makes the weld too brittle and hence unsuitable for application. After experiment result of output parameters are tabulated in table 5 and demonstrate in figure 6 & 7.
Table 5 Result of Response parameters after experiment
|
Sr.no. |
Ultimate Tensile Strength (MPa) |
Bending Strength (KN) |
Hardness (HRB) |
||
|
Test 1 |
Test 2 |
Test 3 |
|||
|
1 |
428 |
5.821 |
72.1 |
75.4 |
78.3 |
|
2 |
370 |
4.220 |
73.9 |
70.4 |
76.8 |
|
3 |
375 |
5.810 |
74.5 |
70.3 |
80.1 |
|
4 |
330 |
5.420 |
75.6 |
69.4 |
74.3 |
|
5 |
320 |
5.810 |
70.2 |
74.5 |
71.7 |
|
6 |
350 |
5.771 |
75.3 |
78.6 |
64.5 |
|
7 |
390 |
4.680 |
80.5 |
70.3 |
75.2 |
|
8 |
405 |
4.321 |
70.8 |
72.5 |
70.6 |
|
9 |
425 |
5.310 |
79.6 |
75.4 |
70.8 |
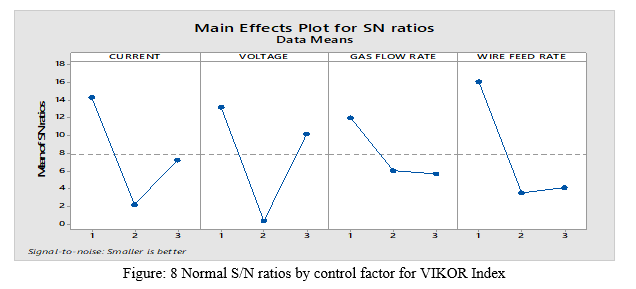
According to the calculation as per experiment run, it is clearly observed, so as to welding parameters combination corresponding to experiment No. 1 shows the lowest VIKOR index value. Therefore, input parameters reading corresponding to the experiment No. 1 has the optimal machining parametric combinations for the advantageous output responses. The optimum condition represents the parametric combination of input factor levels that is likely to give the most excellent quality performance. The average value S/N for individual factor level shows the comparative belongings of the different factors of MIG welding process on the multi quality characteristics tensile strength, bending strength and hardness of the weldments of AISI 1008 low carbon steel. Taguchi analysis said the higher value of mean S/N ratio is improved quality target. Therefore, taking the average of S/N ratio for all factor level as tabulated in based on figure 8 the most favorable performance for combined tensile, bending strength and hardness was found at level 1 current (80A), level 1 for voltage (22V ), level 1 for gas flow rate (10 lit/min), level 1 for wire feed (8 m/min). The optimum parametric combination for combined tensile strength, bending strength and hardness is A1V1Gf1Wf1.
Conclusion
In the present study an attempt has been made for obtaining the optimal parametric combination for combined multiresponse quality characteristics for MIG welding process parameters for AISI 1008 low carbon steel using VIKOR. In the present study three responses are considered for the study i.e. tensile strength, Bending strength and Hardness and examination of experiment data is done as per Taguchi L9 orthogonal array experiment trail. Using VIKOR method the responses have been normalized and VIKOR index found. The best possible factor level combinations ie; optimal parametric combination for multiquality were find out based on the VIKOR index values as lower VIKOR Index gives optimal parametric combination for multi performance, the optimal parametric combination found to be on experiment 1 i.e.; A1V1Gf1Wf1 Signal to noise ratio analysis for VIKOR Index value is done by MINITAB-17 software for finding the most influencing parameter for multi performance it has been found that Voltage is found most significant parameter, From the analysis of ANOVA results it has been find that the most important parameter for combined multi-response optimizations was Voltage. It is seen that the VIKOR approach of optimizations is often quite simple and straight forward also free from large complex computational difficulty as compared to other optimization techniques. The above method can be useful for multiquality characteristics and for continues improvement in quality of any product.
References
[1] Richard A. Strahi ? Introduction to welding Engineering? Kendall Hunt publishing company (2010). [2] Md. Ibrahim Khan, ? Welding science and Technology? New Age Publishers (2007). [3] Mercille J Jr (1982) Welding processes and consumables. Dominion. Bridge-Sulzer Inc., Lachine PQ, pp 11–110. [4] Aniket Narwadkar & Santosh Bhosle (2015): Optimization of MIG Welding Parameters to Control the Angular Distortion in Fe410WA Steel, Materials and Manufacturing Processes. [5] I.S Kim and A. Basu (1999). A mathematical model of heat transfer and fluid flow in the gas metal arc welding process. Journal of material processing technology, vol.77, 17-24. [6] M. Suban and J. Tusek. (2001). Dependence of melting rate in MIG/MAG welding on the type of shielding gas used. Journal of Material Processing Technology, 185-192. [7] J.Hu and H.L. Tsai (2006). Heat and Mass transfer on gas metal arc welding Part II: the arc. Inter-national Journal of Heat and Mass transfer, 808-820. [8] Erdal Karadeniz, Ugur Ozsarac and Ceyhan Yildiz (2007). The effect of process parameters on penetration in gas metal arc welding processes. Materials and design, ELSEVIER, 649-656. [9] A.S. Shahi and Sunil Pandey (2008). Modelling of the effects of welding condition on dilution of stainless steel claddings produced by gas metal arc welding procedures. Journal of Material Processing Technology, 339-344 [10] Rakesh Malviya and Dilip Kumar Pratihar (2011). Tuning of neural networks using particle swarm optimization to model MIG welding process. Swarm and Evolutionary Computation, ELSEVIER, 223-235. [11] Abbasi. K, Alam. S and Khan. M.I. (2011). An experimental study on the effect of increased pressure on MIG welding arc. International Journal of Applied Engineering Research, Dindigul, vol.2. [12] Izzatul Aini Ibrahim, ?The Effect of Gas Metal Arc Welding (GMAW) processes on different welding parameters, International Symposium on Robotics and Intelligent Sensors 2012 (IRIS 2012), 2012.07.342.
Copyright
Copyright © 2022 Shivani Parmar, Pratesh Jayaswal, M. K. Gaur. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET39859
Publish Date : 2022-01-08
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online